Конденсаторная сварка и сверление металла электротоком
20 марта 202320 мар 2023
69
...Читать далее
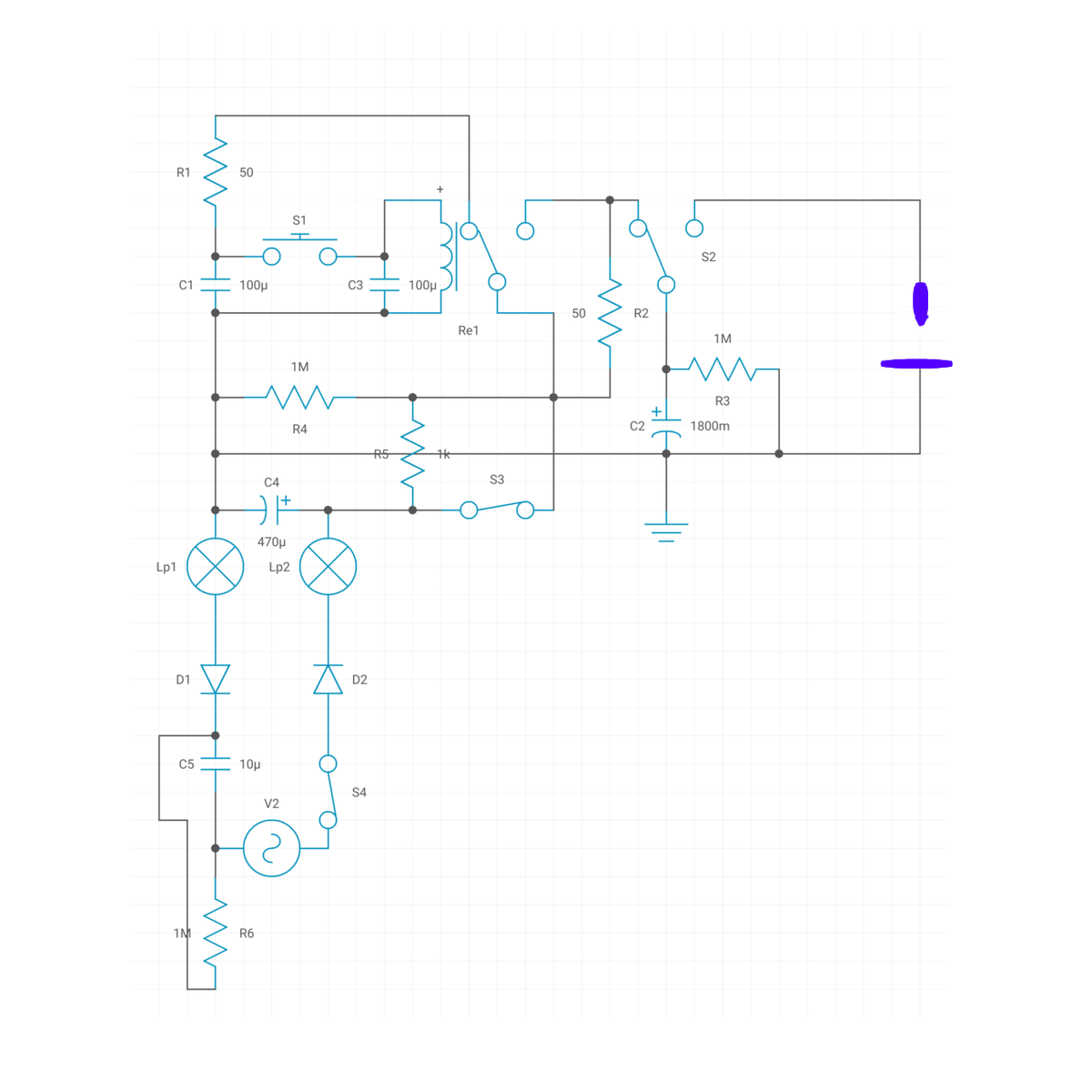
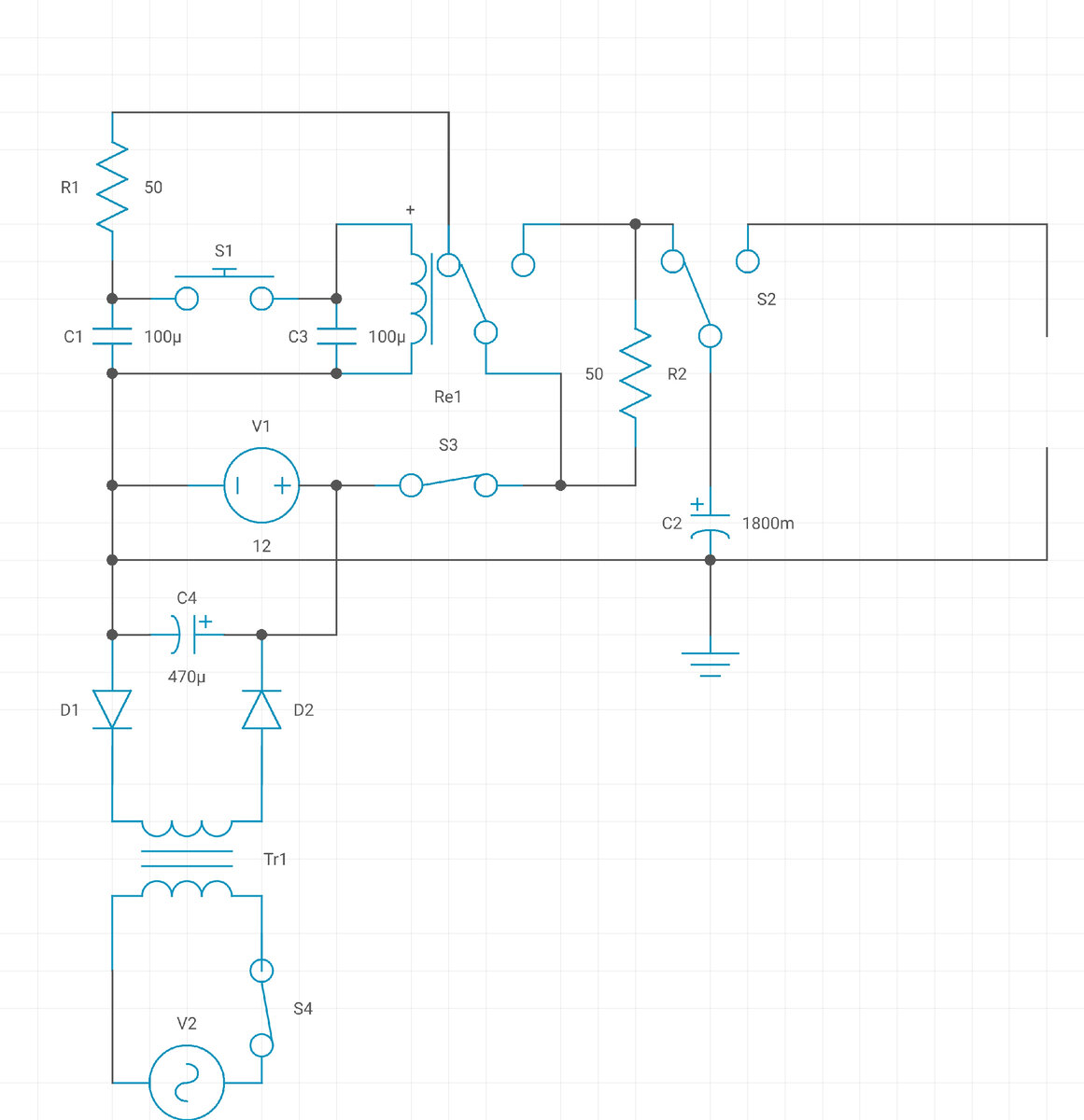
Конденсаторная сварку или сверление металла можно осуществлять с помощью электрического тока. На рисунке представлена принципиальная схема такого прибора. Схема не имеет развязки с питающей сетью, поэтому нужна осторожность при эксплуатации устройства. Также нужна осторожность при наладке системы, так как на конденсаторах накапливается заряд. Поэтому при наладке нужно разряжать конденсаторы через шунт с низким сопротивлением. Для того чтобы заряд с конденсаторов стекал в выключенном состоянии, паралельно конденсаторам подключены шунты с высоким сопротивлением. По прошествии некоторого времени конденсаторы разряжаются до безопасного состояния. Если нужна развязка с сетью то ниже представлена схема с питанием через трансформатор.
Конденсаторная сварку или сверление металла можно осуществлять с помощью электрического тока. На рисунке представлена принципиальная схема такого прибора. Схема не имеет развязки с питающей сетью, поэтому нужна осторожность при эксплуатации устройства. Также нужна осторожность при наладке системы, так как на конденсаторах накапливается заряд. Поэтому при наладке нужно разряжать конденсаторы через шунт с низким сопротивлением. Для того чтобы заряд с конденсаторов стекал в выключенном состоянии, паралельно конденсаторам подключены шунты с высоким сопротивлением. По прошествии некоторого времени конденсаторы разряжаются до безопасного состояния. Если нужна развязка с сетью то ниже представлена схема с питанием через трансформатор.
Переключатель S2 включается с помощью реле и подаёт ток с батареи конденсаторов на сварные электроды. Электроды нужно сделать из медных стержней. Стержни для сварки затачивают по конус с точечным пятном в месте соприкосновения металла с электроприводом диаметром от миллиметра до восьми миллиметров. Размер сварного пятна выбирается в зависимости от толщины свариваемого металла. Время сварки подбирается с помощью конденсатора С1. Который удерживает реле в включенном состоянии. Когда нажата кнопка S1 реле замыкается на себя и удерживается с помощью конденсатора С1 и С2. Время для сварки подбирают от полсекунды до трёх, четырех секунд. В бестрансформаторном варианте напряжение зарядки ограничено с помощью конденсатора С5. И ограничение тока с помощью обычных ламп накаливания, выполняющие роль сопротивления. Реле также выбирается под напряжение на рабочем конденсаторе С2, напряжение можно выбрать от 12 до 80 вольт. Если заменить реле на мощный тиристор, то можно вести и дуговую сварку. Тогда с дополнительного контакта реле можно подавать сигнал на тиристор и подавать через него ток с конденсаторной батареи С2 на электроды и устроить дуговую сварку. Если использовать схему как есть, то из за частых срабатываний контактов при дуговой сварке, они могут быстро износится. Для сверления и конденсаторной сварки контакты работают в более щадящем режиме. Если нужно устроить отдельное устройство реле управления, то можно использовать такую схему
Переключатель S2 включается с помощью реле и подаёт ток с батареи конденсаторов на сварные электроды. Электроды нужно сделать из медных стержней. Стержни для сварки затачивают по конус с точечным пятном в месте соприкосновения металла с электроприводом диаметром от миллиметра до восьми миллиметров. Размер сварного пятна выбирается в зависимости от толщины свариваемого металла. Время сварки подбирается с помощью конденсатора С1. Который удерживает реле в включенном состоянии. Когда нажата кнопка S1 реле замыкается на себя и удерживается с помощью конденсатора С1 и С2. Время для сварки подбирают от полсекунды до трёх, четырех секунд. В бестрансформаторном варианте напряжение зарядки ограничено с помощью конденсатора С5. И ограничение тока с помощью обычных ламп накаливания, выполняющие роль сопротивления. Реле также выбирается под напряжение на рабочем конденсаторе С2, напряжение можно выбрать от 12 до 80 вольт. Если заменить реле на мощный тиристор, то можно вести и дуговую сварку. Тогда с дополнительного контакта реле можно подавать сигнал на тиристор и подавать через него ток с конденсаторной батареи С2 на электроды и устроить дуговую сварку. Если использовать схему как есть, то из за частых срабатываний контактов при дуговой сварке, они могут быстро износится. Для сверления и конденсаторной сварки контакты работают в более щадящем режиме. Если нужно устроить отдельное устройство реле управления, то можно использовать такую схему
Реле устроено на аналоге тиристора, которую выполняют два транзистора. Контактами реле можно управлять временем подключения контактов рабочих электродов к конденсаторной батареи. Конденсатор С1 и регулируемый потенциометр задают время задержки включения реле. Кнопка S1 служит для сброса напряжения с конденсатора С1 и выключения реле. Недостаток этой схемы,в том что управление питанием осуществляется вручную с помощью кнопки. Но это может быть и полезным если использовать электродуговую сварку или сверление металла . Если металл сверлят, то можно с помощью электрода можно делать отверстия любой формы, круглое, треугольное, квадратное и так далее. Отверстие будет повторять форму электрода. Сверление в ваночке под слоем керосина или масла, для исключения попадания воздуха и гашения искр при контакте электродов с металлом. Один электрод нижний может выполнять роль подложки на котором лежит обрабатываемая деталь. Для дуговой сварки или сваркой проволокой по типу полуавтоматической сварки с помощью конденсаторов необходимо схему немного доработать. Главное подобрать напряжение, а током управлять с помощью полупроводников. Так как конденсаторы могут отдать мгновенную мощность за короткий период. Можно сварить любой металл любой толщины. А так же с помощью искрового разряда вырезать отверстия или резать металл.
Реле устроено на аналоге тиристора, которую выполняют два транзистора. Контактами реле можно управлять временем подключения контактов рабочих электродов к конденсаторной батареи. Конденсатор С1 и регулируемый потенциометр задают время задержки включения реле. Кнопка S1 служит для сброса напряжения с конденсатора С1 и выключения реле. Недостаток этой схемы,в том что управление питанием осуществляется вручную с помощью кнопки. Но это может быть и полезным если использовать электродуговую сварку или сверление металла . Если металл сверлят, то можно с помощью электрода можно делать отверстия любой формы, круглое, треугольное, квадратное и так далее. Отверстие будет повторять форму электрода. Сверление в ваночке под слоем керосина или масла, для исключения попадания воздуха и гашения искр при контакте электродов с металлом. Один электрод нижний может выполнять роль подложки на котором лежит обрабатываемая деталь. Для дуговой сварки или сваркой проволокой по типу полуавтоматической сварки с помощью конденсаторов необходимо схему немного доработать. Главное подобрать напряжение, а током управлять с помощью полупроводников. Так как конденсаторы могут отдать мгновенную мощность за короткий период. Можно сварить любой металл любой толщины. А так же с помощью искрового разряда вырезать отверстия или резать металл.