Это вторая часть о настройках АВРОРА Система 200 AC/DC Пульс.

Расскажем об очистке алюминия от оксидной плёнки в процессе сварки. Напомним, окислы, это то, что мешает нормальному свариванию алюминия. Для того, чтобы гарантированно разрушить оксидную плёнку на металле на Системе предусмотрены сразу 2 настройки: время очистки и её амплитуда.
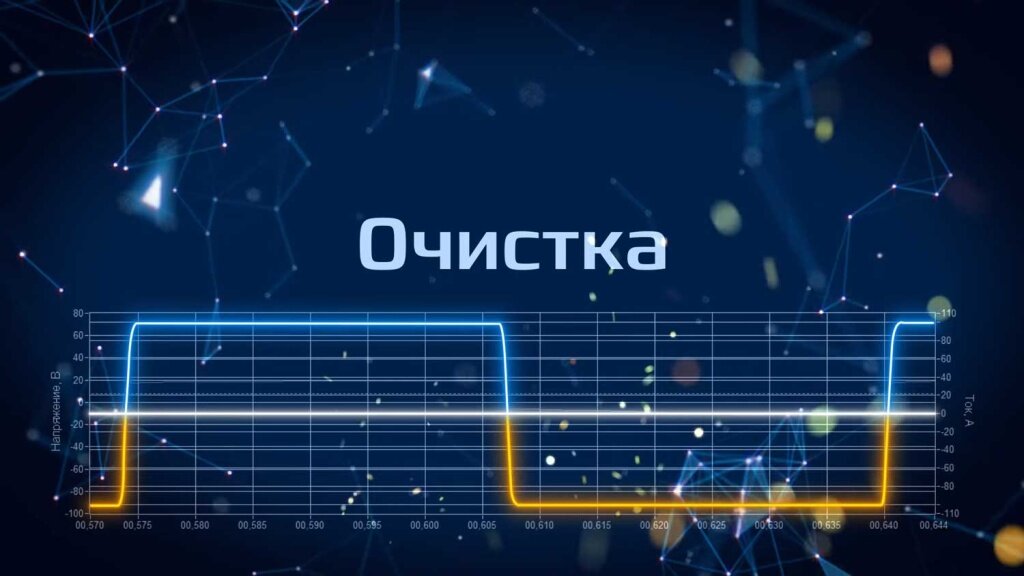
Для того, чтобы разобраться, как работает настройка стоит посмотреть на осциллограмму переменного тока: Нулевая ось делит график пополам. Верхняя часть, или область прямой полярности, отвечает за прогрев свариваемой детали. В этой области происходит собственно сварка.
Нижняя часть, или обратная полярность переменного тока – область, в которой происходит катодная зачистка металла от тугоплавких оксидных плёнок.
Если вспомнить ушедшую эпоху трансформаторных источников с синусоидальной формой волны переменного тока, то там время сварки и зачистки делилось поровну: половина времени деталь грелась, вторую половину работала зачистка. Спустя некоторое время на аппаратах появилась ручка «баланс» она как правило сдвигала нулевую ось вниз по синусоиде. Ток обратной полярности мог стать меньше по амплитуде и времени. То есть уменьшая время зачистки с целью повысить КПД и производительность мы, из-за свойств аппарата, снижали сварочный ток. Эффективность зачистки при этом резко падала.
На Системе реализована современная концепция управления переменным током с раздельным и не симметричным управлением полуволнами. Сварщик может настроить как время действия пропорции сварочного тока и тока очистки, так и само его значение.
Время действия очистки алюминия или «баланс» положительной и отрицательной полуволны может быть задан в диапазоне 10-65% от общего времени цикла.
Ток очистки может быть настроен на значения от 0 до 60А. Как видно из осциллограмм увеличивая ток очистки, мы увеличиваем амплитуду отрицательной полуволны переменного тока. Поэтому, на панели управления данный параметр обозначен как амплитуда очистки.
Увеличивая ток очистки, можно сократить её время, не потеряв при этом в эффективности процесса. Добившись минимального времени очистки, можно приблизиться к максимуму КПД и производительности на переменном токе. Для работы с хорошо очищенным алюминием значения времени и амплитуды очистки могут быть небольшими. Для сварки алюминиевых деталей, которые по какой-то причине очистить не удалось - величину времени и амплитуды необходимо будет увеличивать. Чем более грязный алюминий в работе, тем больше должно быть значение баланса. Однако, стоит помнить о нагреве электрода и не злоупотреблять слишком высокими значениями.
Также на проплавляющую способность можно влиять с помощью изменения формы волны переменного тока.
Используя прямоугольную форму, можно повысить действующее значение силы тока. Время зачистки может составлять всего треть от времени всего периода, а КПД в сравнении с синусоидальной формой волны, может быть выше на 5-20%.
Проплавляющая способность дуги прямоугольной формы существенно превышает возможности дуги с синусоидальной кривой, что объясняется мощным динамическим воздействием её на сварочную ванну в результате резкой смены полярности.
Подробнее об изменении формы дуги, переменного и постоянного тока Системы, мы расскажем в следующих частях.
Смотрите данную статью в видео-ролике.
Будем рады видеть Вас в нашем магазине. Мы поможем сделать правильный выбор и ответим на интересующие Вас вопросы.