Утилизация отходов процесса HF-алкилирования ConocoPhillips
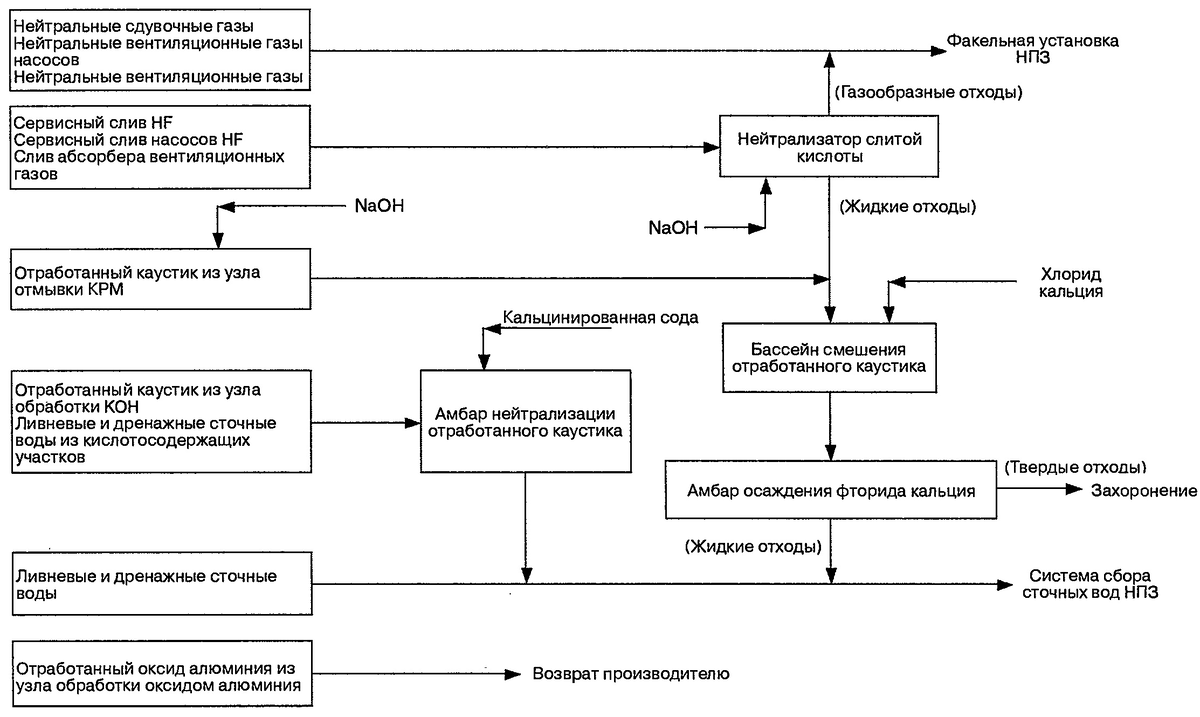
На рисунке показана организация потоков различных отходов в границах установки алкилирования:
- нейтральные газы поступают непосредственно в факельный коллектор НПЗ;
- газы, в которых содержится фтористый водород, поступают вначале в нейтрализатор кислоты, где происходит отмывка HF водным раствором NaOH, а затем подаются в факельный коллектор НПЗ;
- отработанный щелочной раствор из нейтрализатора кислоты и узла промывки кислоторастворимого масла (КРМ) подается в смеситель, где смешивается с хлоридом кальция (CaCl) и далее направляется в отстойник для осаждения фторида кальция (CaF2), откуда:
- жидкость, содержащая незначительное количество хлорида натрия и кальция, сливается в коллектор сбора сточных вод НПЗ;
- твердая фаза периодически направляется на захоронение.
- отработанный щелочной раствор из узлов обработки КОН и сточные воды кислотных секций установки направляются в нейтрализатор и далее в коллектор сбора сточных вод НПЗ, совместно с водой из дренажных систем и канализации;
- отработанный оксид алюминия, который содержит фторид алюминия, из систем очистки пропана и бутана подлежит захоронению или отправке в специализированную организацию для восстановления.
Безопасность процесса HF-алкилирования ConocoPhillips
Для максимального нивелирования рисков в процессе HF-алкилирования требуется минимизировать:
- возможность утечек (сократить число мест потенциальных утечек);
- размер утечек (уменьшить давление в реакторе и отстойнике, если возможно);
- продолжительность утечек;
- объем выбросов.
Одно из мероприятий по нивелированию рисков - исключение насосов, которые обеспечивают циркуляцию HF в реакторном контуре. Исключение вращающихся деталей оборудования сделало возможным отказ от применения обтюраций и уплотнений и отсутствие необходимости в их частом обслуживании. Отсутствие насосов, перекачивающих кислоту избавило от необходимости использования отсекающих клапанов в контуре циркуляций блока реактора и отстойника, а также сделало возможным эксплуатацию кислотоотстойника при низком давлении, что сказалось на уменьшении интенсивности потенциальных утечек.
Соединение реактора с трубопроводами возврата кислоты в холодильник и кислотоостойник исключительно с использованием сварных швов (отвечающих правилам устройства и безопасной эксплуатации сосудов, работающих под давлением) без фланцевых соединений избавляет от утечек или отказов каких-либо участков. Это важно, поскольку в контуре обращается более 90% всей кислоты установки.
Дальнейшее снижение рисков достигается за счёт:
- применения отсечных клапанов с удалённым управлением;
- быстрое перемещение кислоты (транспортировка в надежное хранилище быстрее 10 мин);
- секционирование.
На установках с несколькими холодильниками кислоты нижняя часть отстойника выполнена из отсеков, что делает возможным снижение выброса кислоты при крупных аварий. Отсеки распределяют объем кислоты в каждом охладителе и реакторном контуре таким образом, что наибольший объём выброса кислоты при разгерметизации одного охладителя или секции реактора незначительно превышает количество кислоты, находящейся в отсеке.
Быстрое перемещение кислоты в безопасную емкость выполняется под гидростатическим давлением, при этом время перемещения достигает 90 с., что снижает как время протечки, так и их объем розлива.
Для повышения безопасности можно применять системы водяного орошения, смывающие диспергированную в воздухе кислоту и способные частично изолировать углеводородные выбросы от источников огня.
Процесс алкилирования ReVAP с пониженной летучестью HF
Процесс алкилирования ReVAP с пониженной летучестью фтористого водорода имеет сходство с процессом HF-алкилирования компании UOP и отличается тем, что к HF подмешивается добавка, понижающая давление паров.
Технология ReVAP является совместной разработкой корпорации Mobil Oil и компании Phillips Petroleum датируемой началом 1990-х гг. Основываясь на итогах лабораторных и опытно-промышленных испытаний, каждая из компаний выполнила в 1997 г. ввод технологии в промышленную эксплуатацию на одном из своих НПЗ.
Добавка является нелетучим, не имеющим запаха и нетоксичным веществом, полностью смешиваемым с кислотой, но характеризующимся весьма малым сродством к другим углеводородам, включая кислоторастворимые масла (КРМ). Эти специфические физические свойства добавки значительно уменьшают летучесть кислоты при параметрах реакции. В дополнение, добавка имеет совместимость с металлами, из которых изготовлены эксплуатируемые установки HF-алкилирования.
Добавка снижает утечки тремя путями:
- уменьшением диспергирования вследствие испарения;
- значительным уменьшением давления паров;
- разбавлением кислоты.
Это пассивная система предотвращения утечек, которая всегда эффективна и не требует вмешательства обслуживающего персонала.
Остаточные объёмы добавки накапливаются в высококипящих продуктах установки — кислоторастворимых маслах (КРМ) и алкилатах. Кислоторастворимое масло отделяется от кислоты в колонне вторичной отгонки кислоты, откуда оно направляется в систему извлечения, разделяющую масло и добавку. Добавка подается обратно в реактор, а кислоторастворимое масло (КРМ) промывается щелочным раствором и перерабатывается стандартным способом. Добавка отделяется от алкилата, восстанавливается и подается обратно в реактор.
На нижеследующем рисунке приведены изменения, требуемые для перевода установки HF-алкилирования стандартной компоновки на технологию ReVAP.
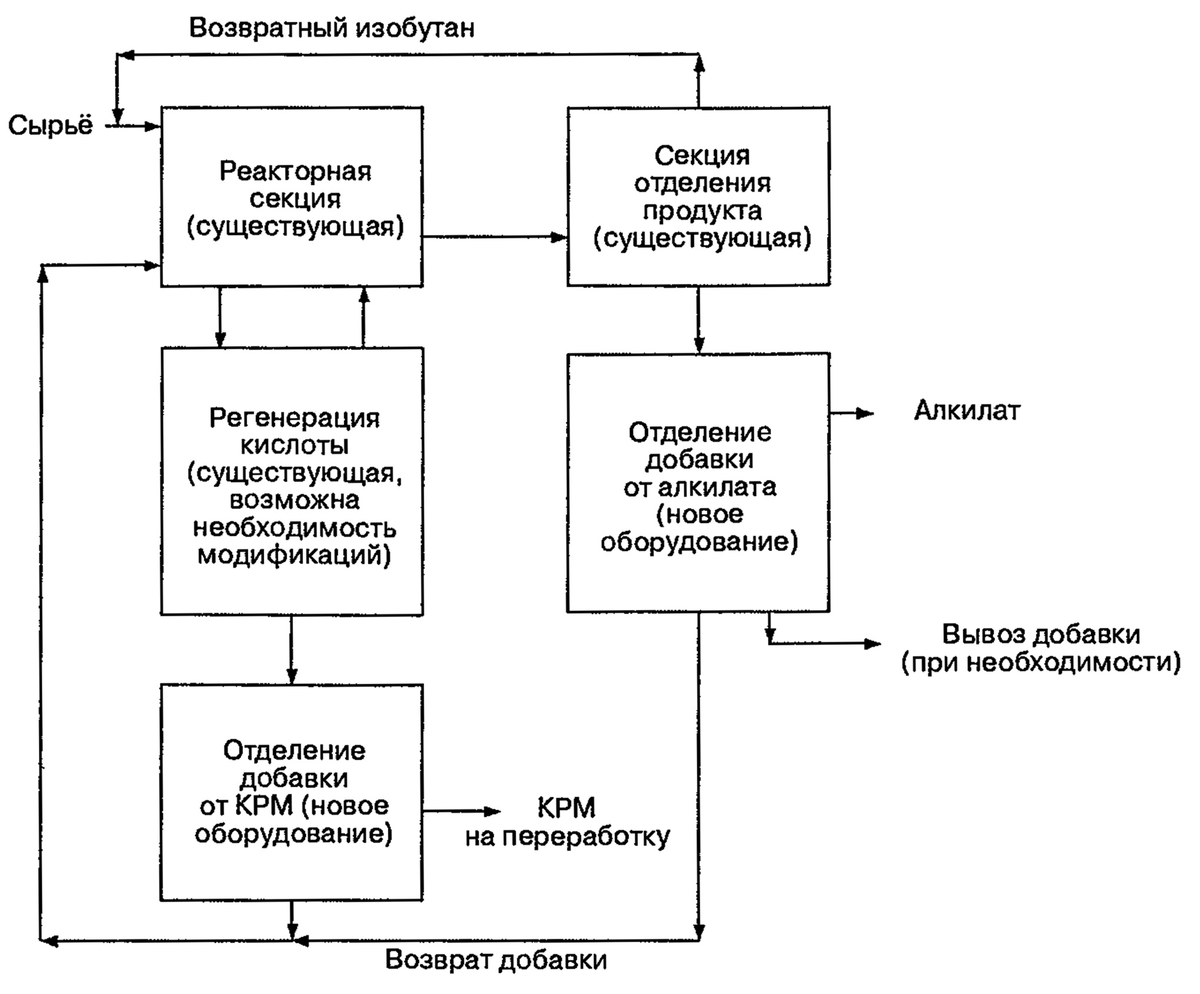
Технология имеет дополнительное преимущество, выражающееся в уменьшении потребления плавиковой кислоты и щелочи в сопоставлении с процессом HF-алкилирования в стандартной конфигурации. ReVAP повышает эффективность разделения кислоторастворимого масла (КРМ) и фтористого водорода (HF), уменьшая тем самым потери кислоты, и, как следствие, потребление щелочи.
Если статья была вам интересной и полезной, ставьте лайк, а если хотите ежедневно получать новые статьи и узнавать больше о нефтепереработке, то подписывайтесь на канал.