На преломляющие и отражающие поверхности деталей наносят покрытия - тонкие пленки различных веществ: металлов, окислов металлов, диэлектриков и др., что позволяет изменять при необходимости характеристики излучения, взаимодействующее с оптическими компонентами.
Покрытия наносятся методом физического или химического осаждения из газовой фазы с использованием установок вакуумного напыления, а так же различными химическими методами.
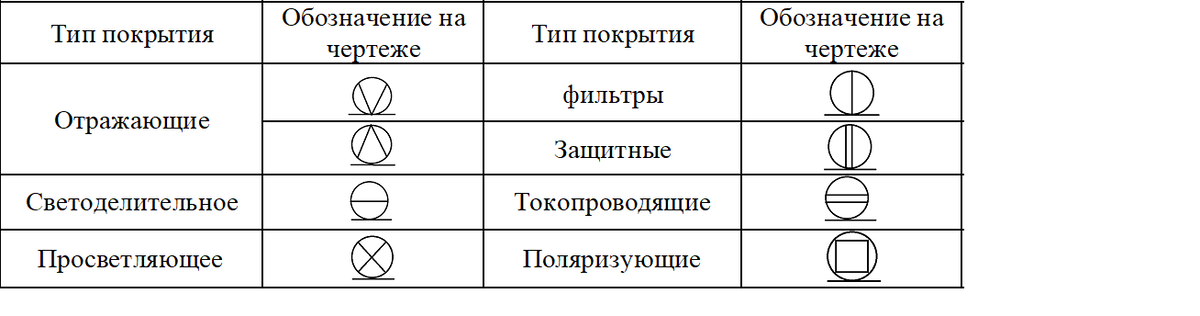
В зависимости от назначения оптических компонентов используются разные оптические покрытия:
1. Отражающие покрытия отражают от поверхности детали падающий на нее световой поток
2. Светоделительные покрытия разделяют падающий на поверхность световой поток на отраженный и проходящий
3. Просветляющие покрытия увеличивают поток проходящего света за счет уменьшения отражения на границе раздела сред с различными показателями преломления
4. Фильтрующие покрытия предназначены для выделения из падающего светового потока определенной области спектра или его равномерного ослабления по всему спектру
5. Защитные покрытия повышают химическую устойчивость поверхностей детали или покрытий других типов, увеличивают их поверхностную прочность.
6. Поляризующие покрытия позволяют получать линейно поляризованный свет в узкой области спектра, характеризуется степенью поляризации прошедшего или отраженного светового потока в определенном участке спектра.
К числу свойств, характеризующих покрытия, помимо оптических относятся химическая и коррозионная устойчивость, механическая и термическая прочность.
Каждый тип покрытия имеет несколько разновидностей, отличающихся материалом пленки, способом её нанесения, защиты, и т.п. В зависимости от этого пленки имеют различные свойства. Тип и разновидность покрытия выбирают в зависимости от материала детали, предъявляемых к ней требований, условий эксплуатации, и др.
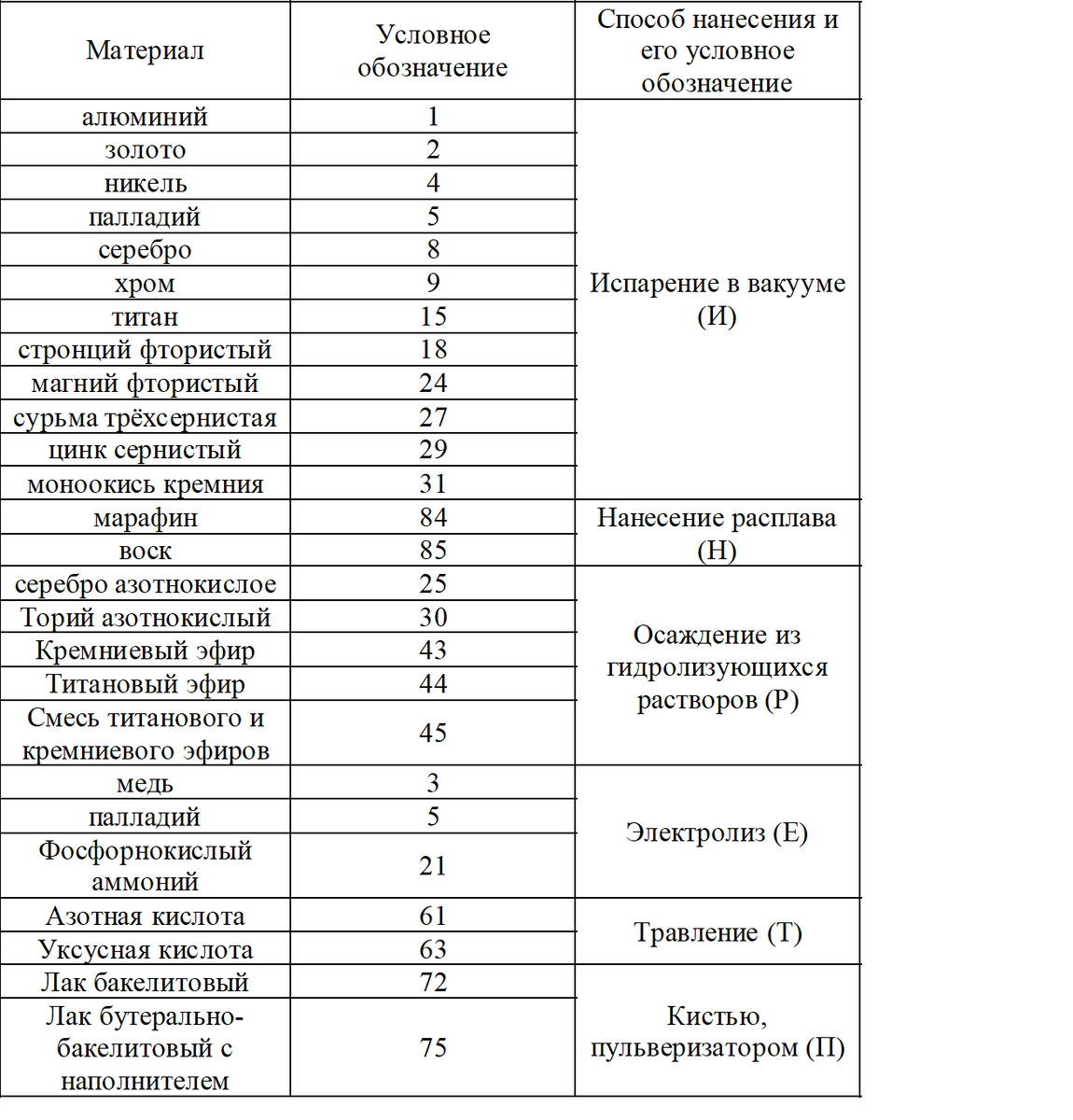
Способы нанесения покрытий разделяют на химические и физические. Химические основаны на реакциях, которые протекают в пленкообразующих веществах на поверхности детали или при их взаимодействии с последней. К ним относятся травление (Т), осаждение из растворов пленкообразующих веществ (Р), обработка в парах и газах (Г), электролиз (Е), нанесение расплава (Н), нанесение кистью или пульверизатором (П). Физические способы основаны на испарении и конденсации веществ вакууме, в том числе испарение (И), катодное распыление (К), испарение с помощью электронного нагрева (ИЭ).
Обозначение покрытий
Всем типам покрытий присвоены условные символы, плёнкообразующим материалам - условные номера, а способам нанесения соответствующие буквенные знаки. На чертежах оптических деталей покрытия обозначают несколькими последовательно записываемыми знаками : символ типа покрытия - сокращённое название-номер, присвоенный материалу плёнки-способ её нанесения.
При обозначении покрытий, состоящих из двух, трёх и большего числа слоёв, указывают материал и способ его нанесения последовательно для каждого слоя.
Химические способы нанесения покрытий
Травление - способ образования пленки, основанный на химическом взаимодействии стекла с водой или водными растворами кислот. В результатае травления из поверхностного слоя извлекаются все растворимые компоненты и остаётся тонкая плёнка кремнезёма, показатель преломления которой ne=1,44-4,45. Основную роль в процессе играют подвижные ионы водорода. В воде их концентрация мала, образование пленки идёт медленно. При действии разбавленных кислот, в которых концентрация ионов водорода больше, соответственно возрастает и скорость роста плёнки. Время достижения ею определённой толщины зависит от химической устойчивости стекла, условий процесса и может составлять от нескольких минут до сотен часов.
Травление выполняют в водных растворах кислот, концентрация которых определяется химической устойчивостью стекла. Чаще всего используют 0,1н раствор уксусной кислоты, которая хотя и образует плёнку медленнее, чем серная и азотная кислота, но не так летуча и агрессивна по отношению к аппаратуре, менее вредная для исполнителя. После получения плёнки необходимой толщины, деталь промывают и сушат. Толщину плёнки контролируют или непосредственно в процессе травления (по изменению интерференционной окраски), или измерением коэффициента пропускания света готовой детали. Толщина и показатель преломления таких плёнок при хранении не меняются. После старения они имеют самую высокую (нулевую) группу прочности, устойчивы в воде, кислотах, органических растворителях.
Образовавшаяся в результате травления поверхностная плёнка кремнезёма наряду с эффектом просветления выполняет защитную роль, затрудняя диффузию паров воды вглубь стекла, и предохраняет его тем самым от дальнейшего разрушения.
К недостаткам данного способа нанесения покрытий относятся возможность восстановления царапин, закрытых продуктами износа стекла, большое время роста плёнки на химически стойких плёнках, необходимость изменения режима травления для стёкол разных марок. Просветляющие плёнки наносят травлением в тех случаях, когда нельзя использовать другие способы их образования (детали больших размеров и сложной формы). На склеиваемые детали плёнку наносят до их соединения.
Плёнкообразующие растворы представляют собой растворы гидролизующихся соединений. Образование плёнок - это процесс постепенного изменения химического состава исходного вещества. Изменения происходят в растворе в стадии формирования плёнки на поверхности стекла при термообработке. Способность образовывать стабильные плёнки имеют преимущественно высшие окислы элементов типа R2O3, RO2, R2O5. В качестве плёнкообразующих соединений используют эфиры ортокислот элементов группы IV (SI,Ti), ряд элементов группы III (In, Sc, Al, и др.), группы V (V, Nb,Ta и др.) и группы VI, растворы некоторых неорганических соединений в спирто- и ацетоноводных смесях, мономеры и полимеры кремнийорганических соединений. Прочность сцепления плёнки с подложкой зависит от природы материала подложки, вещества плёнки, её толщины, структуры поверхности подложки, её температуры, в процессе нанесеня плёнки и при термообработке, относительной влажности и температуры воздуха помещения и др.Наибольшая адгезия плёнки к поверхности стекла имеет место при наличии в составе плёнкообразующих веществ функциональных групп ОН, Cl, NH2, OC2H5 и других, которые обеспечивают закрепление плёнок за счёт химических связей.
Из растворов гидролизующихся соединений образуют плёнки всех типов толщиной от 5 до 5000 нм, а на материалах, имеющих высокую термическую стабильность, в частности на кремнии, до 30000 нм. Технология образования плёнок сводится к следующему: деталь закрепляют на вертикальном шпинделе и приводят во вращение с частотой от 2000 до 20000 об/мин (в зависимости от её размера). После подготовки поверхности (чистки, промывки) на её центр в строго дозированном количестве подают раствор плёнкообразующего вещества. Под действием центробежной силы раствор растекается равномерным слоем. Толщину плёнки регулируют количеством раствора, его концентрацией, вязкостью и содержанием воды, скоростью вращения детали.
Пиролиз заключается в обработке поверхности детали парами разлагающихся при нагреве солей металлов, полупроводников, кремнийорганических соединений. Этим способом наносят токопроводящие и защитные покрытия.
Установка для нанесения токопроводящих плёнок представляет собой шахтную электрическую печь 1 с нагревателем 2. В печь входит вал 3 с держателем детали 4. В нижней части печи на откидном кронштейне укреплена печь-испаритель 5 с нагревателем 6 и тиглем 7 для испаряемого вещества 8. Для нанесения плёнки деталь закрепляют в держателе и нагревают обе печи. По достижении тиглем температуры, соответствующей температуре разложения испаряемой соли, открывают шибер 9, отделяющий печь-испаритель от печи-нагревателя, и пары вещества приходят в соприкосновение с деталью. После того, как плёнка получит определённый цвет, который коррелирует с её электрическим сопротивлением, шибер закрывают. Толщина плёнки зависит от времени обработки парами, а электропроводность от тмпературного режима печи. Процесс нанесения плёнки пиролизом складывается из последовательно выполняемых операций: чистки поверхности детали, её закрепления, нагрева установки, нанесения плёнки, контроля её сопротивления, охлаждения детали и снятия с установки.
Физические способы нанесения покрытий
Термическое испарение заключается в том, что плёнкообразующее вещество вместе с подложками 2 помещают в вакуумную камеру 3, из которой воздух откачивают через отверстие 6 до (1,3 - 0,6) *10^(-3) Па.
Вещество нагревают до температуры испарения. Конденсируясь, оно оседает на поверхности, образуя пленку. Толщину пленки контролируют в процессе испарения помощью фотометрических устройств, измеряя пропускание и отражение света. Испарители 4 могут быть установлены в верхней, средней или нижней частях камеры в зависимости от рода работы. Их число и расположение определяют исходя из требований к равномерности толщины плёнки. Материал испарителей — молибден или вольфрам, температура испарения которых соответственно 2480 и 3230 ℃. Нагрев испарителей осуществляется электрическим током большой силы, поступающим от блока питания 5.
Требуемое разряжение в камере создают откачкой воздуха последовательно двумя насосами: форвакуумным (ротационным) - приблизительно до 1,3 Па и диффузионным до необходимой степени разрежения. Испарением наносят плёнки из веществ с низкой температурой плавления и высоким давлениемпара (щелочных и щелочноземельных металлов, сульфидов, фторидов).
Процесс нанесения покрытий состоит из ряда последовательно выполняемых операций: подготовки подложек (промывки, обезжиривания, чистки); подготовки вакуумной камеры (промывки колпака, подколпачной арматуры, загрузки испарителей плёнкообразующим веществом, установки подложек и др.); обработки подложек тлеющим разрядом, откачки камеры диффузионным насосом до разряжения (1,3-0,6)*10^(-3)Па при одновременно работающем форвакуумном насосе, прогрева испаряемого вещества при экранизации подложек заслонкой для предупреждения нанесения внешнего загрязняющего слоя вещества, испарения вещества на поверхность подложек, разгерметизации вакуумной камеры.
Способ термического испарения имеет ряд недостатков: изменяется содержание компонентов при испарении веществ сложного состава, образующаяся пленка неравномерна по толщине при испарении веществ из точечных источников на поверхность значительного размера, затруднено испарение тугоплавких веществ, мала прочность сцепления пленки с подложкой.
Катодное распыление — процесс, при котором происходит перенос вещества катода на подложки, находящиеся вблизи анода. При возникновении электрического разряда в газе катод под действием ионной бомбардировки разрушается. Часть освобожденных атомов осаждается на подложке, часть возвращается обратно в результате столкновения с молекулами газа.
Катодное распыление может проводиться на постоянном токе и на переменном токе высокой частоты. На постоянном токе в атмосфере инертного газа можно наносить только металлические пленки. В атмосфере активного газа получают пленки окислов металлов. Распылением на переменном токе в необходимой среде можно получать пленки любых соединений. Способ нанесения пленок в присутствии небольших количеств активного газа называют реактивным распылением.
Катодным распылением наносят просветляющие, светоделительные, фильтрующие и защитные пленки из тугоплавких металлов, диэлектриков, полупроводников. Основное преимущество способа — отсутствие фракционности и возможность получения пленок, состав которых отвечает термически и химически устойчивым соединениям, что необходимо для деталей приборов, работающих в условиях повышенной влажности и высокой температуры. Адгезия пленок к поверхности стекла и их твердость выше, чем у получаемых термическим испарением.
Для катодного распыления используют установки, которые отличаютя от применяемых при термическом испарении меньшей высотой камеры (из-за небольшого расстояния между электродами) и подколпачным устройством. В вакуумной камере 1 размещены анод 2 выполняющий роль держателя заготовок (подложек) з и катод 4 из распыляемого вещества. Процесс ведут при давлении в камере 0,13 Па. При подаче на катод и анод небольшого напряжения от источника питания 5 поверхность подложек бомбардируется положительными ионами и очищается от загрязнений. После подачи на катод отрицательного потенциала в несколько сотен вольт начинается его интенсивная бомбардировка положительными ионами. Выбитые атомы катода осаждаются на поверхности подложек. Для получения плёнок равномерной толщины размер катода должен превышать размер подложки, а форма его поверхности соответствовать форме поверхности подложки. Технологический процесс нанесения покрытий катодным распылением близок к процессу термического испарения.
Испарение веществ эектронно-лучевым нагревом также используют для получения плёнки. С помощью электронных пучков получают поток энергии большой концентрации мощности на сравнительно малой поверхности испарения (до 5*10^8 Вт/см^2).
Практически точечная фокусировка электронного пучка позволяет получать высокую температуру и большую скорость испарения тугоплавких веществ. Пленки отличаются чистотой и однородностью состава, так как можно избежать непосредственного контакта горячей зоны испаряемого вещества с материалом испарителя. Легко осуществляется регулировка температуры нагрева и скорости испарения. Установка представляет собой вакуумную камеру 1, внутри которой размещены подложки 2, мишень 3 с испаряемым веществом 4, анод 5 и катод 6. Питание подается от источника 7. Используя многопозиционные электронно-лучевые испарители, наносят многослойные покрытия.
Применение покрытий.
Просветляющие покрытия могут быть несколько видов. Выбор вида просветляющего покрытия зависит от функционального назначения детали, показателя преломления её материала, прозрачности плёнки в заданной области спектра, требований к прочности, химической, коррозионной устойчивости и т.п.
Просветление можно осуществить нанесением на поверхность детали одно-, двух и трёхслойных покрытий.
При однослойном просветлении наносят плёнку вещества, показатель преломления которого меньше показателя преломления материала детали. Для оптических материалов, показатель преломления которых ne≤1.5, необходимы плёнки, с ne≈1,22. При использовании химических способов нанесения покрытий наиболее низкий показатель преломления (ne=1,40-1,41) имеют плёнки, образуемые из растворов некоторых фторорганических полимеров, и пленки кремнезема (ne = 1,44 - 1,45) получаемые травлением. При нанесении пленок физическими способами, например термическим испарением в вакууме, низкие показатели преломления имеют пленки Na3AlF6 (ne = 1,35), MgF2 (ne=1,38), LiF (ne= 1,31), NaF (ne = 1,33), CaF2 (ne = 1,25 - 1,36). Большинство этих веществ или химически неустойчивы или имеют недостаточную механическую прочность. Просветляющее действие однослойных пленок эффективно лишь для материалов с высоким (ne > 1,7) показателем преломления (германатные, теллуритовые и бескислородные стекла, германий, кремний и др.). Полоса минимального отражения этих пленок мала.
Спектральные характеристики однослойных пленок, наносимых на поверхность стекла, отличаются одинаковым и равномерным пропусканием в УФ, видимой и близкой ИК областях спектра. В зависимости от показателя преломления стекла отражение может быть снижено до 1,0—3,5%.
Эффект просветляющего действия однослойных покрытий показан на примере стёкол марок К8 и ТФ5. Кривые 1 и 2 относятся соответственно к просветлённому и непросветлённому стеклу марки К8, кривые 3 и 4 - к просветлённому и непросветлённому стеклу марки ТФ5.
Двухслойное просветление заключается в нанесении на поверхность подложки последовательно двух слоёв веществ: первого с большим и второго с меньшим показателем преломления, чем у просветляемого материала.
Для оптических систем с большим числом деталей и деталей из материалов, прозрачных в УФ области спектра, необходимы покрытия, которые уменьшают отражение в широкой области спектра. Удовлетворяют этому требованию трехслойные покрытия.
Покрытия, повышающие отражение, получают нанесением на подложку тонких плёнок металлов: Al, Ag, Au, Pd, Pt, и др. Плёнки Al получают испарением ввакууме. Коэффициент отражения чистой плёнки 88-90%. На воздухе она быстро тускнеет, коэффициент отражения снижается. Механическая прочность низкая. Такие зеркала используют в герметизированных лабораторных приборах (УФ спектрографы). Для повышения механической прочности и устойчивости к воздействию различных реагентов на слой алюминия наносят защитные пленки. Их материал, число слоев (один или два) и способ нанесения определяются назначением и условиями эксплуатации детали. Однослойные защитные пленки образуют испарением ZnS, анодным и химическим оксидированием. Вторую защитную плёнку наносят из раствора Ti(OC2H5)4 испарением ZnS или TiO2 оксидированием.
Пленки Ag образуют испарением в вакууме или из раствора AgNO3. Коэффициент отражения пленки 92-96%. Механическая прочность и химическая устойчивость такие же, как и у плёнок Al.
Прочность и устойчивость наружного покрытия Ag к воздействию разрушающих реагентов повышают нанесением слоя бесцветного лака, пленки окиси алюминия, никеля, и т. п. Для зеркал с заданным отражением используют покрытие 25Р.3Е.75П
Отражающие покрытия, отличающиеся высокой механической прочностью и устойчивостью в агрессивных средах, образуют электролитическим осаждением палладия на подслой никеля. Коэффициент отражения пленки 65-70%. Прочие химически устойчивые плёнки, отражающие ИК область спектра, получают испарением золота на подслой хрома или титана. Коэффициент отражения такой плёнки в интервале длян волн λ=(1 - 40) мкм от 98 до 99,4%. Зеркала приборов с самыми жёсткими тепловыми режимами работы (фары, ИК излучатели, и др.), используемые в полевых условиях и влажном тропическом климате, получают испарением хрома. Коэффициент отражения зеркал 48-55%.