Заготовки приходят к нам в виде нарезанного на лазере листового алюминия. Мы очищаем их от облоя, убираем окалины; деталь обрабатывается наждачной бумагой, освобождаются. Внутренние поверхности мы шлифуем сразу, а затем собираем деталь. Наружные поверхности будут шлифоваться уже после появления сварочных швов.
Внутреннее устройство рычага можно увидеть на фото.
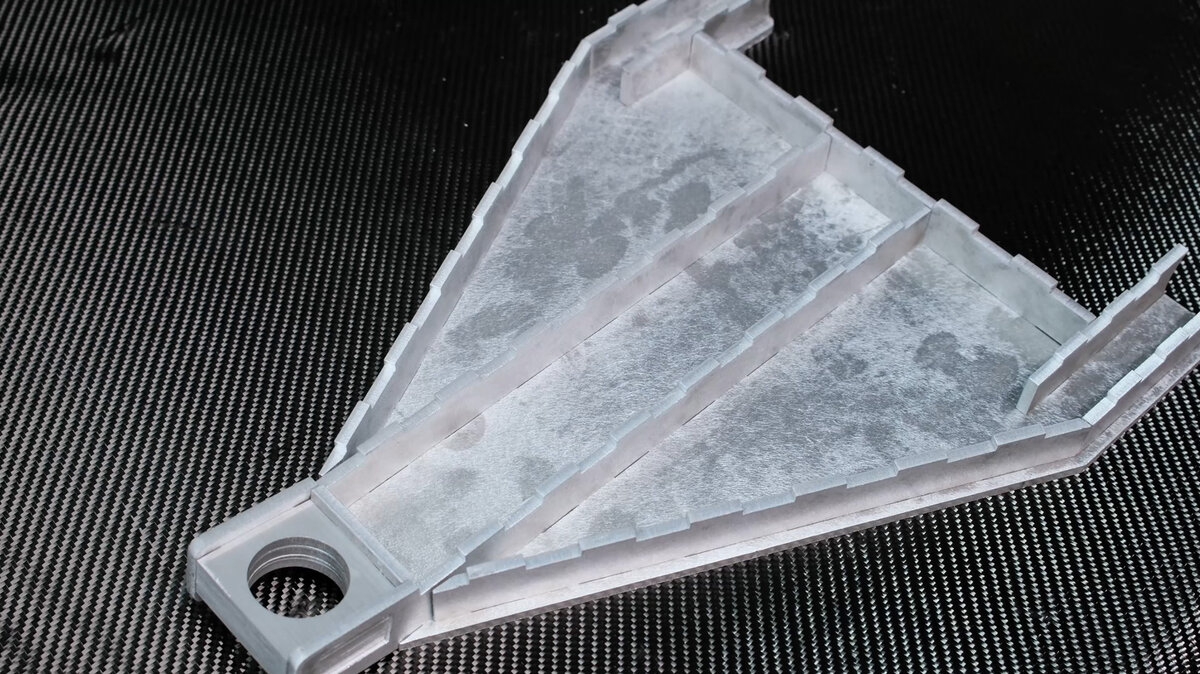
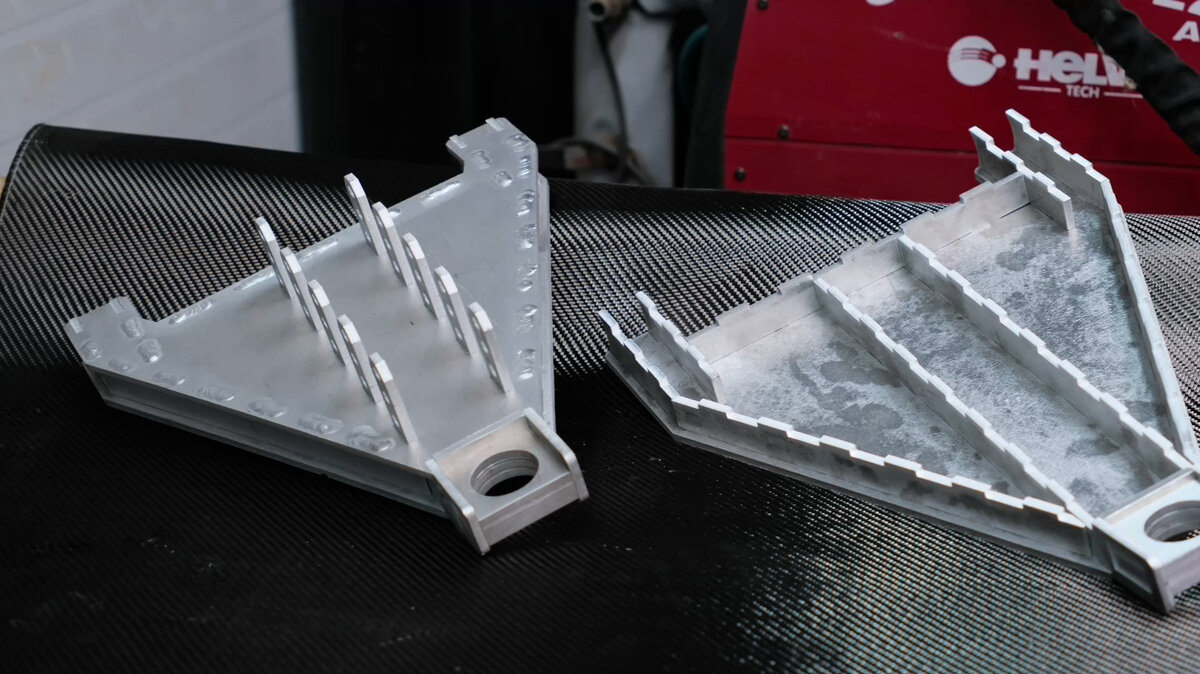
Видны несущие пластины, блок для крепления шаровой опоры, крепления втулок под сайлент-блоки.
Шипа оказывается на 1.5 мм ниже поверхности рычага; после сварки он превращается в своего рода сварную заклёпку.
Всю нагрузку несёт на себе шип, а сварка выполняет просто удерживающую функцию.
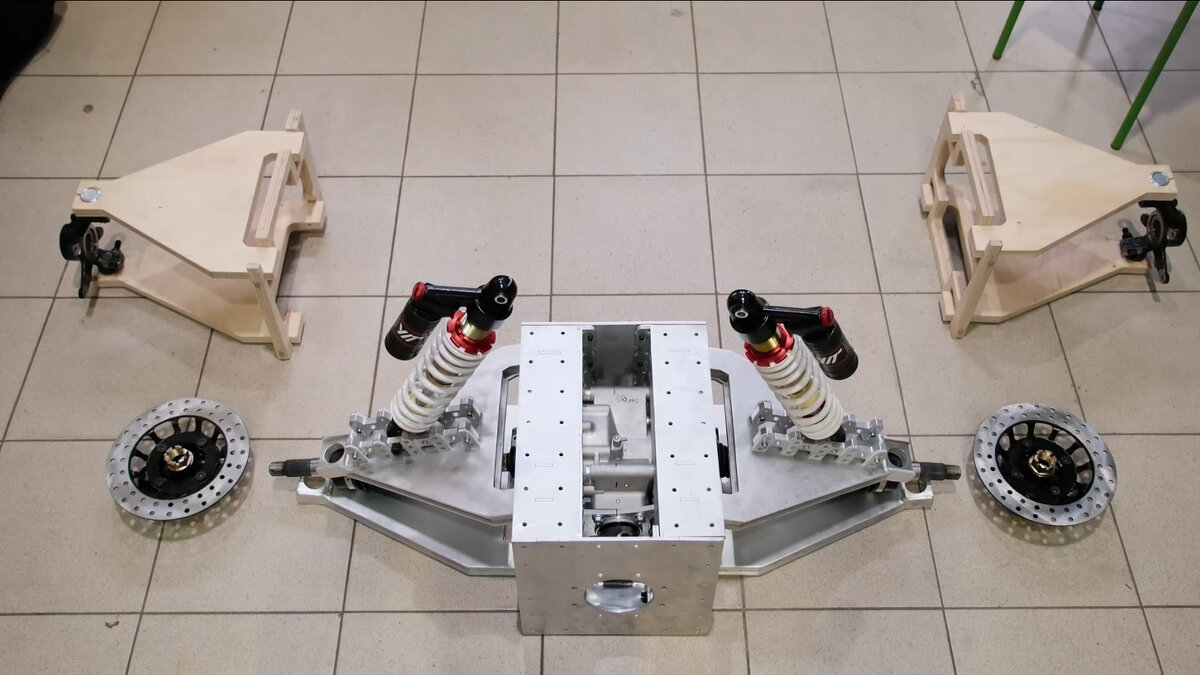
Рычаг устанавливается на сварочный стол, и верхняя крышка поджимается струбцинами.
Всё, что необходимо для качественной сборки рычага — это сварочный стол, аппарат и грамотный сварщик; таким образом, мы обходимся без дорогостоящих гибочных станков и сложных технологических операций.
Как этот рычаг выдержал испытания в гидравлическом прессе при нагрузке в 5 тонн — смотрите в нашем видео!