Забивные сваи — это железобетонные стержни квадратного сечения. Для малоэтажного домостроения используют сваи сечением 150 х 150 мм и 200 х 200 мм. В отличие от буронабивных, забивные сваи производят на заводе и привозят на объект готовыми. Сегодня расскажем, как устроены такие сваи, и как мы в КЗС их изготавливаем.
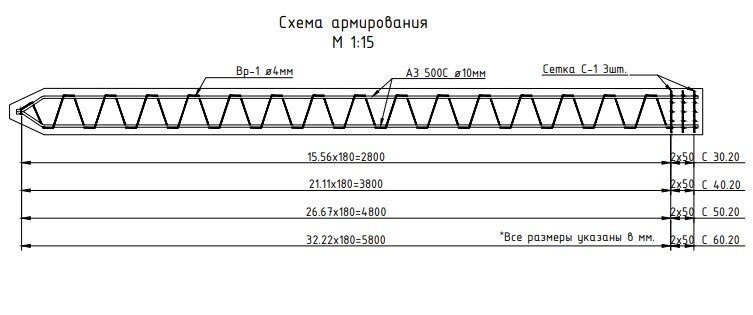
Армокаркас сваи включает продольное армирование по всей длине из четырех стержней и поперечное армирование проволокой. Поперечную арматуру привязывают к продольной арматуре не реже чем через один шаг спирали.

При производстве каркасов для свай мы в КЗС применяем сваенавивочные машины. Они точно производят навивку с заданным шагом. Благодаря этому, исключается человеческий фактор, каркас получается лучше по геометрическим параметрам, то есть более высокого качества, чем при навивке вручную.
Армирование в конструкции сваи работает на растяжение, а бетон — на сжатие. При забивке свая испытывает в основном сжимающую нагрузку, а с возведением дома к ней добавляется растягивающая. Поэтому параметры и качество армирования влияют на надежность сваи не меньше, чем марка бетона.
Армокаркас укладывают в формы длиной от 3 до 6 м и заливают бетоном. Бетон для производства серийных свай мы используем класса В30 в летний период и В35 в зимний период для ускорения оборачиваемости форм.
В зависимости от грунта и необходимой несущей способности сваи может потребоваться изготовлений свай с нестандартными параметрами каркаса и бетона.
Оборачиваемость форм, то есть то, насколько быстро формы освобождаются для новой партии свай, напрямую влияет на производительность линии. Отпускная прочность бетона свай в момент отгрузки с предприятия-изготовителя должна быть не ниже 100 % от проектной. В летний период без тепловой обработки при температуре 20°C бетон набирал бы прочность не менее 16 суток, а в зимний, с применением противоморозной добавки, ещё дольше. Поэтому для ускорения твердения бетона и оборачиваемости форм на заводе применяют тепловую обработку в пропарочных камерах. Таким образом срок производства сваи сокращается до нескольких дней без ущерба для качества изделия.
Заказать забивные и винтовые сваи и их монтаж можно на сайте kzs.ru. А чтобы узнать больше о свайных фундаментах, подписывайтесь на наш канал.