Волоконные лазеры, используемые в установках HGTECH имеют много очевидных преимуществ перед другими типами лазеров:
ЛАЗЕРНЫЙ ИСТОЧНИК
- Волоконный лазерный источник RAYCUS имеет более простое обслуживание и меньшие требования к управлению.
- Устойчивость к пыли, виброустойчивость, широкий диапазон температуры и влажности.
- Высокое качество и стабильность параметров выходного излучения по сравнению с газовыми лазерами.
- Надёжность и большой ресурс работы.
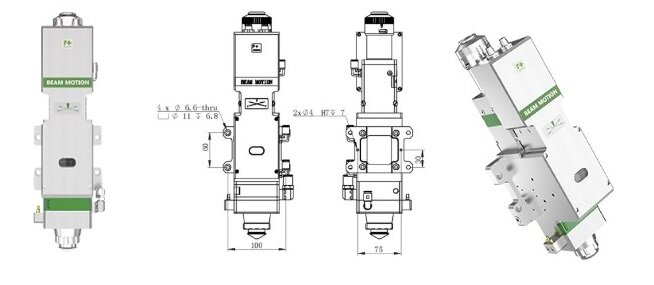
ЛАЗЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ ГОЛОВКА
Специализированная лазерная режущая головка Raytools (Швейцария) с автоматической системой регулировки высоты имеет функции слежения, резки под высоким и низким давлением и вспомогательные охлаждающие отверстия. Она обладает преимуществами высокой стабильности и удобством для пользователя.
Raytools предлагает комплексное решение для лазерной резки в диапазоне длин волн около 1 мкм. Большие толщины можно обрабатывать с использованием режущего газа кислорода, сохраняя высокие стандарты качества. Инновационные технологии сочетаются с проверенными концепциями, обеспечивая максимальную производительность, диапазон гибкости и степени надежности. Головка имеет разнообразные настройки интерфейса, что позволяет использовать с разнообразными волоконными лазерами. Оптимизация оптической конструкции и система слежения делают резку более эффективной.
- Оптимизированная оптическая схема и эффективная конструкция.
- Быстрый и легкий доступ к защитному стеклу. Картриджная замена линз и защитного стекла сокращает время обслуживания технологической головки.
- Коллиматор и фокусирующая линза могут быть как одиночными, так и группой линз, что позволяет достичь лучшего оптического качества и эффективности резки.
- Высокоскоростная система слежения: регулировка высоты осуществляется через ёмкостную систему, сигнал высокой частоты передается на режущую головку через ёмкостную систему, установленную на металлической части режущей головки, после изменения расстояния между обрабатываемой деталью и металлической частью режущей головки меняется ёмкость, информация направляется для регулировки Z-оси в соответствующие положение.
- Облегченная и изящная конструкция создана для высоких ускорений и скорости.
- Защита от столкновений позволяет определять потенциально опасные участки в режиме реального времени.
МЕХАНИЧЕСКАЯ СИСТЕМА ПЕРЕДВИЖЕНИЯ
HGLASER использует прецизионные косозубые рейки и шестерни фирмы Linden (Швеция) как части механизма передачи и прецизионные линейные направляющие PMI (Тайвань), имеющие высокую точность и достаточную прочность, износостойкость, анти-вибрационность, высокую эффективность, низкую шумность под максимально допустимой нагрузкой.

В качестве привода механизма зубчатой реечной передачи с обеих сторон используется высокомощный сервопривод переменного тока Yaskawa (Япония). Максимальная скорость перемещения может быть до 112 м/мин. Вертикальное и горизонтальное движение осуществляется через механизм реечной передачи, имеющий автоматическую систему смазки. Лазерная технологическая головка оборудована автоматической системой предохранения от столкновения, которая при срабатывании двигается вверх и вниз через систему контроля двигателя оси Z.
ПОРТАЛ И СТАНИНА
Портальное перемещение лазерной режущей машины состоит из станины, портала и других основных компонентов для установки лазерной режущей головки, автоматическая механическая обработка осуществляется с помощью системы управления. Поэтому конструкция привода и изготовление портала играют важную роль в качестве обработки. Особенно во время процесса резки, когда портал двигается, только превосходная стабильность и гибкость могут обеспечить более быструю скорость обработки и качество.
Использование литого портала из высокопрочного алюминия обеспечивает высокую надежность, высокое ускорение и динамику.
Данная высококачественная цельносварная станина станка прошла через пооперационный контроль процесса обработки на каждом этапе производства, термическую обработку для снятия внутренних напряжений и последующую фрезерную обработку, после фрезерования станина отправляется на вибрационную обработку. Далее станина и портал проходят промежуточный этап контроля качества. Для точного позиционирования элементов, устанавливаемых на станину, применяется высокоточная лазерная измерительная система. После сборки станка происходит тестирование установки в работе в течение недели.
Станина станка отличается высокой надёжностью, долговечностью конструкции, стабильностью работы, высокой точностью машинной обработки и легкостью установки.
СИСТЕМА ЧПУ
Farley Laserlab использует продвинутые ЧПУ CypCut (КНР) как аппаратный контроллер для управления лазерным источником, консолью, блоками управления, органами ручного управления и связанных с ним компонентов. Он имеет меньшее количество проводов, низкий показатель ошибок и легкое обслуживание. Этот регулятор отличается высокой устойчивостью к помехам, отсутствием вирусов и высокой стабильностью.
Он имеет следующие преимущества:
- Удобный интерфейс со встроенной русскоязычной операционной системой, что существенно повышает эффективность работы.
- Мотор и сервопривод: сочетание надежности, быстрого отклика и не требует обслуживания.
- Быстрое отслеживание обрабатываемой поверхности.
- Легкоуправляемая функция Cutting-Retraction.
- Линейная и круговая интерполяция при компенсации ширины реза.
- USB и широкополосный интерфейс для передачи данных.
- Farley CNCKAD PLC оборудован для PLC.
- Система ЧПУ для сложных задач.
- Высокая эффективность и гибкость, особенно для высокоскоростной резки.
АППАРАТНОЕ УСТРОЙСТВО
Интерфейс регулятора был улучшен FARLEY LASERLAB для того, чтобы соответствовать системе лазерной резки. Основные функции такие как: управление скоростью, старт программы, и функции ручного управления – можно контролировать через мышь.
- Оснащен USB и Ethernet портами для удобной передачи файлов.
- Электронная система управления имеет надежные функции защиты от перегрузок по току, перенапряжения, просадок напряжения, перегрузки, перегрева, утечки тока и т.д.
- Оборудовано надежной системой блокировок.
- Все компоненты, разъёмы и т.д. промаркированы символами в соответствии с электрической принципиальной схемой.
- Шкаф управления плотно загерметизирован для того, чтобы улучшить защиту от пыли и оборудован кондиционером, чтобы обеспечить соответствующую температуру.
ЧИЛЛЕР
Резонатор лазера, лазерная головка и другие ключевые компоненты – все получают достаточное охлаждение, чтобы обеспечить ровный и безопасный ход машины. Контроль температуры точен, стабилизирован и надежен.
Чиллер имеет всесторонние функции защиты от превышения температуры, фазовых потерь, избыточного давления, недостатка воды, падения напряжения, перегрузки и так далее. Ввиду того, что все ключевые компоненты и части импортные, охладитель имеет преимущества высокой стабильности, легкого обслуживания и находится в соответствии с требованиями к охлаждению источника лазера и оптически пути.
ПАКЕТ ПРОГРАММ CAD/CAM
Этот пакет программ может преобразовать геометрическую информацию, полученную от системы CAD (например, Autocad) в код NC. Автономно программируемое ПО CAD/CAM может сразу перевести код NC, сгенерированный из плоскостной схемы, к системе ЧПУ; не ручного программирования можно также достигнуть, так как графический файл DXF можно автоматически преобразовать в программу NC. Сгенерированный код NC имеет все характеристики лазера, таким образом машина может использовать ее для того, чтобы обрабатывать изделие сразу.
Программное обеспечение упрощает программирование для сложных изделий, также легко доработать существующую программу, и изделие всегда будет показано в графическом изображении.
- Система CAD высокоэффективная и имеет много совершенных характеристик для того, чтобы создавать графические изображения, дополнительная информация сохраняется на схемах для будущего использования.
- Мощная функция раскладки.
- Функция Edge-shared (Общий край).
- Функция Micro-connections.
- Обеспечивается непрерывная поддержка программного обновления в соответствии с текущей потребностью заказчика.