От пикселей к металлу
Недавно в нашу компанию 3D-FAB обратился талантливый коллектив Сибирской студии с интересным заказом — требовалось создать литейные формы и отливки для прототипа двигателя авиадрона.
Студия известна своими работами в игровой индустрии, но однажды они решили выйти за пределы виртуального мира и создать настоящий авиационный двигатель!
Проект оказался настолько увлекательным, что мы хотим рассказать вам о том, как современные технологии помогают решать сложнейшие инженерные задачи.
Что делали и как?
Весь объем работ по проекту мы разделили с заказчиком по его инциативе. Проектированием двигателя, литейной технологией и формами относительно более простых деталей (формы на цилиндр и на головку блока), заказчик занялся самостоятельно.
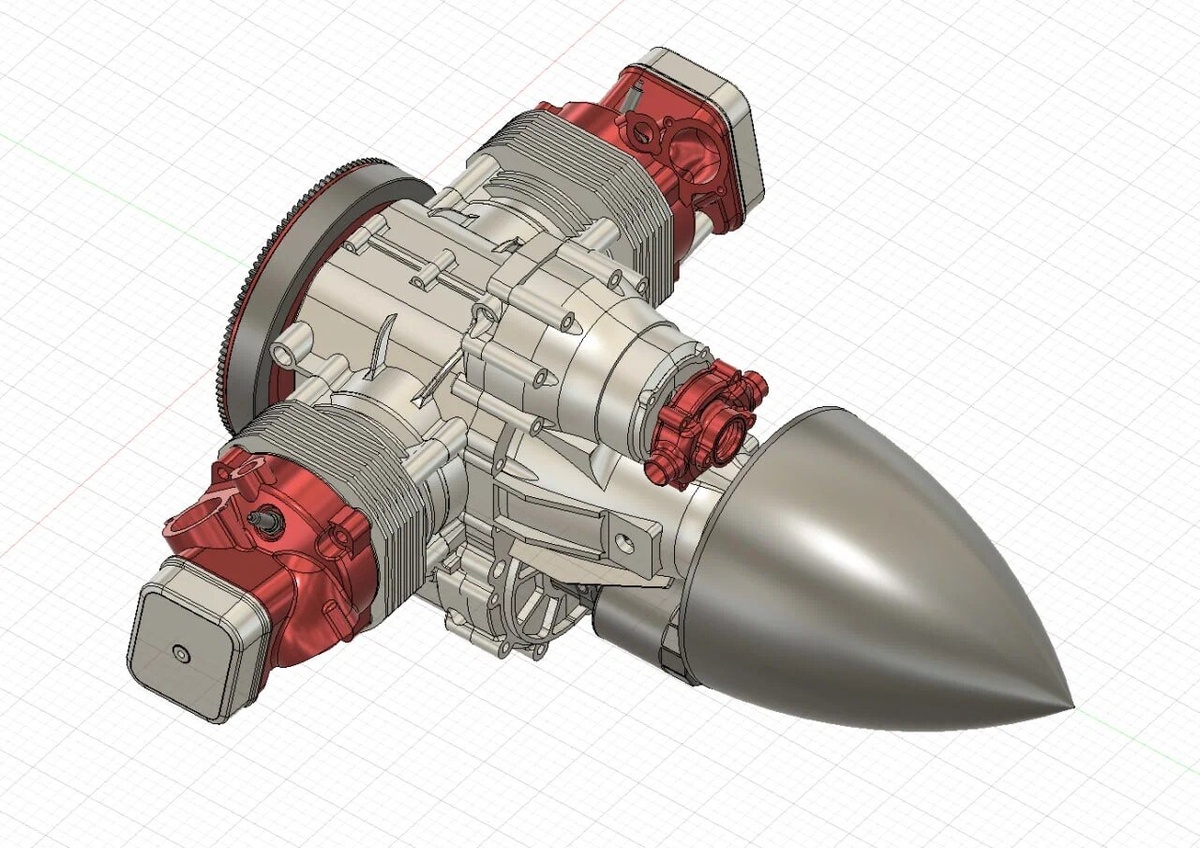
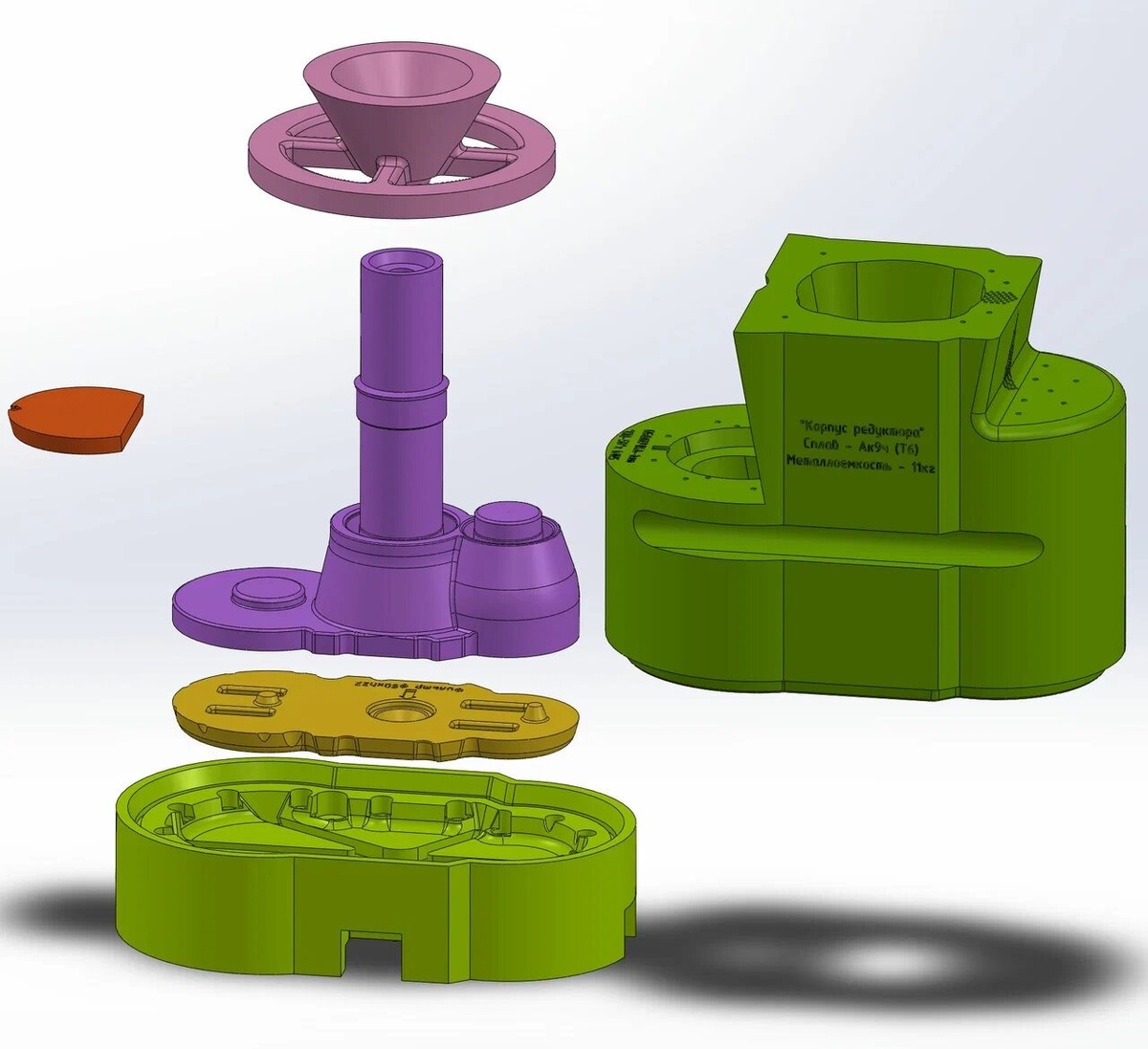
Нам доверили создание наиболее сложных деталей двигателя. Корпус редуктора — это своего рода "коробка передач" двигателя, которая отвечает за преобразование мощности.
Картеры — это внешние защитные корпуса, которые не только защищают внутренние механизмы, но и обеспечивают их правильное размещение и работу. Это критически важные детали, требующие высочайшей точности изготовления.
После проверки и корректировки проектной документации мы приступили к производству. Для создания форм мы использовали наш промышленный 3D-принтер FHZL PCM1200, который печатает формы из специального литейного песка. Этот песок скрепляется особым связующим веществом, что позволяет создавать сложные полости будущих деталей с точностью до долей миллиметра.
Для литья мы выбрали силумин АК9ч — это специальный алюминиевый сплав с добавлением кремния, который обладает отличными литейными свойствами и после термообработки Т6 (закалка с последующим искусственным старением) приобретает высокую прочность при сохранении легкости.
Как это работает?
Представьте, что вы лепите фигурку из пластилина. Теперь представьте, что вы делаете вокруг этой фигурки форму из песка, а потом вынимаете пластилин. Получается пустота в форме вашей фигурки. Примерно так же, только с использованием современных технологий, создаются формы для литья металла.
Если говорить точнее, то процесс выглядит так: сначала создаётся 3D-модель будущей детали на компьютере. Затем специальная программа "разрезает" эту модель на тонкие слои. 3D-принтер послойно наносит песок и связующее вещество, формируя точную копию нужной нам полости или детали. Когда форма готова, в неё заливается расплавленный металл температурой около 700°C. После остывания и затвердевания металла мы получаем готовую деталь.
Как мы собирали формы?
Это очень похоже на конструктор, только профессиональный. Наши формы создавались по модульному принципу — каждая состояла из нескольких частей. Такой подход дает два важных преимущества:
- Упрощает установку стержней при литье
- Позволяет качественно очищать литейную полость от песка
Инженерные вызовы и их решения
Самое интересное начинается, когда металл заливают в форму. И конечно, здесь не обошлось без серьёзных технических вызовов. Сейчас мы поделимся тем, как нам удалось их решить:
Вызов 1: Сложная геометрия и "умное" охлаждение:
Корпус редуктора пришлось отливать трижды из-за множества тепловых узлов в труднодоступных местах.
Металл нужно заставить застывать в правильном порядке, как будто вы постепенно замораживаете воду в определённом направлении. Для этого используются специальные "холодильники" — элементы формы, которые помогают металлу остывать там, где нужно.
Решение нашли в особом расположении отливки и правильном размещении "холодильников", что обеспечило нужное направление и скорость кристаллизации металла.
Вызов 2: Тонкие стенки
В мире литейного производства есть правило: при литье в песчаные формы толщину стенки не делают меньше 4 мм — металл просто застывает и не успевает заполнить такие тонкие места. Но мы гордимся тем, что нам удалось совершить маленькую революцию!
Мы успешно отлили оребрение цилиндра толщиной всего 2 мм. Как? Вместо традиционной заливки сверху применили боковую заливку. Результат превзошел ожидания — все рёбра пролились идеально, чего сложно добиться даже при стандартной толщине.
Магия современного литья: Результаты в цифрах
В течение месяца мы завершили изготовление всех заготовок для прототипа двигателя. Использование технологий 3D-моделирования и печати позволило существенно оптимизировать процесс производства: время изготовления сократилось в 3 раза, а затраты снизились в 10 раз по сравнению с традиционными методами литья. Эти показатели наглядно демонстрируют эффективность современных подходов в производстве сложных деталей.
Что дальше?
Сейчас наши отливки уже почти готовы к взлету!
Видео прототипа на нашем РуТуб канале: https://rutube.ru/video/15207d5ba3b7b87da97daa4f3f27c6d7/
Результаты настолько воодушевляющие, что уже обсуждается возможность создания более сложного четырехцилиндрового двигателя. А мы, со своей стороны, готовы к новым техническим вызовам.
Этот проект в очередной раз подтвердил: современные технологии открывают новые горизонты в производстве сложных деталей. Мы продолжаем исследовать и развивать возможности 3D-печати и литья, постоянно расширяя границы возможного в современном производстве.
Подписывайтесь, чтобы узнавать о современных 3D-решениях в производстве!
#3dпечать #литейноепроизводство #прототипирование #авиадвигатель #беспилотник #металлообработка #инженерныерешения #инновации #промышленность
Заглядывайте в наш Телеграм-канал, там ещё больше проектов и закулисье работы: https://t.me/kosterevo_3d_fab
Больше информации на: www.3d-fab.ru