Данная статья посвящается, в первую очередь, владельцам аппаратов АВРОРА Система 200 AC/DC Пульс, но, думаем, будет полезна всем, кто интересуется аргонодуговой сваркой.

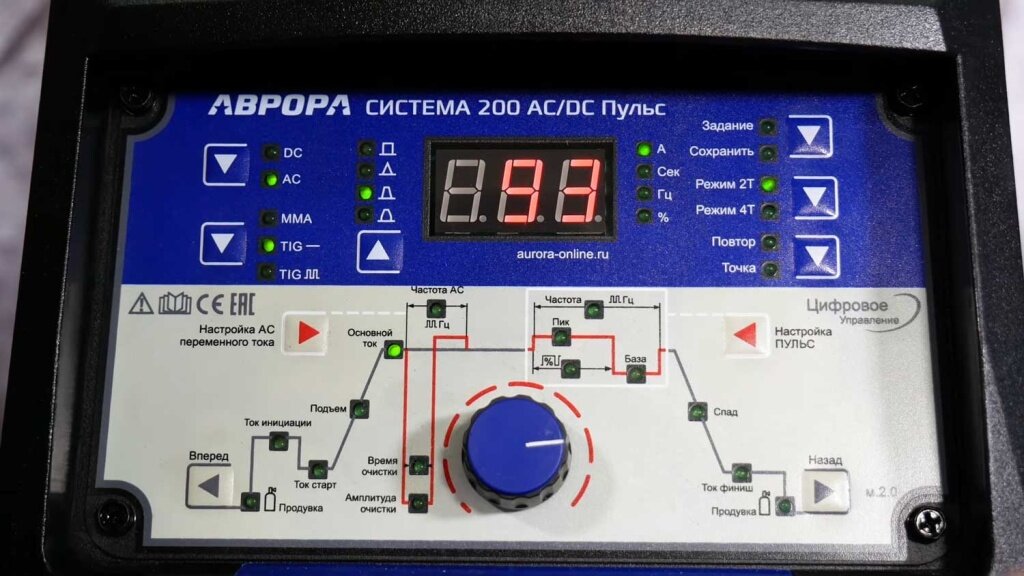
Наглядная и подробная циклограмма "Системы" позволяет сварщику настроить все этапы работы аппарата от предгаза до продувки после сварки. Для большинства специалистов последовательность действий по настройке инвертора понятна и не вызывает вопросов. Однако у начинающих сварщиков, или сварщиков, которые только осваивают цифровые аппараты некоторые параметры могут вызвать затруднения.
В статье постараемся детально разобраться в настройках, которые чаще других вызывают вопросы у покупателей. Начнём с тока инициации дуги. Что это такое и для чего нужна данная настройка.
Ток инициации дуги настраивается на Системе в диапазоне от 30 до 150А – Это кратковременное значение тока, необходимое для настройки энергии поджига дуги.
Если говорить грубо, ток инициации — это аналог горячего старта в ММА режиме.
Значение задаётся в зависимости от диаметра, состава электрода и остроты заточки.
Возбуждение дуги явление довольно сложное. Для того, чтобы в промежутке между кончиком вольфрамового электрода и деталью появилась стабильная дуга, необходимо создать специальные условия. Если промежуток заполнен воздухом – зажечь дугу будет сложно. Зона сварки должна быть укрыта особой газовой средой молекулы, которой существенно легче воздуха и под действием тока распадаются на положительно и отрицательно заряженные ионы. Создать данную среду могут аргон, гелий или их смеси.
Для поджига дуги применяются осцилляторы, которые генерируют высокочастотные токи, пробивающие диэлектрическую среду инертного газа.
На первом этапе возникает узкий и слабый канал ионизированных молекул, по которому проходит разряд с очень низкими токами исчисляемыми миллиамперами.
Далее этот канал может легко оборваться из-за очень маленькой мощности процесса, либо, если величины тока достаточно, число ионов начнёт нарастать и произойдёт лавинообразная ионизация промежутка, возникнет дуга и газ превратиться в очень горячую плазму.
Кроме газовой среды большую роль в стабильности поджига играет состав и площадь поверхности электродов, а также его чистота и чистота свариваемых деталей. Жир, ржавчина, оксидные плёнки – все эти загрязнения осложняют поджиг дуги. Для разных сварочных задач может меняться как цветовой код, а стало быть, и состав электрода, так и форма заточки. Состав электродов напрямую влияет на их термоэлектронную эмиссию.
Для того, чтобы облегчить поджиг дуги в неблагоприятных условиях можно поднять мощность процесса ионизации газа. То есть, если мы работаем толстыми тупо заточенными электродами или с шаром на конце вольфрама, как при сварке алюминия, или если поверхность деталей не очень подготовлена к работе – сварщику достаточно увеличить ток инициации, чтобы гарантированно пробить газовую среду.
Кстати, универсальный совет для новичков: следите за заточкой электрода и устанавливайте ток инициации на значение 70-150А и поджиг станет проще.
Если же работа предстоит с тонким титаном или нержавеющей сталью с основным сварочным током в 10-20А – ток инициации следует уменьшить до минимума, чтобы даже первой вспышкой не прожечь или не перегреть изделие.
Ток инициации выбирается на практических тестах, каких-то специальных таблиц не предусмотрено никакими стандартами.
Настройка таких тонких нюансов ранее была прерогативой дорогой индустриальной техники европейских лидеров сварочного рынка. Сегодня технологии становятся доступными, и инициация дуги стала доступна и владельцам аппаратов Система.
Смотрите данную статью в видео-ролике.
Будем рады видеть Вас в нашем магазине. Мы поможем сделать правильный выбор и ответим на интересующие Вас вопросы.