Ручной трубогиб — приспособление для гибки металлических и металлопластиковых труб различного диаметра. Он применяется при прокладке трубопроводов и строительстве различных сооружений с профильным каркасом. Как сделать трубогиб для круглой и профильной трубы своими руками — в нашей статье.
Устройство и назначение
Трубогибы применяются в двух основных случаях:
1. При прокладке трубопроводов
С помощью таких инструментов можно согнуть трубу под углом 90° или иным. Это позволяет сократить количество сочленений в трубопроводе, повышает его пропускную способность, снижает гидравлическое сопротивление.
Трубогибы этого типа компактны. Их можно закрепить на слесарном верстаке в мастерской или использовать как ручной инструмент. Есть модели, рассчитанные на гиб стальных труб диаметром до 2 дюймов. Их гидравлическая установка создает давление до 13 тонн.
2. Для создания каркасов строительных конструкций: теплиц, парников, навесов
Рост популярности трубогибов этого типа связан с распространением технологии изготовления каркасов из профилированной трубы. Они используются для производства арок с заданным радиусом изгиба.
В отличие от инструмента, используемого для водопроводных труб, где сгиб выполняется в одной точке, здесь нужно выполнить гиб на протяженном участке 2,5 метров и более. Поэтому нужно реализовать своеобразный прокатный механизм.
Создание инструмента своими руками позволит снизить затраты на самостоятельное изготовление каркаса теплицы. При этом качество и прочность арок может не уступать заводским.
Схема трубогиба первого типа — для прокладки трубопроводов, сравнительно проста. Если толщина стенок не превышает 2-3 мм, то шаблон для сгибания можно сделать из прочных досок. Достаточно закрепить один конец трубы, а второй загнуть по шаблону.
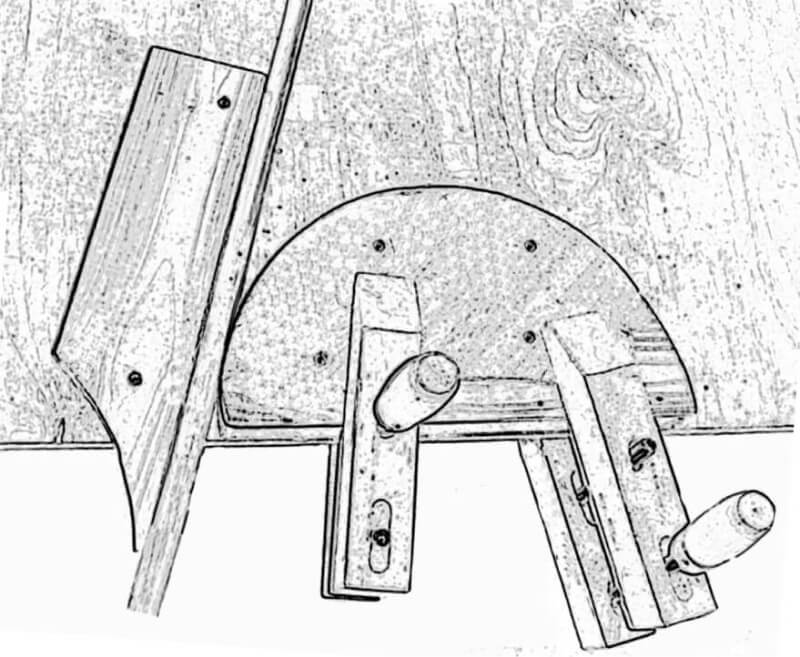
Фото взято из интернета. Выглядеть трубогиб должен примерно так.
Но вот согнуть более толстую профильную трубу таким способом не получится. Для этого нужен иной механизм.

Трубогиб ГИБМАН ТГМ-Э 1/2", 3/4", 1", ручной инструмент для гиба труб с внутренним диаметром 15, 20, 25 мм
Его можно на OZON или Все инструменты. ру. Или в специализированных магазинах.
-------------------------------------------------------------------------------
Схемы и чертежи
Рассмотрим несколько схем и чертежей для создания трубогибов для профильной трубы своими руками. Отметим, что часто вариант реализации зависит от имеющихся в распоряжении мастера материалов и инструментов. Например, если есть отрезок рельса, это отличная основа для самоделки. Если нет, то раму можно сварить или собрать на болтах из толстого уголка.
Существуют две основные схемы трубогибов, применяемых производителями инструмента и частными мастерами, и несколько вариаций к ним.
Арбалетный, трехроликовый
Принципиальная схема включает два ролика, закрепленных в одной плоскости, способных вращаться вокруг оси. Между ними закрепляется отрезок трубы. Третий подвижный ролик или неподвижный башмак располагается в центре. Под высоким давлением он выгибает металлическую заготовку.
При этой схеме важна симметричность расположения роликов и башмака. Она влияет на равномерность распределения нагрузки.
Дальнейший порядок действий зависит от назначения трубы:
- Для водопроводных неподвижный башмак подаётся вперёд до достижения нужного угла изгиба.
- Для профильных — отрезок трубы протягивается через систему роликов. Таким образом получается ровная арка.
Наиболее простая для самостоятельного изготовления схема подачи центрального башмака или ролика — резьбовое соединение, подобное используемому в тисках и струбцинах.
Протягивание отрезка трубы через систему роликов можно механизировать. Наиболее простая схема выглядит следующим образом. Центральный ролик приваривается к оси или иным способом фиксируется на ней. К концу оси присоединяется ручка. Вращая ее, передаем поступательное движение заготовке.
Фото взято из интернета. Выглядеть трубогиб должен примерно так.
После первого прохода центральный ролик прижимается на 1-2 оборота ручки струбцины. Процедура проката повторяется снова. И так до достижения нужного радиуса изгиба заготовки.
Некоторые мастера используют усложненную, но более удобную схему. При ней во вращение приводятся боковые ролики. Ручка крепится к оси одного из них. Вращение на второй передается с помощью цепной передачи. Используется цепь от старого велосипеда и шестеренки от него.
Главный винт в этой модели можно выполнить из старой водопроводной задвижки. Ее ручка-барашек имеет удобный хват.
Какие материалы и инструменты нужны, чтобы сделать самодельный ручной трубогиб:
- Основа изготавливается из толстого швеллера или рельса. Также можно сделать раму из толстого металлического уголка.
- Подвижные ролики можно изготовить из старых шарикоподшипников. Их можно найти на ближайшей металлобазе. Для выполнения боковых ограничителей используются шайбы подходящего размера и толщины.
- Оси выполняются из толстых длинных болтов или отрезков стяжек с резьбой.
- Центральный блок можно выполнить из металлического уголка.
Для работы понадобится сварочный автомат, дисковая пила для резки металла, гаечные ключи.
Двух роликовый
Используется для сгиба водопроводных и профильных труб под определенным углом. Один край заготовки закрепляется. Второй приводится в движение с помощью специального механизма с регулируемым прижимным роликом.
Метод вполне реализуем самостоятельно. Нужна только надежно зафиксированная основа. Прижимной ролик передвигается резьбовым механизмом, как в струбцине.
Ниже приведена распространенная схема самоделки с двумя роликами, которую можно найти в открытом доступе. Такую модель можно сделать без использования сварочного аппарата.
С автомобильным домкратом
Эта самоделка отличается от описанной выше трех роликовой использованием гидравлического или механического домкрата для создания давления на центральный ролик.
Если в распоряжении мастера оказался старый, но рабочий, гидравлический домкрат, то можно посоветовать следующую схему.
Фото взято из интернета. Выглядеть трубогиб должен примерно так.
При таком подходе центральный ролик неподвижен. Он используется для подачи заготовки. А первый ролик — вспомогательный.
Использование автомобильного домкрата позволяет сгибать толстые металлические трубы, создавая давление до 1,5-3 тонн. Но такие нагрузки предъявляют повышенные требования к жесткости рамы и основанию инструмента.
Как сделать трубогиб для трубы своими руками: чертежи, схемы, видео
Вашему вниманию предлагается статья с пошаговыми инструкциями и чертежами по изготовлению поворотного трубогиба для профиля и круглых труб. Мы расскажем об основных правилах сборки рычага и станины домашнего станка своими руками и приведём видеоинструкции с комментариями.
На разных этапах строительства, монтажа водопровода и других работах часто приходится сталкиваться с необходимостью ровного загиба трубы по большому или малому радиусу. Сделать это без специального приспособления невозможно — труба деформируется и качество изделия сойдёт на нет.
Немного о радиусах
Круговой загиб подразумевает определение величины радиуса, которую можно подразделить на три категории:
- Малый радиус — от 50 до 250 мм. Загиб под таким радиусом уместно назвать коленом. Его выполняют на водопроводных трубах круглого сечения Ø 15–75 мм, либо на трубах квадратного профиля 15–25 мм (декоративная ковка).
- Средний радиус — от 250 до 500 мм. Часто применяется для изготовления кольцевых форм из полосы 40х3, трубы Ø 15–75 мм, квадратного (15–25 мм) или прямоугольного (до 20х40 мм) профиля — обода бочек, резервуаров.
- Большой радиус — более 500 мм. Применяется для изготовления арочных элементов — каркасов теплиц, козырьков, рёбер сварных конструкций. Обычно это квадратный (15х15, 20х20) или прямоугольный профиль 20х40, 40х60 мм. Арки из круглой трубы обычно не делают — к ним неудобно крепить распределительную обрешётку, но загнуть круглую трубу большого радиуса можно при диаметре не более 75 мм.
Радиус на более толстых трубах выполняется не изгибанием, а сегментацией — когда колено нарезается сегментами и сваривается.
Загибы малого радиуса в большинстве случаев необходимы на водопроводных трубах Ø 15–38 мм. Часто важен сам факт изгиба под нужным углом, чем его качество. В обиходе мастеров имеется две разновидности трубогибов для выполнения этой задачи — трёхточечный и поворотный.
Как сделать поворотный трубогиб своими руками
Этот вид инструмента часто можно встретить в «ручном» исполнении. Усилие прикладывается оператором через рычаг. Приспособление просто изготовить, имея навык слесаря и сварщика. Для этого понадобятся основные элементы — рычаг, два колеса с блоков (с желобами) разных диаметров, стальная пластина и другие металлические детали.
Сначала нужно изготовить мощную вилку (металл не менее 5 мм) под толщину колёс. Для этого необходим расчёт. Предположим, что нам необходимо гнуть трубу с наружным диаметром 25 мм. В нашем распоряжении имеются колёса (подшипники) двух диаметров: r1 = 250 и r2 = 100 мм (радиусы 125 и 50 мм соответственно). Радиус большего колеса будет внутренним радиусом колена.
Конструкция вилки будет такой:
Конструкция вилки трубогиба
Главный размер вилки рычага — расстояние между колёсами (d = 25) — посадочное место трубы и должно быть равно её диаметру плюс 1–2 мм. В нашем случае это 25 мм.
Примечание. Если колёса имеют желоб, в расчёт берётся внутренняя точка жёлоба.
Следующий шаг — определяем расстояние между осями колёс (а) по формуле:
- а = d + r1 + r2 = 25 + 125 + 50 = 200 мм
Далее следует определить достаточный размер вилки, исходя из расстояния между осями колёс (с). Здесь нужно придерживаться только ориентировочного зазора между малым колесом и задней стенкой вилки (принять 10 мм), а также запаса металла на крепление стационарной оси большого колеса (принять 30 мм):
- с = а + r1 + 10 + 30 = 280 мм
Величина зазора между полками вилки (в) будет равна толщине колеса плюс 1–2 мм (принять в = 30 мм).
Малое колесо будет установлено на оси, неподвижно закреплённой на полках вилки. Постарайтесь применить на этой оси подшипник — это заметно облегчит работу по сравнению с простым («сухим») креплением.
Если стоит задача сделать трубогиб для нескольких диаметров труб (от 15 до 38 мм), расстояние между полками вилки должно быть достаточным для установки максимально толстой трубы. Полку вилки сделайте длиннее и просверлите отверстия для стационарной оси для каждого из диаметров.
Узел 1 — крепление рычага к вилке — по возможности выполните надёжным резьбовым соединением с обваркой. Просто приварить «в торец» ручку рычага будет ненадёжно, т. к. именно через эту точку передаётся вся нагрузка.
В качестве основы для площадки трубогиба подойдёт стальная пластина 350х200 мм или более при толщине от 8 мм. Продумайте сразу, каково будет назначение станка — стационарный или переносной. Предусмотрите монтажные отверстия в пластине Ø 12–20 мм.
Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Стационарную ось можно выполнить из обычного штыря, приварив его в центре пластины, но лучше использовать подшипник или подшипниковую втулку. Упор закрепляется по месту, после сборки поворотного механизма. Если станок рассчитан на один диаметр, упор (уголок 50х50 мм) можно просто приварить к платформе. Если диаметров несколько, опытным путём установить местоположение упора под каждый из них, сделать отверстия в соответствующих местах и подобрать стержни (крепление «на палец»).
В точности исполненный станок дополняется фиксаторами для гнутья тонкостенных труб. Такой подход актуален на производстве, где работа ведётся в основном одним-двумя видами труб.
Эту базовую модель можно усовершенствовать — сделать колёса подвижными вдоль оси крепления, тем самым расширив диапазон радиусов. Для этого понадобятся более остроумные решения и точное исполнение деталей.
Заводские станки и инструменты для задания малых радиусов имеют тот же неизменный принцип, но скомпонованы по-другому. Более удобные и совершенные крепления, которые переставляются легко и быстро, механизированный труд, точное исполнение и бережное отношение к заготовке — то, что нужно профессионалу, который привык работать много и качественно.
Качественно изготовить основные детали комплектных станков — систему упоров и рычаги — можно только в заводских условиях.
Соблюдая основные правила и сам принцип гнутья трубы, можно применять любые имеющиеся в распоряжении детали для усовершенствования станка.
============================================================================================================
Профилегиб своими руками: применение, конструкция, материалы, этапы сборки
Профессиональное оборудование для гибки металлопрофиля продается по высокой цене. Однако при обустройстве частного дома и прилегающей территории мне часто приходилось его гнуть при изготовлении металлических конструкций. Поэтому принял решение изготовить профилегиб своими руками. Теперь готов рассказать вам о применении, принципе работы, конструкции самодельного устройства. Узнаете также, какие использовал материалы и инструменты при его изготовлении. Еще расскажу об этапах создания приспособления и особенностях гибки металлопрофиля на нем.
Применение и работа профилегиба
Предназначением такого устройства является деформация не нагретого металлопрофиля до требуемой кривизны. Я выбрал для реализации самодельный профилегибочный станок простой в изготовлении. Он отличается от трубогиба, который применяется для изгибания обычных круглых труб. Выбранное для создания устройство позволит приложить большее усилие на металлопрокат, так как профилированная труба лучше сопротивляется деформациям. С помощью данного приспособления также станет возможным делать дуги большого радиуса.
Принцип работы выбранного профилегибочного станка основан на деформирующем усилии, которое прикладывается посередине балки. При этом изгибаемое изделие будет лежать на двух опорах. Кроме того, сечение металлического профиля в ходе прокатке не изменится благодаря наличию в конструкции роликов. Устройство также не позволит образоваться на прокате складкам и мятым участкам.
Профилегиб, оказывающий деформирующее усилие посередине балки
Конструктивные особенности
Мне нужен был надежный и долговечный станок. Поэтому я делал профилегиб ручной своими руками, чертежи с размерами которого разработал тоже самостоятельно. Во время конструирования устройства не забывал, что требуется приспособление, которое позволит равномерно гнуть даже длинный профиль. Из-за этого для создания выбрал профилегибочный станок с тремя роликами. Один из них у такого оборудования находится посередине, и он является подвижной деталью. Два других ролика представляют собой неподвижные элементы, которые всегда находятся на одном месте в конструкции устройства.
Чертеж и результат простого профилегиба
Подвижный ролик может опускаться или подниматься. Это прижимная деталь. От ее положения зависит радиус изгиба металлопроката. Конструкция в таком исполнении представляет собой наиболее простое гибочное устройство с ручным приводом. У него есть недостаток – это не очень большое усилие на изгибаемый металлопрокат, что не позволяет гнуть толстый профиль. В моем же случае данный минус не имел никакого значения, так как я собирался работать только с тонким прокатом.
Некоторые конструктивные особенности аналогичного профилегиба в заводском исполнении
Примененные материалы и используемый инструмент
Перед тем как собрать самодельный профилегиб ручной своими руками без токарных работ, схемы, чертежи и размеры которого были созданы для изгибания, прежде всего, профилированной трубы сечением максимум 60*60 мм, я определился с требуемыми материалами:
- Куски 80 швеллера для изготовления станины.
На заметку!
Можно было бы использовать швеллер другого номера или даже металлические уголки. Необходимо лишь следить, чтобы металл был не тоньше 3 мм. При этом его ширины должно хватать для монтажа валиков и других элементов станка. Основным правилом при создании станины является ее массивность и прочность. Чем выше эти параметры, тем лучше.
Чертеж профилегиба из швеллера толщиной минимум 3 мм
- Подшипниковые узлы, которые пришлось приобретать в готовом виде. Ведь их изготовление – это трудоемкое занятие, требующее наличия специального оборудования. Тем более качество подшипников влияет на эффективность работы всего устройства.
Подшипник для профилегибочного станка
- Куски полос из стали толщиной не менее 5 мм.
- Шестеренки (звездочки), а также приводная цепь. Эти детали взял из газораспределительного механизма старой «шестерки», еще советского производства. Подошли бы также велосипедные звездочки и цепь.
- Валы из стали диаметром 70 мм в количестве 3 штук.
Перед тем как самому сделать профилегиб, также подготовил болты, гайки, шайбы, гладкую арматуру. Для сборки устройства пришлось воспользоваться сварочным аппаратом и углошлифовальной машинкой. Эти электроинструменты обязательны при создании станины самодельного приспособления. Еще подготовил электрическую дрель со сверлами по металлу. Использовал также карандаш, измерительную рулетку, керн, гаечный ключ и даже среднего размера молоток.
Пример углошлифовальной машинки
Этапы выполнения работ
Перед тем как сделать профилегиб ручной своими руками в домашних условиях, чертежи и размеры которого были заранее разработаны и подобраны, я продумал все этапы предстоящих работ. Это позволило понять, с какими трудностями могу столкнуться. Ведь чертежи подготавливал самостоятельно на обычных тетрадных листах, ориентируясь на доступные детали. При этом учитывал цели использования гибочного устройства.
Один из чертежей деталей профилегиба
Изготовление профилегибочного станка выполнял последовательно следующим образом:
- Нарезал швеллер в соответствии с ранее подобранными размерами.
- Собрал из нарезанных кусков металлопроката при помощи сварки низ П-образной старины, чтобы можно было установить прижимной ролик. При этом на данном этапе поперечный элемент не соединял с поперечиной.
- Разметил кернером отверстия. Точно выполнить работы мне помогли ранее подготовленные чертежи профилегиба ручного.
Сборочный чертеж профилегиба с отверстиями
- Просверлил размеченные отверстия.
- Навернул отрезанные части стальной полосы на станину в местах, где запланировал монтаж валов. Мне необходимо было сделать так, чтобы толщина металла стала равна 10 мм. Это нужно для повышения прочности станины. Ведь она должна выдерживать большую нагрузку.
- Закрепил направляющие для движущегося вала во внутреннем пространстве боковых стоек перекладины при использовании болтов.
- Ввел вал в направляющие. При этом следил, чтобы он мог двигаться.
- Изготовил прижимной винт. Для этого использовал болт, который просверлил для ворота.
- Сделал отверстие в швеллере-перекладине под ворот.
- Зафиксировал сваркой гайки крепления.
- Установил ворот на свое место и соединил его с уже смонтированным валом.
- Вставил валы не движущихся роликов в отверстия, которые ранее были сделаны в станине.
- Закрепил установленные валы болтами и гайками.
- Навернул шестеренки к валам.
- Соединил цепью установленные звездочки.
- Сделал ручку путем сгибания арматуры.
- Приварил рукоятку к основному валу.
- Соединил станину с поперечной при помощи сварки.
Почти полностью собранный профилегиб
Покрасил профилегибочный станок своими руками после завершения его сборки. Лакокрасочный материал предотвращает коррозионные процессы, которые разрушительно воздействуют на металл.
На заметку!
Использовал также смазку. Ее нанес не только на звездочки и подшипники, но и на цепь. При этом еще выполнил полировку ручки.
Мне не хотелось с большим усилием протаскивать металлопрофиль через вальцы станка. Поэтому в устройстве постарался реализовать принцип снижения передачи так же, как в велосипеде. Я соединил сваркой рукоятку с маленькой шестерней, которую предварительно смонтировал на отдельном валу. Его установил в нижней части корпуса. При этом неподвижные валы оснастил большими звездочками. Еще также на стадии подготовки проконтролировал, чтобы шаг зубьев совпадал у всех трех шестеренок.
Заводской вариант подобного профилегиба
На заметку!
Существенно большее усилие можно обеспечить с помощью еще одного способа. Для этого необходимо выполнить монтаж низкооборотного электромотора.
Особенности изгибания металлопрофиля
Мною был изготовлен надежный ручной профилегиб, удачный чертеж которого позволил сделать устройство для качественного изгиба профильной трубы за несколько подходов. Для этого нужно лишь подвижный валик перемещать таким образом, чтобы создавать небольшой радиус дуги. Также изгибаемого изделие приходится прокатывать несколько раз до тех пор, пока происходит увеличение изгиба.
Как был самостоятельно сделан профилегиб рассказывается в данном видео:
На заметку!
Пропустив трубу один раз через устройство, ее необходимо перевернуть. Это нужно, чтобы прокатать другую сторону изделия. В противном случае произойдет смятие одной из поверхностей металлического проката.
Когда делаю дугу с существенным изгибом, тогда средний валик приходится перемещать несколько раз. Если мое приспособление будет использовать неопытный человек, то его основной ошибкой может стать стремление быстрого достижения результата. Из-за этого он, всего скорее, уменьшит количество прогонов изгибаемого металлического проката. В данном случае произойдет возрастание нагрузки на профилегиб. Кроме того, появится деформация в металлопрокате.
Когда я начинаю изготавливать сразу нескольких дуг одинаковой формы, тогда в процессе создания первого изделия запоминаю или даже записываю порядок произведенных операций. Знание всех действий, включая количество пропусков металлопроката, число оборотов прижимного вала и так далее, помогает мне создавать последующие изделия с максимальной точностью.
Еще одно видео, в котором рассказывается, как выполнялась работа по созданию профилегиба:
Коротко о главном
Профилегиб применяю для изгибания не нагретого металлопрофиля. Его конструкция отличается наличием трех роликов, средний из которых может вертикально двигаться, что позволяет изменять радиус кривизны изгибаемого проката. Станок изготавливал из 80 швеллера. Использовал также подшипники, шестеренки, цепь и разные крепежные элементы. Детали соединял с помощью сварки. В работе применял также болгарку, дрель и вспомогательный инструмент.
Профилегибочный станок собирал последовательно по заранее разработанным чертежам. Сначала подготовил швеллер, соединил его куски, сделал необходимое отверстия, установил валы. Потом изготовил прижимной винт, смонтировал ворот и звездочки, надел цепь, приварил рукоятку, а также поперечину к станине. Сделанное устройство позволяет существенно изгибать профиль за несколько подходов.
Вопрос
Напишите в комментариях, как думаете – нужно ли самостоятельно изготавливать профилегиб или его лучше приобрести в готовом виде?