Заполнение может выглядеть круто, придавать прочность и экономить деньги, но все зависит от модели. Как найдите лучший шаблон заполнения Cura для вашего применения.
#
3DMART студия - услуги 3D печати, изготовление запасных частей, заказ образцов, 3D моделирование, разработка корпусов РЭА, 3D формы для настенной плитки.
#
Часто 3D-печать используется для изготовления деталей, которые с таким же успехом можно было бы изготовить с использованием другой технологии производства. Хотя конечные результаты могут выглядеть одинаково, важно то, что находится внутри.
Одним из основных преимуществ 3D-печати является возможность изменять полость детали. С точки зрения производства, полая деталь требует меньше времени и материалов, чем цельная, тем самым снижая общий вес и стоимость!
Внутренняя часть 3D–принта называется заполнителем, и ее можно регулировать с точки зрения плотности - 0% является полым, а 100% - сплошным. Кроме того, способ заполнения партии можно регулировать в соответствии с самыми разнообразными шаблонами.
В этой статье давайте рассмотрим множество различных шаблонов заполнения, в частности те, которые доступны в Cura.
Какие существуют шаблоны заполнения?
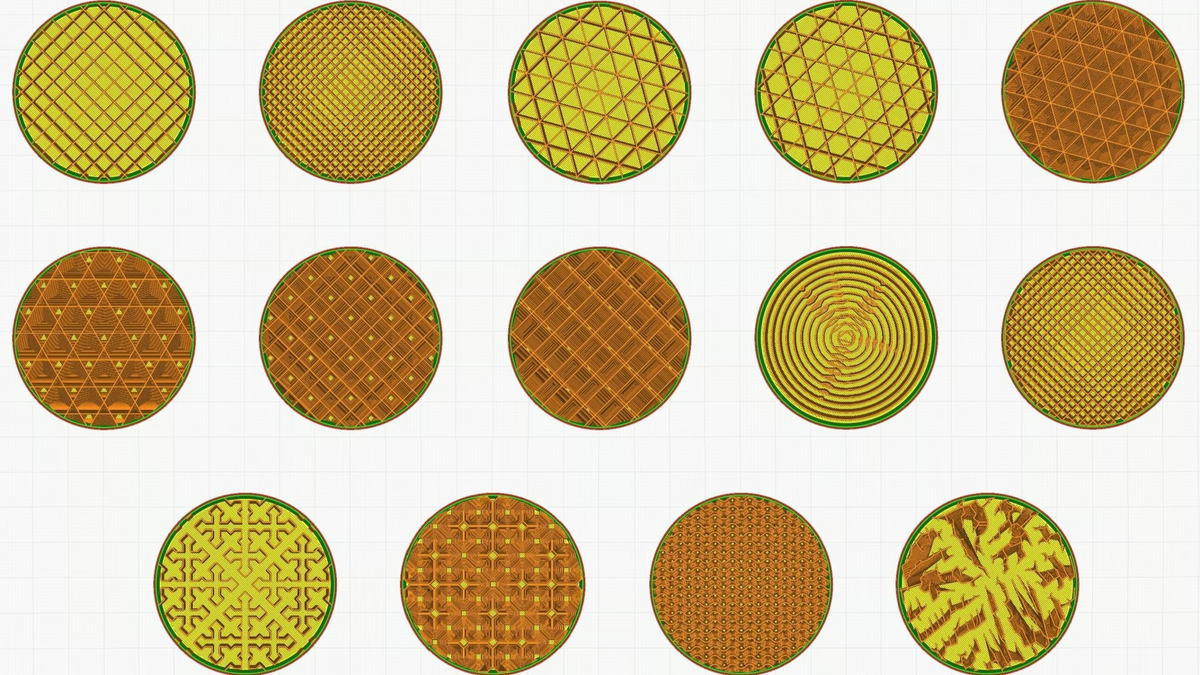
В последней версии Cura доступно 14 типов заполнения. Мы сгруппировали их в соответствии с тем, для чего они лучше всего подходят:
Модели и фигурки: Молния, линии, зигзагообразные
“Стандартные” 3D-принты: сетка, треугольники, трехгексагональные
Функциональные 3D-принты: Кубические, кубическое деление, октет, четверть куба, гироид
Гибкие 3D-принты: Концентрические, поперечные, крестообразные
3D Модели и фигурки
Типичная плотность заполнения: 0-15%
Если они используются в качестве моделей или статуэток, для 3D-печати обычно не требуется большой прочности. Это потому, что они не подвергаются интенсивному обращению и не подвергаются нагрузкам.
Для таких применений лучше всего подходят молнии, линии или зигзагообразные узоры заполнения, поскольку они дают самые быстрые отпечатки.
Подобно “прямолинейному” в других слайсерах, линейные и зигзагообразные узоры создают двумерную сетку, где на слой наносится только одна ось. Разница между ними заключается в том, что шаблон lines генерирует несколько линий на слой, в то время как “зигзаг” - это просто одна постоянная линия (если только модель не прерывает ее). Как видно на изображении выше, при выборе параметра “Соединить линии заполнения” разница между линиями и зигзагом становится практически неразличимой.
Наполнитель Lightning - это, по сути, внутренние опорные конструкции, напоминающие молнии. Наполнитель поддерживает внутренние области модели и становится плотнее к верхней части модели. Поскольку он позволяет сократить расход материала на 90%, этот тип наполнителя отлично подходит для более быстрой печати.
Модели или статуэтки хорошо сочетаются с простыми рисунками заполнения, подобными этим. Некоторые прототипы также являются хорошими кандидатами, если их не тестируют на прочность.
Стандартные 3D-принты
Типичная плотность заполнения: 15-50%
Для 3D-принтов, подвергающихся низкой нагрузке, таких как указанная выше направляющая нити филамента, следует использовать шаблон заполнения средней прочности. Также подходят такие шаблоны заполнения, как сетка, треугольники или трехгранник. Однако обратите внимание, что эти шаблоны могут увеличить время печати до 25% по сравнению с линиями.
Сетка: Понятный 2D-шаблон, основным преимуществом сетки является скорость печати, поскольку она наименее сложная из трех.
Треугольники: Двумерная сетка, состоящая из треугольников, обладает неотъемлемым преимуществом в прочности, когда нагрузка прикладывается перпендикулярно поверхности объекта. Это также имеет смысл для деталей с тонкими прямоугольными компонентами, которые в противном случае могли бы иметь очень мало соединений между стенками.
Трехгранник: В этом 2D-узоре получаются шестиугольники, перемежающиеся треугольниками. Одним из преимуществ является то, что шестиугольники - это эффективная форма, что делает их отличным заполнителем с точки зрения использования материала. В дополнение к этому, трехгексагональный наполнитель имеет более короткие линии для соединения с каждой стороны, что приводит к меньшему количеству проблем с изгибом из-за плохого охлаждения печати.
Функциональная 3D-печать
Типичная плотность наполнителя: >50%
Функциональные 3D-принты, такие как вышеупомянутый кронштейн для полки, требуют высокой прочности во многих направлениях. Хорошими кандидатами для заполнения являются кубические узоры, четверть куба, октет и гироид.
Кубический: Это 3D-узор из сложенных друг на друга и наклоненных кубов.
Кубическое деление: В этой вариации кубического деления используется меньше материала.
Октет: Также известный как тетраэдрическое заполнение, этот шаблон объединяет пирамидальные формы.
Четверть куба: Этот трехмерный шаблон похож на октет, но половина пирамидальных форм смещена относительно другой половины.
Gyroid: Особенно уникальный 3D-рисунок, создающий впечатление волн. В результате получается принт, который одинаково прочен во многих направлениях. Таким образом, этот рисунок заполнения был бы хорошим выбором для детали, которая будет изгибаться в разных направлениях.
Часто вышеприведенные узоры используются даже для более низкой плотности заполнения из-за их эстетической привлекательности. Некоторым производителям нравится такой эффект, как показано на этой вазе с гироидной стенкой.
Гибкие 3D-принты
Типичная плотность заполнения: 0-100% (в зависимости от того, насколько “мягким” вы хотите сделать свой отпечаток)
В гибких филаментах следует использовать гибкие схемы заполнения, чтобы сохранить эластичность отпечатка. Такие узоры заполнения, как концентрический, поперечный и cross 3D, лучше всего подходят для этих типов принтов.
Концентрический: Этот 2D-узор создает “волны” внутри принта, имитируя формы внешних стен. Это напоминает камень, брошенный в воду, который создает концентрическую круговую рябь на поверхности.
Крест: Другой 2D-узор, cross, создает сетки, которые кажутся очень причудливыми крестиками. Промежутки между крестиками позволяют сгибать и скручивать.
Крест 3D: Этот 3D-узор похож на крест, но по мере увеличения размера печати линии перемещаются под наклоном. Конечным результатом является объект с немного большей жесткостью.
Советы и рекомендации
Выбор шаблона заполнения важен, но это еще не все. Вот несколько вещей, которые следует иметь в виду при следующей настройке параметров печати в Cura.
Направление линии заполнения
Одной из часто упускаемых из виду настроек при заполнении является направление линии заполнения. По умолчанию оно установлено на 45°, чтобы двигатели X и Y работали совместно для печати заполнения с максимальной скоростью. Однако может оказаться выгодным ориентировать заполнитель под другим углом, чтобы обеспечить максимальную прочность или гибкость детали, особенно если ее стенки выровнены по диагонали.
Градиентное заполнение или Постепенное заполнение
Когда дело доходит до заполнения, мы обычно думаем, что оно должно быть однородным по всей внутренней части детали. Однако это не обязательно должно быть так.
Используя градиентную заливку, вы можете настроить печать так, чтобы она имела большую плотность заполнения по периметру. Вообще говоря, это должно поддерживать эффективную прочность и жесткость детали при использовании меньшего количества материала. Эта настройка не является встроенной в Cura, но ее можно относительно легко выполнить с помощью скрипта на Python.
Градиентное заполнение не следует путать с постепенным заполнением, которое выполняет нечто похожее, но по осям Z, а не X и Y. Другими словами, этот параметр делает заполнение более плотным в верхней части отпечатка по сравнению с нижней. Это позволяет экономить материал и время, обеспечивая при этом достаточную прочность для целей, требующих жесткости.
Несколько плотностей заполнения
С момента выхода четвертой версии Cura появилась возможность устанавливать плотность заполнения “для каждой модели”. Это выгодно, поскольку позволяет использовать некоторые изящные дизайнерские приемы, включая несколько плотностей заполнения и типов в одном и том же принте, как показано на видео ниже. Хотя, возможно, существует не так уж много применений для такого типа плоских подставок, мы думаем, что в этом методе есть нечто большее, чем кажется на первый взгляд.
Благодаря возможности устанавливать пользовательские настройки для каждой импортируемой модели и возможности Cura легко объединять их, представляется возможным предоставлять специализированную поддержку в определенных областях.
Хотя, безусловно, это требует много работы вручную, возможно, в ближайшем будущем это станет интегрированной функцией. Полностью настраиваемая внутренняя структура, безусловно, была бы удобна для определенных проектов.
Skin
Оболочка относится к верхнему и нижнему слоям. Это может повлиять на количество материала и требуемое время печати, а также на прочность и вес моделей. Что касается заполнения, можно изменить параметр “Процент перекрытия оболочки - Skin Overlap Percentage”, который определяет, насколько стенки перекрываются с внутренней начинкой. Чем выше этот процент, тем плотнее наполнитель будет прилегать к внешней поверхности принта, и модель будет менее хрупкой.
Если вы хотите пойти по пути уменьшения слоев, вы можете изменить параметр “Skin Removal Width”. Введенное вами значение будет удалено из верхнего и нижнего слоев. Это можно увидеть, например, в более тонких или миниатюрных дизайнах или деталях, в которых прочность не является необходимостью.
Быстрая печать
Существует несколько способов ускорить время печати, изменив настройки заполнения. Например, линии заполнения обычно печатаются под углом 45 градусов, что позволяет двигателям X и Y достигать максимальной скорости. Толщина заполняющего слоя также может влиять на скорость. Вы можете настроить этот параметр на большую высоту слоя, чтобы это заняло меньше времени.
Вы также можете поэкспериментировать с рисунками, чтобы сократить время печати. Как правило, рисунок "молния" обеспечивает наиболее быструю печать. Если для вашей печати не требуется механическая стабильность, вы можете использовать этот рисунок, чтобы увеличить скорость печати на 25%. Концентрические, сетчатые и треугольные узоры также являются относительно простыми, что должно привести к ускорению печати.
ПОСТAВЬ ЛAЙК И ПОДПИШИCЬ, ЭТО ПОДДЕРЖИВАЕТ НАШ КАНАЛ!
еще интересные статьи по теме:
3DMART студия услуги 3D печати и 3D моделирование
Паутина и PETG: 3 простых решения
Чрезмерная экструзия 3D-принтера: 4 простых решения переэкструзии
Лучшие симуляторы Arduino 2023 года (онлайн и оффлайн)
Сравниваем SolidWorks 2023 и Solid Edge 2024
Marlin и Klipper: разбор основных отличий ...что выбрать!?