В 2018 году произошла авария на АО «Олкон» (Оленегорский ГОК) рядом с Мурманском.
Вышел из строя конвейер, предназначенный для перемещения руды на сушку. Стояла оперативная задача по замене этого конвейера. Проблема заключалась в том, что реконструкцию, а быть может и полноценную замену, этого конвейера предполагалось выполнить летом, в кратчайшие сроки. Главная сложность - в Мурманской области рано наступают холода. Если конвейер для сушки руды не ввести в эксплуатацию вовремя (в октябре-ноябре в регионе устанавливается минусовая температура), то отсутствие конвейера приведет к тому, что руда просто замерзнет. Как итог – встанет весь завод. Для решения задачи была привлечена финская компания Newpaakkola (многолетний партнер Оленегорского ГОКа).
Как начиналось.
Конвейерные ленты в России в основном делают финские компании - Metso, Newpaakkola и т.д. Генподрядчик начал искать в Мурманске команду, которая готова была бы взяться за такой проект и в такие сроки, чтобы сделать автоматизированную систему управления технологическими процессами (АСУ ТП), собрать шкафы управления, выполнить программирование контроллеров, запустить пусконаладочные работы всей новой конвейерной линии за такой короткий срок. Когда по рекомендации нашли нас, мы согласились, приехали на Оленегорский ГОК, где нас хорошо встретили. Мы произвели обследование, провели аудит существующей АСУ ТП, посмотрели что можно сделать.
Комплектующие.
На момент обследования с поставками комплектующих проблем не было, а на предприятии использовали оборудование Siemens. Но тех процессоров, которые нам были нужны, чтобы запустить систему, в наличии не оказалось. Заказчик просил на тот момент S7-300 или S7-1500 контроллеры Siemens с модулями на процессоры. Требуемая конфигурация контроллера оказалась недоступна для быстрой доставки. Так как на конвейере имелось много КИП (датчиков положения, поточных весов, лазерных датчиков и т.д.). Поэтому для АСУ ТП мы взяли промышленные контроллеры попроще S7-1200 в максимальной комплектации, дополнили их устройствами УСПД на базе модулей ЕТ200, и все датчики и задвижки установили на модули ввода/вывода станций ET200.
Что получилось.
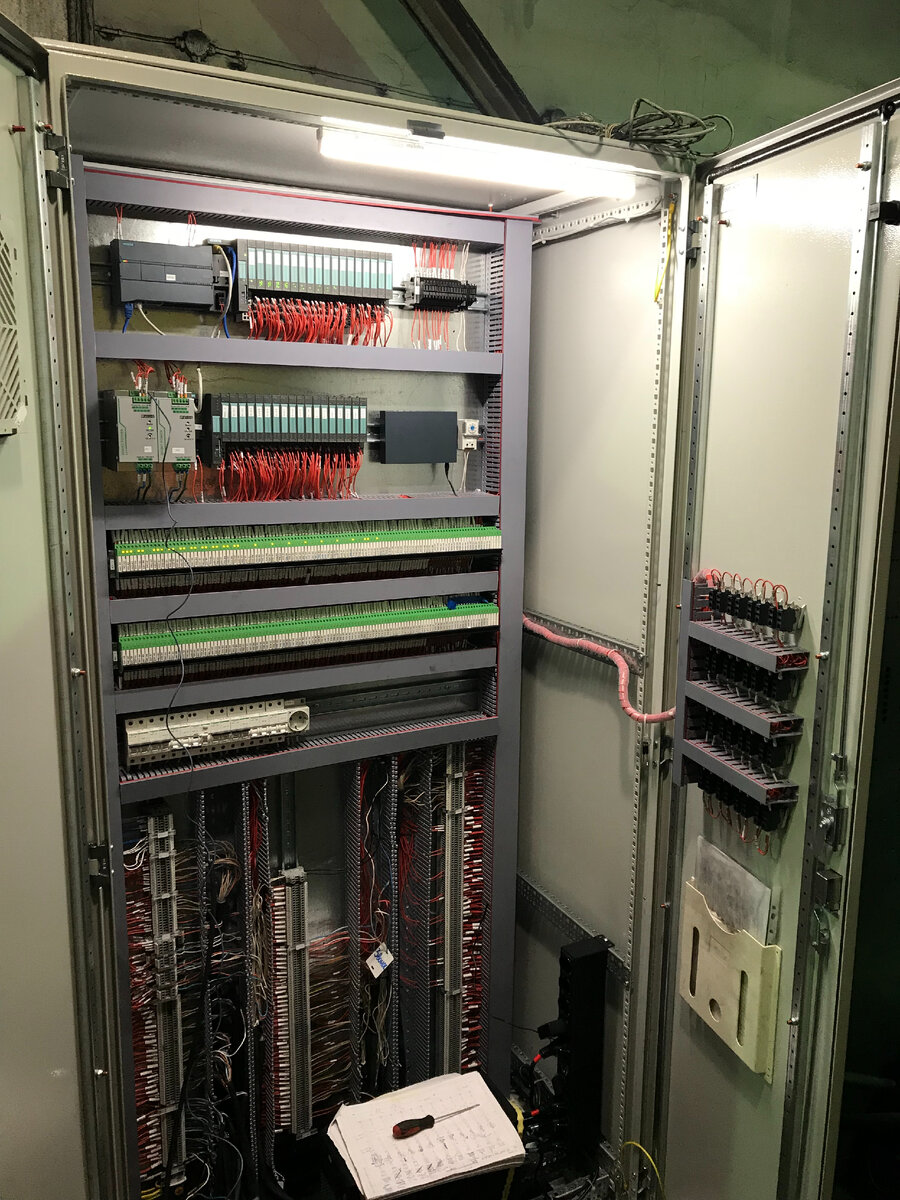
Система выглядела так: мы взяли старые конвейерные двигатели, подключили их к существующим частотным преобразователям, потому что менялась только сама лента. Шкаф управления собрали полностью новый - это было проще, чем перебирать существующий, так как там стояло очень старое оборудование. Оленегорский ГОК не имеет единой операторской системы и у каждого цеха своя операторная АСУ ТП. По факту выполненных работ у работников цеха, где находится конвейер по сушке, появилась своя операторная. Мы поставили компьютер, сервер, соединили его по PROFINET со шкафом управления и сделали систему управления - взяли SCADA систему WinCC в максимальной комплектации, запрограммировали, провели обучение.

Объект сдан.
Таким образом, с первыми морозами заработал новый конвейер. Нам бы не сказали ничего хорошего и не заплатили, не сделай мы работу вовремя до наступления холодов. Наказали бы людей, работающих на блоке. Для прокладки кабеля привлекались местные монтажники, потому что наших сил на это просто не хватило. Мы все время провели в щитовой, подключая кабели. Местные электрики, подрядчики приехали тоже. Мастера с различной квалификацией - все помогали в подключении, чтобы успеть в срок и объект на Оленегорском ГОК был сдан.
Вот такая история и такой опыт был у нас в 2018 году.
Постскриптум.
Мы много времени потратили на поиск российских аналогов датчиков для конвейерных лент:
- лазерных датчиков;
- датчиков, которые следят за тем, сыпется ли руда с ленты;
- концевиков для конвейерной ленты;
- концевиков для калиток;
- светозвуковой сигнализации,
всех тех приборов, которые мы могли бы найти у европейских производителей, а нашли в России. Оказалось, что в наших регионах есть предприятия, которые это делают. Аналоги приняли - вариантов не было, не могли же мы запускать конвейер без систем защиты. Поэтому с датчиками мы тоже потратили много времени и сил, в том числе на согласование оборудования с заказчиком.
Еще один момент - конвейерные весы, которые в каждую секунду времени определяют сколько через этот конвейер прошло руды и какова её масса. Мы взяли весы фирмы Siemens. Заказали в первые дни работы, пока шли согласования, и только под самый конец работ они пришли. Пока они были в пути, мы имели сомнения - нужны ли нам такие весы. Потому что в процессе работы, когда идет проектирование и разработка АСУ ТП, поставка комплектующих, сборка шкафов управления, программирование контроллеров, ПНР АСУ и управление - все меняется. Эти весы так же хотели поменять, но в последний момент поняли, что они подходят. С КИП для горно-обогатительной тематики тоже была проблема, но мы все нашли. В итоге, на конвейере, только весы и ПЛК импортного производства фирмы Siemens, остальное – продукция России.
У нас большой опыт в сборке и наладке сложных шкафов управления, а также в создании АСУ ТП. Если есть потребность или нужна консультация - обращайтесь https://snab-electro.com/