Речь пойдет о сталях A2 (AISI 304) и A4 (AISI 316) толщиной 2-4 мм, широко применяемых в маломерном судостроении. Сперва немного теории, а затем я выберу один из способов резки и сделаю заготовки для вант-путенсов.
Привет! Я строю парусную лодку-динги 3.8 м по проекту Радослава Вершко (Radosław Werszko) и веду этот Дневник судостроителя.
В чём сложность резания нержавеющей стали?
Твёрдость
Нержавеющие стали - это легированные стали, имеющие в своем составе хром, никель и углерод, поэтому они значительно твёрже привычной всем нам низкоуглеродистой стали Ст3. Твердость нержавейки по методу Роквелла (HRC):
- нержавеющая сталь A2 (AISI 304) HRC=25-32
- нержавеющая сталь A4 (AISI 316) HRC=27-35
- низкоуглеродистая сталь Ст3 (для сравнения) HRC=0
- быстрорежущая сталь HSS (из неё делают сверла, резцы, пилки) HRC=62-64.
Быстрорежущая сталь HSS существенно тверже нержавеющей стали, а, значит, режущие инструменты из неё могут успешно применяться при обработке нержавейки.
HRC – шкала твердости материала по методу Роквелла, который выражает отношение нагрузки, необходимой для проникновения индентора (конуса) в материал, к площади соприкосновения. В шкале HRC применяется алмазный конус с углом 120° при статической нагрузке 150 кгс.
Стандартами предусмотрено 11 шкал определения твёрдости по методу Роквелла (A; B; C; D; E; F; G; H; K; N; T), эти шкалы различаются типом индентора и испытательной нагрузкой. Наиболее распространенные шкалы по Роквеллу: HRA, HRB, HRC.
Малая теплопроводность
Теплопроводность сталей А2 и А4 в 3.4 (!!!) ниже, чем у стали Ст3:
- A2 (AISI 304) 16,2 Вт/мK
- A4 (AISI 316) 16,3 Вт/мK
- Ст3 55,0 Вт/мK
Это означает, что отвод тепла от режущего инструмента будет крайне затруднён. То есть медленный процесс резания твердой стали будет сопровождаться повышенным нагревом инструмента, что приведёт к потере твердости и остроты. Выбрав неподходящий режим резания, вы рискуете быстро испортить режущий инструмент.
Загрязнение поверхности и коррозия
При механической обработке нержавеющей стали существует риск загрязнить поверхность заготовки железом, серой, фтором, хлором или другими активными веществами, что впоследствии приведёт к коррозии. Как известно, защита от коррозии обеспечивается пассивным слоем оксида хрома, загрязнение приводит к разрушению этого слоя и препятствует его естественному восстановлению.
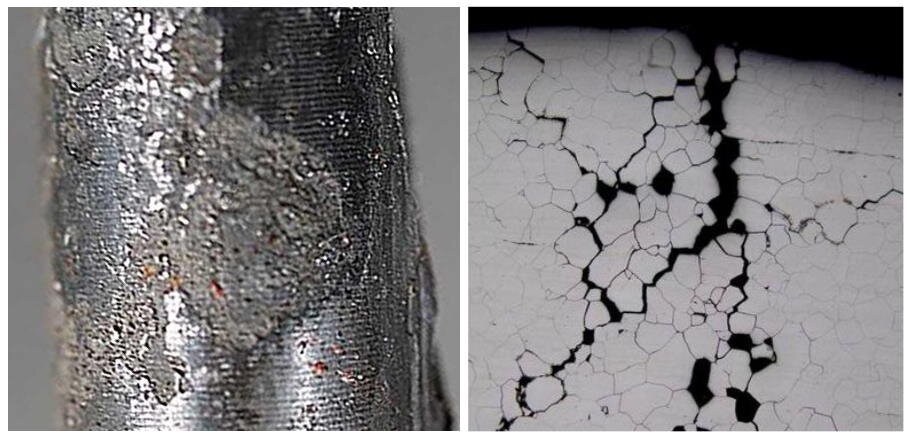
Высокая температура в зоне резания (например, при использовании болгарки) многократно повышает риск межкристаллитной коррозии: присутствующие в сплаве углерод и хром образуют карбиды, которые оседают на границах зёрен металла. То есть хром, необходимый для создания пассивного слоя, затрачивается на образование вредных соединений.
Способы резания
Для резки нержавеющей стали применяются термические и механические способы. Термические способы (лазерный, плазменный, газо-дуговой и т.п.) рассматривать не буду, они не для скромного лодкостроителя, вроде меня. А вот механические способы доступны во всём многообразии:
- ножницы по металлу;
- болгарка;
- циркулярная пила;
- электрический лобзик.
Ножницы по металлу
Способ применим при толщинах металла до 1 мм.
Особенности: сравнительно высокая производительность; грубый рез, требующий дополнительной обработки.
Болгарка
Следует использовать диск по нержавеющей стали или универсальный диск (круг) по стали, которым не резали другие металлы (новый). Зону резания охлаждать водой или СОЖ.
Особенности: высокая производительность; высокий риск коррозии; грубый прямолинейный рез, требующий дополнительной обработки.
Циркулярная пила
Следует применять низкооборотистую пилу или пилу с регулировкой скорости вращения. Если пила установлена в столе, то желательно использовать пильный диск по нержавеющей стали для "сухого реза".
Особенности: высокая производительность; чистый прямолинейный рез (при использовании направляющей); высокая стоимость пильного диска.


Электрический лобзик
Резать на малой скорости с охлаждением СОЖ или маслом. Использовать пилки по нержавеющей стали или универсальные пилки по металлу из быстрорежущей стали.
Особенности: низкая производительность; чистый прямолинейный (при использовании направляющей) или фигурный рез; низкая стоимость пилки; быстрый износ пилки и упорного ролика лобзика; низкий риск коррозии детали.
Готовлю инструмент к работе
Итак, я сделал выбор: буду использовать электрический лобзик, и вот мои доводы :
- хочу получить чистый ровный рез и пилить по направляющей;
- не хочу испортить нержавейку, она дорогая, лучше пару часов потерять, но не перегреть металл и не загрязнить его вкраплениями активных веществ;
- резать буду дома, лобзик с этой работой справится без грязи, вони и искр;
- а ещё мне защемило нерв в пояснице, и я вынужден искать способ сделать работу с наименьшей нагрузкой на спину :)))
Вообще-то я обещал семье сделать ремонт в одной из комнат к Новому году, но рекордные снегопады в начале зимы и острая необходимость чистить снег погубили мою спину. Ничего тяжелее стакана пока что я поднять не в силах. Ремонт не могу, может лодку смогу? :)
Лобзик прикрепил вверх ногами к фрезерному столу через пластину из ламината, так мне будет удобнее выполнять резание. При такой установке существует риск, что стальные опилки попадут в маятниковый механизм лобзика. Ну что-ж, буду чаще пылесосить. Зато смазка, наносимая на пилку, будет стекать на опорный ролик, снижая его износ. Поэтому, есть смысл наносить смазку не только на заготовку и переднюю сторону пилки с зубьями, но и на её заднюю сторону, над роликом.
В лобзик установил универсальную пилку по металлу T118A из быстрорежущей стали HSS. Смазывал тем, что попалось под руку - индустриальным маслом И-40А.
Пилю...
Приступил к пилению на скорости "1", маятниковый ход выключен. Температура пилки не поднималась выше 50 °С. Скорость подачи около 5 мм/мин. Слишком медленно.
Увеличил скорость до "2". Температура пилки поднялась до 70-80 °С. Очевидно, что кончики зубьев нагреваются значительно сильнее, но масло пока ещё не дымит. Металл вокруг зоны резания ощутимо горячий. Хорошо заметна слабая теплопроводность нержавейки: в одном сантиметре от пилки температура высокая, а в трех сантиметрах почти комнатная. Скорость подачи увеличилась до 10 мм/мин. Стал переживать за перегрев зубьев и установил регулятор скорости лобзика в положение "1.8" (он аналоговый, позволяет). Так пропилил 30 см, периодически удаляя стружку и давая остыть пилке и заготовке.
В процессе работы стало понятно, что пилкодержатель частично прикрывает прорезь для штока в корпусе лобзика и при поступательном движении разбрасывает опилки в стороны, в прорезь штока мало что попадает, но тем не менее я старался удалять опилки почаще.
Результаты
Рез получился ровный и чистый, почти не требующий финишной обработки. Матовая полированная поверхность заготовки даже не поцарапалась. Размер заготовки строго выдержан. Отлично!
Производительность труда низкая: прорезал 30 см стали А2 толщиной 2 мм за 40 мин. Но с другой стороны, если бы я наспех отмахнул болгаркой, как много времени бы мне потребовалось на доработку напильником? И риск коррозии исключать не стоит.
Состояние пилки хорошее: невооруженным глазом износ зубьев не заметен.
Вывод: затраты времени слегка расстраивают, но результат работы радует, я даже не ожидал, что получится так хорошо. Продолжу резать этим же способом.
Недостатки: кусок ламината толщиной 8мм, к которому я прикрутил лобзик, не обладает достаточной жесткостью, вибрирует, надо бы сделать более прочное основание. И хорошо бы защитить лобзик от попадания опилок.
Спасибо за внимание!
PS. А как режете нержавейку вы? Что посоветуете для защиты лобзика от опилок?