1 часть - Ток инициации дуги
2 часть - Настройка очистки алюминия
3 часть - Выбор формы волны
Это заключительная часть серии статей посвящённых настройкам АВРОРА Ситема 200 AC/DC ПУЛЬС. В ней пойдет речь о двух режимах работы Системы 200 AC/DC ПУЛЬС: Точка и Повтор, которые помогут в решении специфичных сварочных задач.

Режим «Точка» предназначен для сварки с минимальным тепловложением. Качество сварки и простота работы приближается к режиму Cold TIG, - источников сварочного тока европейского производства.
Основная специализация данного режима - работа с тонкой нержавейкой.
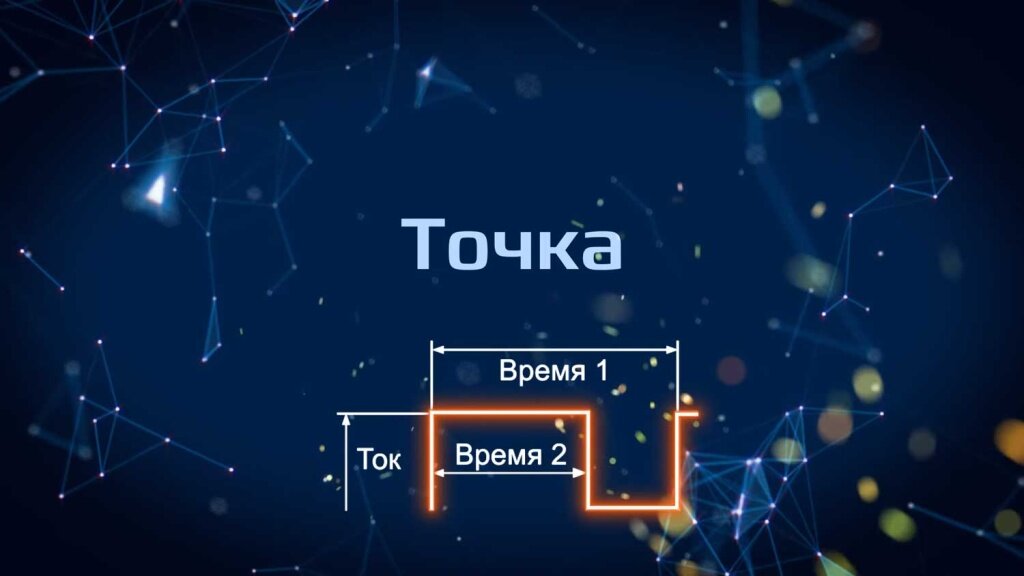
Сварщик может настроить:
- Основной ток сварки;
- Время сварки от 0.01 до 10сек;
- Время цикла от 0.01 до 10сек.
Суть процесса заключается в ударном воздействии высокого сварочного тока на протяжении краткого промежутка времени. За счёт большого тока достигается хорошее проплавление, а краткое время сварки препятствует ослаблению металла.
Подобрав значение сварочного тока, длительности цикла и времени действия дуги – сварщик сможет оперативно собрать детали или сварить аккуратный шов. «Точка» может работать как в цикличном, так и в ручном режиме. В первом случае, до тех пор, пока нажата кнопка горелки и сварщик ведёт электрод вдоль кромки свариваемых деталей будет формироваться шов из череды «точек» с одинаковым проплавлением, расположенных на равном удалении друг от друга.
При работе в режиме одиночных импульсов. Нажатие на кнопку горелки выдаёт одну точку.
Один нюанс. Для того, чтобы максимально сократить время действия сварочного тока, перед началом работ, сварщику необходимо перейти в режим 2Т и снизить время подъёма дуги до минимального значения – 0.1сек. В совокупности (0.04 инициация+0.1 подъём+0.01 точка), минимальное время «Точки» с учётом инициации и подъёма дуги составит 0.15 сек.
Значение 0.15 сек – на российском рынке уникально. Большинство аппаратов-одноклассников Системы не могут предложить такого времени работы. Инженеры Аврора, в данный момент работают над тем, чтобы сделать время Точки ещё короче и стремятся добиться значения времени действия сварочного тока в районе сотой доли секунды, что позволит работать с ещё более тонкими и деликатными металлами.
Режим «Повтор» позволяет сварщику в процессе работы переключаться между двумя или тремя токами, в зависимости от выбранного алгоритма работы горелки.
В режиме Повтор сварщик может настроить следующие параметры:
- Ток старта (60А)
- Время подъёма (1сек)
- Основной ток (130А)
- Время спада (1 сек)
- Финишный ток (30А)
В 2х-тактном режиме работы горелки Повтор действует следующим образом:
- На первом такте (кнопка нажата) аппарат зажигает дугу и переходит от стартового тока к рабочему.
- На втором такте (кнопка отпущена) за время, заданное сварщиком ток снижается от рабочего к финишному. Ток финиша подаётся аппаратом на протяжении 2х сек после отпускания кнопки. Если в этот промежуток времени нажать на кнопку ещё раз – аппарат вернётся к рабочему току. Если в течение 2х сек сварщик не нажимает кнопку – дуга гаснет.
В режиме 4Т алгоритм усложняется:
- 1 такт (кнопка нажата) аппарат зажигает дугу и подаёт стартовый ток, настроенный сварщиком.
- 2 такт (кнопка отпущена) Система переходит к основному току.
- 3 такт (кнопка нажата) пока сварщик удерживает кнопку горелки аппарат подаёт на электрод финишный ток.
- 4 такт (кнопка отпущена) финишный ток подаётся аппаратом на протяжении 2 сек. Если сварщик в течении этого времени нажмёт кнопку ещё раз, аппарат перейдёт к стартовому току и первому такту работы горелки. Если кнопку не нажать – дуга погаснет. Цикл можно повторять необходимое число раз.
Смотрите данную статью в видео-ролике.
Будем рады видеть Вас в нашем магазине. Мы поможем сделать правильный выбор и ответим на интересующие Вас вопросы.