В промышленности, большинство пластиковых изделий изготавливаются методом литья под давлением, но с развитием аддитивных технологий, стало экономически выгоднее использовать 3D принтеры не только на первых этапах разработки, но и при выпуске опытных партий или мелкосерийном производстве. Разработка даже внешне простого корпуса или детали для нового устройства связана с существенными трудозатратами, т.к. после завершения проектирования детали идет этап технологической подготовки, изготовление оснастки и запуск производства. . Чтобы избежать этих затрат, разработчики электроники, например, чаще всего пытаются найти подходящий покупной корпус, насверливают в нем отверстия для монтажа платы и вывода разъемов и пользуются устройством. Этого метода достаточно для первых прототипов изделия. В дальнейшем, при масштабировании проекта, возникнет потребность в производстве своего корпуса.
Технология изготовления влияет на все, от внешнего вида изделия до себестоимости. В этой статье мы сравним самые популярные технологии аддитивного синтеза с литьем под давлением.
Моделирование методом послойного наплавления (FDM) и стереолитография (SLA) - самые распространенные методы 3D-печати среди остальных из-за относительно низкой стоимости оборудования и большого разнообразия материалов с различными свойствами. Для печати корпусов, больше подходит FDM технология, так как прочность у конечного изделия будет выше, чем при печати на SLA принтере. При этом и SLA, и FDM уступают по прочности деталям, полученным литьем под давлением. Это связано с тем, что 3D принтер строит модель слой за слоем. Стыки слоев не однородны и при нагружении, деталь чаще всего ломается по слоям. О том, как этого избежать, поговорим чуть позже.
Литье под давлением - метод производства пластиковых изделий путем впрыска расплава полимера в литьевую форму с последующим его охлаждением. Наиболее часто изготовление деталей происходит при давлении 80-140 МПа. Высокое давление способствует наиболее точной передаче размеров деталей изделия. Выбор необходимого давления зависит от степени вязкости полимера, пресс-формы, необходимой массы расплава и т.д. Формующая полость пресс-формы в точности соответствуют тому изделию, которое необходимо получить, с небольшим допуском на усадку материала. Процесс производства пресс-формы в сравнении с 3Д-печатью долгий, сложный и дорогостоящий. Обусловлено это уникальностью каждой отдельной пресс-формы, и повторением сложной геометрии изготавливаемого изделия в металле, а также высоким качеством обработки поверхностей (термообработка, шлифовка и полировка) в форме.
Естественно, каждая из технологий имеет свои преимущества и недостатки. В данном цикле статей, мы расскажем, как поступить правильно при выборе технологии. Мы выделили 3 основных пункта которые нужно пройти на пути изготовления корпуса:
1. Постановка задачи;
2. Выбор технологии;
3. Особенности проектирования.
В данной статье мы обсудим первые 2 пункта из нашей дорожной карты.
А) Постановка задачи:
1. Определение задач корпуса
2. Прочностные характеристики
3. Внешний вид и постобработка
4. Стоимость партии
Б) Выбор технологии:
5. Технологии изготовления корпусов
В) Проектирование корпуса
6. Особенности проектирования
7. Топологическая оптимизация
А) Постановка задачи
- Определение задач корпуса
Первый и, наверное, самый важный этап разработки пластикового изделия - сформулировать ответ на вопросы “Для чего мне нужен корпус? Как и кто будет его использовать? И что от него требуется?”. Ответы на данные вопросы помогут вам понять, в каком направлении двигаться дальше. Вопросов, конечно, может быть и больше. К примеру, какая партия корпусов требуется на данный момент? Насколько вам важен дизайн устройства на данном этапе? В каких условиях будет работать устройство, при каких температурах?
После ответов самому себе на поставленные вопросы, попробуйте нарисовать корпус самостоятельно, на листе. Прикиньте для себя, каким он должен быть, какой дизайн-код хотите соблюсти. Начните с габаритов корпуса и далее попробуйте прорисовать его отдельные элементы, такие как кнопки, экран, порты, выводы и так далее. - Прочностные характеристики
Прочность изделий изготовленных при помощи литья под давлением выше чем у таких же изделий изготовленных на FDM принтере. Это связано со слоистостью структуры напечатанного изделия. В основном, 3D напечатанное изделие разрушается по слоям. Это связано с тем, что аутогезия слоев напечатанного изделия не дает такой прочности как литое изделие. Чтобы минимизировать разницу в прочности, следует печатать изделие так, чтобы слои располагались параллельно нагрузке и работали на растяжение. Минусом 3D печати также является то, что очень трудно провести прочностные расчеты и моделирование. Это связано с неоднородностью материала. Поэтому, если вы выпускаете мелкую серию не стоит надеяться на симуляции, чтобы гарантировать прочность своих корпусов. Лучше провести натурные испытания, чтобы своими глазами убедиться в том, что ваш SLA или FDM корпус выдерживает падение или другую экстремальную нагрузку, которая может возникнуть в ходе использования. Ниже приведем сравнительную таблицу параметров прочности ABS пластика - одного из самых популярных термопластов, который используют и при печати и при литье.
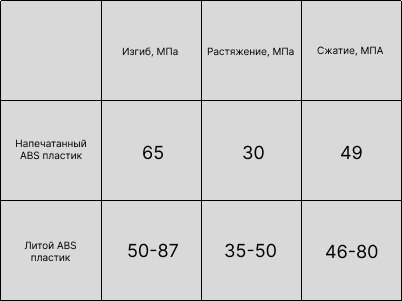
3D напечатанные образцы печатались с укладкой слоев под 45 градусов к направлению нагрузки. Образцы из литьевого ABS имеют разброс в показателях, поскольку отлитые образцы отличаются друг от друга. Образцы чаще всего делаются в маленьких партиях, при которых не соблюдаются все технологические требования, например, температура формы в начале производства партии образцов и в конце увеличивается и первый и последний образец имеют разные свойства. При постановке изделия на производство, путем отладки оборудования и технологического процесса, можно считать прочность литьевого ABS пластика равной верхним границам диапазона.
3. Внешний вид и постобработка
Деталь, изготовленная литьем под давлением, чаще всего не требует постобработки. Деталь выглядит целостно и однородно. Постобработка может потребоваться в случае когда нужно защитить пластик от ультрафиолета или, к примеру, металлизировать или придать окрас дерева.
При использовании аддитивного производства, для придания эстетичного вида детали постобработка требуется всегда. При печати используются поддерживающие структуры, которые необходимо удалять после завершения процесса печати. После удаления от них остаются мелкие неровности, которые необходимо удалять механически. Улучшить качество поверхности можно за счет нанесения покрытий. Покрытия – тонкие слои материала иной природы или структуры, которые придают поверхности изделия особые свойства. Покрытия различают декоративные, защитные, химически стойкие и т.д. Лакокрасочные покрытия чаще всего наносят для придания поверхности изделия декоративных или защитно-декоративных свойств. Процесс нанесения лакокрасочного покрытия включает обычно следующие операции: подготовку поверхности; грунтование; шпатлевание; шлифование; окраску; лакирование; полирование; сушку. Посмотрите как мы покрасили прототипы Smart Cup, AirZen. Это требует много ручной работы, но идеально подойдет для промокампаний.

4. Стоимость партии
Использование аддитивных технологий выгодно при партиях до 100 шт. В то время как себестоимость 3D печатного корпуса может обходиться в от 60 до 90 долларов, в зависимости от постобработки, себестоимость такого же корпуса выполненного по технологии литья будет в районе 1-2 долларов. Значительная часть расходов в литье под давлением идет на производство и разработку пресс-формы. Если продукт имеет короткий жизненный цикл или небольшой объем рынка, вложение средств в долговечную форму может быть дороже, чем использование 3D принтера. Также стоит учитывать, что после создания пресс-формы ее невозможно изменить. Если ваше изделие находится на этапе тестирования и первых прототипов, еще нет финального решения по дизайну, тогда лучше использовать 3D печать.
При выпуске конечного продукта нужно исходить от партии. При выпуске 50-200 штук в год предпочтительнее выбирать 3D-печать. При увеличении объемов выпуска можно начинать думать о переходе на литье под давлением. Пресс-формы для литья под давлением начального уровня стоят около 10.000$. При себестоимости корпуса напечатанного на 3D принтере в 50-60 долларов, при партии в 200 штук в год, мы потратим 12.000$. В этот момент стоит задумываться о пресс-форме, поскольку себестоимость корпуса изготовленного методом литья под давлением будет в районе 3-5 долларов. При увеличении объема производства, за год реально будет окупить стоимость оснастки.
Заключение
Команда EnCata помогает заказчику определить задачи изделия на начальных этапах разработки детали. Это необходимо для модификации конструкции изделия под конкретный технологический процесс. Кроме того, мы всегда учитываем стоимость оснастки, поскольку приобретение оснастки для литья под давлением окажется дорогостоящей прихотью, если размер вашей партии составляет менее 100 штук. Форма детали также играет решающую роль. В следующей части статьи мы обсудим тонкости проектирования с использованием упомянутых технологий.