
На данных фотографиях представлен внешний вид и внутреннее устройство сетевого однотактного сварочного аппарата инверторного типа.Размеры получились следующие,380×260×280 мм.Корпус аппарата-это вырезанные по размеру стенки/боковушки из корпуса стиральной машины.Можно было заказать/купить готовый корпус для сварочного аппарата,но это ещё примерно 3-5 тысяч рублей вложений в проект,но это не самое важное-мне самостоятельно хотелось изготовить всё и собрать.Как вариант,даже можно было заказать изготовление пластикового корпуса путём промышленной 3D печати,но крепкий корпус из стали внушает больше доверия.По этому разметив корпус от стиральной машины с помощью маркера и линейки,отрезал болгаркой необходимые мне части.Получились прочные стенки для корпуса сварочного аппарата,также на этих боковинах присутствуют рёбра жёсткости,что только усиливает прочность конструкции в сборе,а верх боковых стенок усиливает профильный металл (на фотографиях видно).Далее задние стенки разметил также с помощью маркера и линейки под отверстие для вентилятора охлаждения и с помощью ножёвки и ножниц по металлу вырезал окно/технологическое отверстие.Далее с помощью напильника правил края отверстий до ровного состояния.
Основание сварочного аппарата-это стальной лист (3 мм.) с прикрепленными к нему алюминиевыми уголками.Размеры основания подгонял под размеры корпуса.Корпус через отверстия будет крепиться к основанию с одной стороны с помощью болтов и гаек,а с другой стороны-с помощью саморезов.Также на основании корпуса аппарата установил регулируемые ножки и сделал всё необходимые технологические отверстия для крепления оборудования и блоков.
На фотографии ниже видим пять точек крепления силового блока сварочного инвертора (шпильки,на которых установлены пластиковые втулки).
Общий вид (фотография выше) основания и закреплённая одна боковая стенка.На основание и две боковые стенки установил в качестве диэлектрика тонкие пластиковые листы,те,что используются при сборке экранов плазменных телевизоров в качестве рассеивателя света
Для регулировки высоты положения силовой платы с компонентами использовал пластиковые втулки.С ними легко работать-нужно отрезать необходимую длину и тем самым достигается регулировка высоты платы над основанием.Таким образом я отрегулировал необходимую высоту положения силовой платы над основанием,а также, соответственно-положение радиаторов охлаждения силового транзистора и выходных диодов относительно вентилятора охлаждения
На фотографии видны алюминиевые уголки используемые для
нижнего крепления пластикового основания с электронными блоками (20×20 мм.)
В процессе разработки внутреннего расположения компонентов сварочного аппарата хотел применить систему охлаждения тоннельного типа,но отказался от такого варианта, сделал открытого типа,так как сварочный аппарат не сильно мощный и открытая система охлаждения вполне справится со своей задачей,что и подтвердили мои расчёты по определённым формулам для систем охлаждения промышленных приборов.Также мной был установлен второй вентилятор для принудительного охлаждения диодного моста (диодной сборки в моём случае) блока питания силовой части,который включается при достижении радиатором охлаждения диодного моста температуры порядка 43-45 градусов Цельсия.
Сам корпус аппарата-это две равные боковые части,зеркально повторяющие друг друга, которые крепятся к основанию.
В итоге получился вот такой корпус, компактный и прочный.
Крышка аппарата-это также стальной лист,как и основание (толщина 3 мм.),с закреплённым на ней пластиковым поручнем, для удобной переноски аппарата.
Крепиться крышка будет с помощью пружинных фиксирующих защёлок,в количестве четырёх штук.
Ручку для переноски аппарата,а точнее сказать поручень,приобретал в автомагазине.
Данное технологическое отверстие буду использовать для входа питающего кабеля, через фиксирующую / амортизирующую втулку, чтобы, во-первых, зафиксировать кабель, во-вторых, чтобы металлические края корпуса не повредили изоляцию кабеля.Рядом с этим отверстием,на соседней половине корпуса будет сделано технологическое окно для установки быстродействующего автомата на 20 Ампер.
Крышку аппарата зачистил торцевой насадкой по металлу,обезжирил, загрунтовал и покрыл в два слоя серой краской для придания красивого эстетического вида.
Передняя панель.
Представляет собой алюминиевый лист, вырезанный из крышки DVD-плеера.Для удобства изготовления передней панели сначала снял размеры с корпуса сварочного аппарата, затем сделал лекало и по размерам лекала вырезал из алюминиевого листа заготовку передней панели.Данный компонент также зачистил торцевой насадкой по металлу, сделал все соответствующие технологические отверстия для крепления панели к корпусу аппарата (с помощью соединения болт-гайка),органов управления и индикации,а также для выхода нагнетаемого воздуха и баянетов,затем также обезжирил,загрунтовал и покрыл в два слоя серой краской.Технологические отверстия для выхода нагнетаемого воздуха закрыл пластиковый декоративной решёткой, которую тоже покрасил,но в черный цвет.По контуру передней панели установил декоративные пластиковые уголки.
Силовой кабель, держатель электрода, зажим «массы», комплект баянетов, приобретал в специализированном магазине.
Изготовить сварочный инвертор своими руками,даже не являясь профессионалом и не обладая глубокими знаниями в области электроники и электротехнике,вполне возможно, главное-строго придерживаться схемы и постараться хорошо разобраться в том,по какому принципу работает такое устройство.Не следует думать,что самодельный аппарат не даст возможности эффективно проводить сварочные работы.Такое устройство, даже собранное по простой схеме, позволяет выполнять сварочные работы электродами диаметром 3-4 мм и на длине дуги,равной 10 мм.
Характеристики самодельного сварочного инвертора и материалы для его сборки.
Собрав сварочный инвертор по достаточно простой электрической схеме можно получить достаточно эффективное устройство,обладающее следующими техническими характеристиками:
- Величина потребляемого напряжения-220 Вольт;
- Сила тока,поступающего на вход аппарата-32 Ампера;
- Сила тока,формируемая на выходе устройства-до 250 Ампер;
Схема сварочного аппарата инверторного типа с такими характеристиками включает следующие элементы:
Блок питания;
Драйверы силовых ключей;
Силовой блок;
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем.Для этого понадобится следующее:
Набор отвёрток;
Паяльник или паяльная станция для соединения элементов электронных схем;
Нож, для очистки/зачистки компонентов;
Ножёвка для работы по металлу;
Резьбовые крепёжные элементы;
Листовой металл небольшой толщины;
Элементы,из которых будут формироваться электронные схемы;
Медные провода и полосы для намотки трансформатора;
Термобумага;
Стеклоткань;
Текстолит;
Слюда, слюдяные прокладки;
Лабораторный блок питания;
Осциллограф;
Провода разного сечения для соединения блоков схем;
Подготовленное и хорошо освещаемое и вентилируемое рабочее место;
Собирал данный сварочный аппарат по известной, распространённой схеме, представленной ниже (но внёс свои изменения и дополнения для улучшения работы схемы).
Расположение вентилятора охлаждения радиаторов силового транзистора и диодной сборки.Рассчитывал расположение на минимальном расстоянии,но с учётом того, что компоненты всё же будут минимально двигаться относительно друг друга.Расстояние равняется 5 мм.
Сам вентилятор охлаждения располагается на задней стенке внутри корпуса аппарата.Снаружи вентилятор закрывает алюминиевая защитная сетка.
Компактный вентилятор охлаждения радиатора диодного моста 40×40 (мм) в дальнейшем заменил на вентилятор размером 60×60 (мм),так как диодная сборка в процессе работы довольно хорошо нагревается,пропуская через себя большие токи и требуется добротное охлаждение.Только из-за увеличения размера был вынужден установить его сверху горизонтально над радиатором охлаждения диодной сборки.
Сверху между радиаторами охлаждения установил плату с резисторами и конденсаторами (защитная снаббернаяRC-цепь быстродействующих выходных силовых диодов).
Между платой и радиаторами охлаждения установил пластины из стеклотекстолита, для того,чтобы тепло от нагретых радиаторов меньше передавалось на плату, тем самым не вызывая её деформацию от нагрева.Крепление основания каждого радиатора охлаждения к плате-с помощью четырёх болтов (болт-гайка). Фиксацию верхней части радиаторов охлаждения произвёл с помощью пластин из стеклотекстолита в количестве двух штук,чтобы избежать соприкосновение радиаторов друг с другом,а поверх этих пластин установил плату с резисторами и конденсаторами выходной части сварочного аппарата.Применённый радиатор охлаждения-это добротный советский радиатор для охлаждения мощных транзисторов, который был распилен на две равные части,а по бокам дополнительно нарощен алюминиевыми пластинами, для увеличения полезной рабочей площади и лучшего теплоотвода,которые вырезал из другого радиатора охлаждения.Между собой также скрепил соединением болт-гайка,а для лучшей теплопередачи нанёс на соприкасаемые участки слой термопасты (две фотографии ниже-сделаны в процессе разработки/проектирования аппарата).
Силовые омеднённые шпильки/вход питания силового блока инвертора-диаметр равняется 5 мм.
Расположение силовых шин/выводов аппарата.
Расположение силовых шин/выводов аппарата.
«Минусовую» шину расположил таким образом,что она огибает выходной дроссель.
Снизу,слева (на фотографии ниже) на плате установлена медная шина,это вывод „-”. Справа на радиаторе охлаждения расположена диодная сборка,с закреплёнными на ней шинами: две шины,которые подходят снизу-это питание к прямому и замыкающему диодам,а верхняя шина,это вывод „+”,к которому подключается выходной дроссель.Также видно расположение и крепление соответствующих клемм.
Для силового диода VD9,используемого в цепи размагничивания трансформатора изготовил отдельный радиатор охлаждения.Данный диод расположен рядом с датчиком тока,на фотографии ниже видно.Слева,возле резисторов нулевого сопротивления расположен диод VD7,используемый в той же цепи и его радиатор охлаждения (зафиксировал этот радиатор с помощью эпоксидной смолы).
Вид снизу на силовую плату.Несколько больше,чем требуется вытравил плату,поэтому абсолютно все дорожки усилил лентой для соединения солнечных панелей.Каждый отрезок ленты выдерживает нагрузку около 20 ампер.На выходную часть (силовые дорожки) припаял по 10 штук лент,то есть в итоге усиленные дорожки должны выдерживать большие токи, порядка 200 ампер.Но так как по схеме максимальный выходной ток должен быть порядка 140-160 ампер,то остаётся определённый запас прочности.
Травление печатных плат производил в безопасном для жизни и здоровья растворе перекиси водорода, лимонной кислоты и пищевой соли.В каком соотношении можно приготовить раствор предостаточно видеороликов в интернете.Ниже на фотографии, для примера,процесс травления печатной платы (плата от другого проекта).
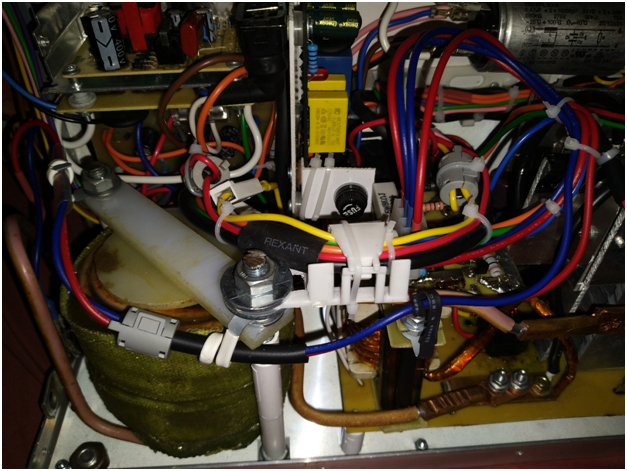
Питание 220 вольт силовой части происходит через омеднённые шпильки.Хорошо видна диодная сборка,установленный на ней радиатор охлаждения,и термодатчик включения вентилятора охлаждения.
Провода питания силовой платы.
Применил двойной медный провод с клеммами.
Надеваются на омеднённые шпильки и затягиваются гайками,что обеспечивает надёжное соединение/контакт.
Рассмотрим подробнее,как работает данная схема,ориентируясь на которую я собирал сварочный аппарат.
В данной схеме, несмотря на, казалось бы простоту,всё спроектировано грамотно и серьёзно:
-имеется блок питания,представлен диодным мостом и рядом полярных электролитических конденсаторов,а также рядом неполярных конденсаторов (накопительных конденсаторов) и система плавного пуска.Инвертор построен с применением всего одного силового IGBT транзистора.
-система управления с драйвером,применяется микросхема шим-контроллер UC3844 на основе комплиментарной пары составных транзисторов средней мощности (КТ972 и КТ973).Электронный блок системы управления собрал на отдельной плате (на схеме выделен красным цветом).
В процессе сборки не установил на плату один компонент-это микросхема-стабилизатор напряжения LM7824, так как отдельный импульсный блок питания („дежурка”) и так выдаёт стабильные 24 Вольта.
-силовой части-это IGBT транзистор и силового трансформатора.Учитывая размеры трансформатора-с него можно будет снять полезную нагрузку порядка 2-2,5 кВт. При этом на выходе инвертора получить порядка 120 реальных Ампер.
Выходная часть схемы представлена выпрямителем,то есть прямым и замыкающим диодами и дросселем.
-система защиты от перегрева.Представлена двумя термодатчиками,в моём случае,это датчики KSD 01 F,в корпусе TO 220.Возле силового транзистора установлен термодатчик с порогом срабатывания 65 градусов,а возле диодной сборки-с порогом срабатывания 90 градусов.Данные термодатчики подключены по схеме последовательно и работают на размыкание.В случае срабатывания термодатчика, контакты внутри корпуса размыкаются, вследствие чего срабатывает/включается реле (питание 5 Вольт) на плате ЭБУ инвертором и шунтирует/замыкает выходные контакты переменного резистора регулировки силы тока и через резистор R 4 шунтирует первую ножку ШИМ-контроллера UC 3844 на „массу”.В этом случае ШИМ-контроллер перестаёт вырабатывать управляющие импульсы,а соответственно силовой транзистор закрывается,а соответственно на выходе инвертора отсутствует сигнал.Включается соответствующая светодиодная лампа на передней панели.Работает вентилятор системы охлаждения,снижая температуру радиаторов охлаждения,а соответственно и силового транзистора и диодной сборки.По достижении порогового значения температуры контакты термодатчика замыкаются,а контакты пятивольтового реле размыкаются,восстанавливается возможность регулировки тока переменным резистором, ЭБУ инвертором возвращается в штатный режим работы.
Кстати,в интернете нашёл аналогичную схему,нов ней часть схемы, отвечающая за защиту по перегреву организована ещё проще,но не менее эффективно.Принцип работы-тот же, только в моём варианте переменный резистор регулировки силы тока и соответственно-первую ножку ШИМ-контроллера шунтирует на „массу” реле через резистор R4,а в представленной ниже схеме-это делает транзистор.
В наличии у меня были различные по конфигурации термодатчики,но на практике для установки я применил датчики KSD 01 F,в корпусе TO 220.
На схеме есть обмотка самозапита для питания системы управления,силового реле и вентилятора системы охлаждения.Данную обмотку при изготовлении силового трансформатора я не наматывал,так как в качестве дежурного источника питания использовал отдельный импульсный блок питания на 24 Вольта 1,5 Ампера
Этот блок и запитывает всё выше перечисленное,а также-дополнительный вентилятор охлаждения (на 12 Вольт) диодного моста блока питания силовой части, который включается от термодатчика (KSD 01F,порог срабатывания 40 градусов,работает на замыкание), установлен на крайнем ребре радиатора охлаждения.Питание данного вентилятора происходит от понижающего DC-DC преобразователя, установленного на пластиковой площадке для электронных блоков.
Главным элементом системы управления является микросхема шим-контроллер UC 3844, которая работает на частоте примерно 30 кГц.Управляющий сигнал поступает на драйвер,то есть комплиментарную пару составных транзисторов,а затем на силовой IGBT транзистор.
Микросхема ШИМ-контроллер и комплиментарная пара составных транзисторов на принципиальной схеме.
Схема работает следующим образом:
Питание от сети поступает на диодный мост, затем сглаживается электролитическими конденсаторами большой ёмкости,при этом питание на конденсаторы поступает через ограничивающий резистор (по времени это пара-тройка секунд),это необходимо для того, чтобы конденсаторы заряжались плавно.В противном случае всплеск тока может вывести из строя диодный мост.Возрастает питание на накопительных конденсаторах, одновременно с этим процессом питание через резистор R10 поступает на микросхему ШИМ-контроллер UC 3844 и при достижении порогового значения питания (в случае данной микросхемы-это 16 Вольт) микросхема начинает вырабатывать управляющие импульсы, вследствие чего происходит срабатывание силового транзистора и схема запускается.Далее в обмотках трансформатора появится напряжение и затем сработает силовое реле шунтируя ограничивающий резистор,чтоозначает,что питание теперь поступает через контакты реле.Этот весь процесс длится по времени примерно 2-3 секунды.После процесса плавного пуска схема переходит в штатный режим работы.Напряжение на выходе инвертора по расчёту должно быть порядка 68-69 Вольт,этого вполне достаточно для плавного розжига дуги.Если начинается процесс сварки-в работу включается токовый трансформатор.
Токовый трансформатор я не стал отдельно наматывать на ферритовом кольце,а установил готовый.Первичная обмотка представлена одним витком (на фотографии видно -похоже на двойную перемычку),а вторичная обмотка-это и есть сам датчик.Если в процессе испытаний/наладки схемы обратная связь по току откажется работать,то необходимо будет поменять местами провода,подходящие к датчику тока.
Датчики тока, различной конфигурации у меня также были в наличии,но в схеме установил определённого типа, наиболее подходящий для работы в данной схеме.
Для самостоятельной намотки датчика тока были в наличии ферритовые кольца и медные жилы соответствующего сечения,но,как я уже сказал ранее,от варианта самостоятельной намотки датчика тока отказался и установил готовый датчик.
Силовой трансформатор.
Первичную обмотку наматывал медным одножильным проводом, диаметром 1 мм,вторая первичная обмотка-всё тоже самое.В моём случае-это по 32 витка провода.Далее наматывал обмотку размагничивания.Мотается она таким образом,чтобы витки попадали между витками первичной обмотки.Количество витков в моём случае-32 витка, диаметр провода 0,5 мм.Далее наматывал вторичную обмотку-9 витков.Провод для вторичной обмотки-линцендрат,провод, состоящий из множества тонких медных жил, изолированных друг от друга,обмотанный термостойким каптоновым скотчем.Такое решение является оптимальным и исключает такое явление,как скин-эффект.Хотя на рабочей частоте для данной схемы 30 кГц этот эффект будет минимален или даже исключён.Для вторичной обмотки-это самый лучший вариант провода.Между каждой обмоткой наматывал/прокладывал каптоновый термостойкий скотч,а каждую обмотку фиксировал/проливал эпоксидной смолой.А после намотки размагничивающей обмотки намотал/проложил 4 слоя изолирующего каптонового скотча и пролил эпоксидной смолой.Такая надёжная фиксация обеспечивает долгосрочную работу силового трансформатора,исключая внутренние вибрации в нём.Между половинками сердечников проложил небольшие кусочки бумаги (тонкая бумага,например,от кассового чека),а сам трансформатор после сборки обмотал несколько раз тем же термостойким каптоновым скотчем,для надёжной фиксации элементов конструкции.Зафиксировал трансформатор на плате с помощью двух стальных шпилек (диаметр шпилек 5 мм.) и стеклотекстолитовых пластин.Причём, учитывая то, что трансформатор в процессе работы довольно сильно нагревается,то между трансформатором и платой установил две стеклотекстолитовые пластины, чтобы меньше тепла передавалось на плату, чтобы избежать её деформации из-за нагрева/перегрева.
По схеме коэффициент трансформации должен равняться 4,а выходное напряжение должно быть порядка 60 Вольт,но на практике у меня коэффициент трансформации получился 4,56 и выходное напряжение должно быть порядка 68-69 Вольт.Это хорошие данные,так как будет более уверенный поджиг дуги.
Часть материалов, для изготовления силового трансформатора.
Начало всех обмоток на схеме обозначены точками.
В качестве сердечника для дросселя использовал наборку из трансформаторных пластин, которые отрезал от силового повышающего трансформатора микроволновой печи.Чем хорош такой сердечник-тем,что его практически невозможно загнать в насыщение.Залил их эпоксидной смолой и обернул для фиксации брезентовой тканью.Далее вырезал из оргстекла торцевой фрезой определённого диаметра круги для торцов дросселя и также посадил на эпоксидную смолу.За одну ночь конструкция схватилась и застыла.Собственно дальше намотка провода (одножильного).В идеале хотел намотать медным проводом,но за неимением такового в наличии с необходимым мне диаметром, пришлось наматывать алюминиевым, диаметром 4,5 мм.Наматывал три обмотки по 12 витков.Между обмотками всё проливал эпоксидной смолой и прокладывал слой брезентовой ткани.Далее вырезал из оргстекла две пластины,по бокам в них сделал отверстия и также посадил на эпоксидную смолу-это пластины крепления дросселя к двум шпилькам (на фотографиях видно). Крепление простое и надёжное-к основанию корпуса с помощью двух шпилек и прижимающих двух пластин сверху дросселя.Далее на концы выводов дросселя и „минусовой” шины установил лужёные медные клеммы,чтобы такое соединение прослужило долго и не окислялось (со стороны силовой платы-просто медные).Обжимаем данное соединение хорошо,качественно,в противном случае такое соединение будет перегреваться и долго не прослужит.
Чем больше будет индуктивность дросселя,тем лучше будет поджигаться дуга при минимальных настройках силы тока.По схеме индуктивность дросселя должна быть 40 мкГ.
Готовый к установке дроссель.
Диодный мост.
Установил готовую диодную сборку KBPC -3510.
Характеристики: 35 Ампер, обратное напряжение 1000 Вольт.
Диодную сборку обязательно установил на радиатор охлаждения,так как в процессе работы диодный узел достаточно нагревается
Теперь,что касается остальных электронных блоков и схем.
Входную часть по питанию защищает установленный на задней стенке корпуса аппарата быстродействующий автомат на 20 Ампер,а также далее последовательно установленные варистор и керамический предохранитель (далее об этом будет сказано).
Быстродействующий автомат на 20 Ампер.
На задней стенке корпуса аппарата разметил технологическое окно под установку быстродействующего автомата, который устанавливается с небольшим усилием в установочное окно.
Для надёжного его крепления к корпусу вырезал небольшие пластиковые направляющие,которые одной стороной заходят в плоское технологическое отверстие самого автомата,а через отверстие с другой стороны крепятся к задней стенке аппарата через соединение болт-гайка,тем самым прижимая автомат к корпусу аппарата.
Часть электронных блоков разместил на пластиковой площадке.Это такие блоки как:
-входная часть по питанию.Это варистор 8 D20 и керамический предохранитель на 20 Ампер.Собраны на отдельной плате.
фильтр питания на входе,применил от стиральной машины, установлен мной дополнительно.
-блок питания 24 Вольта 1,5 Ампера (так называемая „дежурка”). Как уже говорил ранее,обмотку само запита я не наматывал в силовом трансформаторе,а установил готовый компактный импульсный блок питания.
Сначала хотел установить блок питания,как на фото ниже,но установил другой,с теми же характеристиками,в алюминиевом корпусе,что облегчало крепление,а главное-что сам алюминиевый корпус я применил как защитный экран от помех/наводок от блока питания на ЭБУ инвертором,так как применяемые электронные компоненты помехо чувствительны.
электронный блок плавного пуска,так называемый софт-старт.Учитывая то,что в схеме и так применяется система плавного пуска, мной дополнительно был установлен полноценный блок плавного пуска.
-понижающий DC-DC преобразователь, для питания вентилятора охлаждения диодного моста (фотография сделана в процессе разработки аппарата).
-ЭБУ инвертором.Собрал на отдельной плате, так как мне было так удобнее.Располагается на определённом расстоянии от пластикового основания.Высоту отрегулировал также с помощью пластиковых втулок
Эстетика монтажа и сборки.
Часть проводов закрепил с помощью хомутов,а также проложил в кабель-канале.Также использовал для фиксации/крепления проводов алюминиевые фиксаторы и термоусадку.На снятие/установку всех составляющих блоков аппарат тратится несколько минут,так как мной был продуман вопрос быстрого/лёгкого доступа к составляющим компонентам аппарата и эстетику монтажа этих блоков и компонентов (у инженеров есть такой термин).
Диагностические разъёмы.
Установил два диагностических разъёма: первый,установлен возле дежурного блока питания и соединён с платой ЭБУ инвертором проводами в точках подачи на неё питания.Представляет собой электрическую колодку.Предназначен для замера поступающего напряжения от дежурного блока питания на плату ЭБУ инвертором при диагностике.
Второй диагностический разъем установлен ближе к задней части корпуса аппарата и специально ближе к верху для удобства замера щупами мультиметра.Данный разъём проводами соединён с силовыми дорожками блока питания инвертора,где установлены силовые электролитические накопительные конденсаторы.Сделал это для собственной безопасности.То есть если появятся необходимость ремонта данного аппарата,то первое,что необходимо будет сделать после снятия крышки прибора-замерить остаточное напряжение на конденсаторах блока питания силовой части и при необходимости разрядить их с помощью данного разъёма.А затем производить ремонтные работы/обслуживание аппарата.
Расположение пластиковой площадки с блоками внутри корпуса аппарата.
Крепится данная площадка следующим образом: верхняя часть с помощью соединения болт-гайка крепится к профильному металлу, который усиливает верх боковой стенки корпуса,а нижняя часть-к двум алюминиевым уголкам, закреплённые на основании корпуса аппарата.
Данную площадку установил на небольшом расстоянии от боковой металлической стенки корпуса аппарата,с расчётом на то,чтобы защитить располагаемые на ней электронные блоки от наружного механического воздействия (например,случайные удары снаружи или падение на бок).Так как пластик хоть и имеет определенный запас прочности,но всё же-материал мягкий и гибкий,то в данном случае при проектировании расположения компонентов аппарата расчёт идёт на то, что при механических наружных воздействиях пластиковая площадка просто несколько сработает на небольшой прогиб в обе стороны от своего состояния покоя.(Определенные расчёты производил опираясь на сложный предмет „Сопротивление материалов”).
Крепление жгута проводов.
Используется термоусадка и часть кабель-канала.
Изготовление печатных плат.
Трассировку плат, сверловку, травление, лужение, монтаж компонентов,установку, первый запуск, испытания, замеры выходных данных-также производил самостоятельно.
Трассировка и сверловка.
Трассировку плат производил простым способом.Сначала карандашом нанёс контуры дорожек, произвёл сверловку отверстий под компоненты, затем маркером для нанесения надписей на CD-дисках нанёс/начертил контуры дорожек.Затем произвёл травление платы в безопасном для жизни и здоровья растворе перекиси водорода, лимонной кислоты и пищевой соли.
Трассировка и сверловка платы ЭБУ инвертором.
Плата ЭБУ инвертором.Нанесённые маркером контуры дорожек.Плата готова к травлению.
На силовой плате места вокруг силовых накопительных конденсаторов специально залил эпоксидной смолой.Сделал это для того, чтобы неподвижно зафиксировать данные компоненты,а также,что очень важно, чтобы пыль,мелкие частички мусора и т.п.,которые в процессе эксплуатации будут скапливаться внутри прибора,не попадали под основания конденсаторов между выводами (ножками),тем самым исключил возможность короткого замыкания между ножками конденсаторов и выхода их из строя и других важных компонентов на плате.
Защита плат от пыли, механических воздействий и случайных коротких замыканий.
Для защиты плат ЭБУ инвертором и силовой платы со стороны дорожек нанёс слой защитного диэлектрического лака.Применил лак Plastik 71.В наличии у меня был и Цапонлак,но он мне не подошёл для применения.Наносил защитный лак исключительно на улице, на свежем воздухе,так как лак в процессе нанесения издаёт стойкий запах ацетона, который пропадает после высыхания.Покрыл платы в два слоя, между слоями выдержал время примерно часа два и оставил на сутки до полного высыхания.
Система антизалипания электрода(AntiStick).
Задача была такая-спроектировать компактных размеров блок,с минимальным количеством выводных проводов.А также,чтобы электронная схема содержала в своём составе небольшое количество компонентов,но при этом, чтобы схема работала корректно и эффективно.Условие работы схемы: при срабатывании схемы-шим-контроллер должен отключиться и перестать вырабатывать управляющие сигналы, соответственно ток на выходе инвертора полностью отсутствует,либо понижается до минимального значения,что даёт возможность без препятственно отсоединить электрод.
Данную схему электронного блока антизалипания интернете.Контроль напряжения на выходе инвертора осуществляется в данной схеме с помощью оптопары.Эта часть схемы питания оптопары-это заводской вариант,который устанавливается на современные сварочные аппараты,его я взял за основу.
А вторую часть схемы-доработал самостоятельно.Чтобы схема не была сложной, здесь не стал применять заводской вариант,а применил транзистор и резистивный делитель.
По принципу работы данная схема ничего сложного не представляет:силовая часть этой схемы подключается к выходу инвертора (я подключился на выходе к клеммам с баянетами).При включении сварочного аппарата на выходе появится напряжение и на данной схеме соответственно тоже, вследствие чего оптопара сработает/включится и „притянет”на „минус” базу транзистора, вследствие чего транзистор будет находиться в закрытом состоянии.Если в процессе сварки происходит залипание электрода,то есть происходит короткое замыкание, вследствие чего происходит падение напряжения на выходе инвертора практически до нуля,то происходит практически полное падение напряжения и на входе схемы антизалипания, вследствие чего оптопара закрывается и начинает работать делитесь на резисторах, транзистор открывается и пропускает напряжение.В моём случае я подключился к первой ножке ШИМ-контроллера одним проводом,а вторым проводом подключился на „минус” питания ЭБУ инвертором.То есть,если транзистор открывается-происходит шунтирование первой ножки ШИМ-контроллера на „массу” и ШИМ перестаёт вырабатывать управляющие импульсы.
Кстати, чтобы схема срабатывала с минимальной небольшой задержкой к базе транзистора рекомендую подключить маломощный стабилитрон.Например, на 3,3 или 3,5 Вольта.
Клеммы,к которым подключается электронный блок управления антизалипания.Применил клеммы/разъёмы от проводов.Припаял их к выходным силовым клеммам (крепления баянетов).
На фотографии ниже хорошо видно,как проложены провода блока антизалипания.
Сам блок антизалипания расположил сверху над силовым трансформатором.
Процесс проектирования блока антизалипания.
Порядок тот же,что и при изготовлении других плат.Размечаем и отрезаем необходимого размера кусок стеклотекстолита, определяем расположение компонентов,производим сверловку,наносим контуры дорожек, закрашиваем маркером, производим травление печатной платы,отмываем и сушим после травления,залуживаем и запаиваем компоненты на плату.
Как видно, применённые компоненты предназначены для DIP монтажа,но я их закрепил поверхностным,так сказать SMD монтажём.В процессе сверловки и трассировки не перевернул плату обратной стороной.Плата с компонентами была собрана,откалибрована,протестирована-и работает полностью корректно.
Стабилитрон в базе транзистора номиналом 3,3 Вольта.
Чтобы избежать электромагнитных наводок/шумов от выходного дросселя и других проводов на провода питания блока антизалипания надел ферритовое кольцо.
Чтобы избежать электромагнитных наводок/шумов от выходного дросселя и других проводов на два провода,идущиенадатчик тока тоже надел ферритовые кольца.По одному кольцу на каждый провод.
Большинство составляющих электронных компонентов для данного проекта приобретал новые (заказывал на известном сайте и приобретал по месту в специализированном магазине электронных компонентов и сопутствующих товаров к ним).А также часть высококачественных компонентов выпаивал и применял в схеме проекта из имеющихся в наличии качественных плат от различной техники (фотография представлена ниже
За исключением таких составляющих компонентов/блоков как:
-фильтр питания по входу ( был в наличии от стиральной машины).
Изначально мной был установлен мощный фильтр питания собственной разработки,но в дальнейшем я его заменил,установив готовый заводской фильтр питания от стиральной машины.
-радиатор охлаждения, который я распилил на две равные части и применил в качестве радиаторов охлаждения силового ключа и диодной сборки.А также все остальные радиаторы охлаждения, которые в процессе разработки и сборки были установлены на платах-также были в наличии.
-корпус аппарата. Разработан/спроектирован полностью мной самостоятельно из имеющихся в наличии составляющих.
-ряд конденсаторов, которые установлены в цепи размагничивания трансформатора заменил на один конденсатор, который применяется в индукционных печах (на фотографии ниже).
-выходные силовые диоды заменил на диодную сборку STTH 20003.Они мощнее,надёжнее и более долговечны в работе.
Характеристики диодной сборкой:
-каждый диод выдерживает силу тока до 100 Ампер, напряжение до 1000 Вольт.
Для улучшения работы схемы сделал так называемую „развязку” по „плюсу” питания +24 Вольта.Это „развязка” питания вентилятора охлаждения и силового реле плавного пуска.На схеме ниже видно,что„плюс” питания 24 Вольта на вентилятор охлаждения поступает сразу напрямую от дежурного блока питания через диод Шоттки,что исключает выброс обратно в схему ЭДС от вентилятора охлаждения.Обороты вентилятора снизились незначительно при этом.Диод Шоттки установил на алюминиевый небольшой радиатор охлаждения,но эта мера-скорее для эстетики монтажа данного компонента,чем вынужденная мера,так как у диода характеристики 20 Ампер и 100 Вольт.Это 12-ти кратный запас по силе тока и 4-х кратный запас по напряжению,что исключает его нагрев до критической температуры.А питание на ЭБУ инвертором и соответственно на силовое реле плавного пуска поступает через диод-VD1, установленный по схеме.
Алюминиевый радиатор охлаждения и установленный на нём диод Шоттки закрепил на пластиковой площадке возле вентилятора охлаждения.
Также перед настройкой и отладкой схемы заменил провод управлением базой силового транзистора на витую пару,медным проводом,сечением 1 мм.кв. каждый. Этого будет достаточно,так как для управления базой транзистора не используется большой ток и напряжение.
Почему я решил отказаться от одного провода для передачи управляющего сигнала на базу транзистора и применить неэкранированную витую пару?
-Потому что в этом виде кабеля сигнал и магнитное поле в проводах одинаковые.
-Потому что этот вид кабеля более помехоустойчивый к электромагнитным помехам.
-Потому что такой вид проводов сочетает в себе хорошие механические и электрические характеристики.
-Потому что витую пару легко собрать из двух проводов,накрутив необходимое количество витков,более плотно или менее плотно (то есть пара проводов скручивается между собой определенным количеством витков на единицу длины),и легко установить (простой монтаж).
-Потому что такой вид провода будет работать лучше и качественнее.Управляющий сигнал на транзистор будет проходить стабильнее.
Так как данный вид провода будет проложен в кабель-канале вместе с другими проводами,по которым проходят разные напряжения и токи,то применение витой пары-очень хороший вариант для обеспечения стабильного сигнала для управления важным компонентом силовой части сварочного инвертора.
Пример витой пары.
Силовой кабель (сечение 2 мм.кв.,длина 3 м.) и вилка.
Пара фотографий в процессе разработки/проектирования аппарата.
Настройка и отладка схемы.
Подаем сначала на ЭБУ инвертором питание от отдельного источника питания,например, лабораторный блок питания,и проверяем при помощи осциллографа сигнал на затворе силового транзистора.
Если сигнал присутствует-это хорошо,значит схема работает правильно.При этом коэффициент заполнения должен быть порядка 40-45%.
Далее подаём питание(220 Вольт) на силовую часть инвертора, причём, правильно будет подавать питание через лабораторный автотрансформатор,плавно увеличивая подаваемое напряжение от минимального значения до нормы,а в силовой части схемы в разрыв цепи между диодной сборкой и силовыми электролитическими конденсаторами рекомендуется установить страховочную лампу накаливания на 200 Ватт.
Нагрузочный резистор в схеме обратной связи меняем на резистор номиналом 10 Ом,1-2 Ватта.Необходимо это, чтобы наладить работу схемы на минимальных токах
При настройке/отладке схемы соблюдаем максимально технику безопасности,так как это силовая электроника!На плате установлены силовые электролитические накопительные конденсаторы, которые необходимо разрядить перед началом обслуживания схемы.Естественно аппарат при этом должен быть полностью обесточен-отключен от сети.
Устанавливаем регулятор тока в минимальное положение.Далее нагружаем выход инвертора соответствующей лампочкой,либо нихромовой спиралью или нагрузочным резистором,до того момента,пока не сработает обратная связь по току,то есть длительность управляющих импульсов резко не сократится.
Осциллограмма управляющих импульсов до срабатывания цепи обратной связи по току.
При этом схема должна реагировать на изменение положения ползунка переменного резистора,а длительность импульсов соответственно изменяться.Если схема не реагирует на изменение положения ползунка переменного резистора и длительность импульсов не изменяются,то необходимо поменять местами провода на датчике тока.
Чтобы при необходимости мне удобно было поменять местами провода на датчике тока при настройке схемы и не отпаивать их,я предусмотрительно установил на данные провода соединительные разъёмы при проектировании и сборке аппарата.
Провода жёлтого и красного цвета, идущие на датчик тока.Хорошо видны разъёмы,установленные на них.
Дальше можно поменять страховочную лампу на более мощную, например,300 Ватт.
На этом этапе сопротивление нагрузочного резистора в схеме обратной связи необходимо заменить на менее мощное,например,5 Ом,1-2 Ватт.Процесс настройки повторить.
Теперь можно протестировать инвертор на короткое замыкание на средних значениях тока,то есть попытаться разжечь дугу.На этом этапе можно сказать,что идёт полноценное тестирование сварочного аппарата.
Если схема сварочного аппарата полноценно реагирует на изменение регулировки силы тока-то схема собрана правильно.Также важно-правильно собранная схема во время работы не должна издавать посторонних шумов и свистов.Если таковые шумы присутствуют-значит дело в силовом трансформаторе,а именно, неправильная его сборка, неправильное количество витков обмоток, неправильный зазор, неправильная фазировка.
Теперь проверяем/замеряем напряжение холостого хода.При этом,при вращении регулятора тока напряжение холостого хода не должно изменяться (если такое происходит-необходимо проверить схему).
Ток потребления от сети на холостом ходу силовой частью инвертора (без ЭБУ инвертором) должен быть порядка 0,5-0,6 Ампера.
Ток потребления ЭБУ инвертором на холостом ходу должен быть порядка 0,080-1 Ампера,это с учётом потребления тока катушки реле плавного пуска и вентилятора охлаждения.
Осциллограмма на затворе силового транзистора, инвертор работает на холостом ходу,выход ничем не нагружен, питание силовой части и ЭБУ инвертором-от раздельных источников питания.
Осциллограмма сигнала на фиксирующей обмотке (условия те же).
Осциллограмма сигнала на сетевой обмотке (условия те же)
Осциллограмма сигнала на вторичной обмотке (условия те же)
Теперь можно полноценно испытать сварочный аппарат.
Устанавливаем электрод в держатель электрода и разжигаем дугу.Начинаем процесс сварки на малых токах, постепенно увеличиваем силу тока.Для начала тестируем сварочный аппарат применяя электрод 2 (мм),а при средних значениях тока и больше-электрод можно заменить на 3 (мм).
Рекомендуется работать сварочным аппаратом по 10 минут.Причём, время непрерывной работы должно составлять порядка 6-7 минут,а время работы на холостом ходу 3-4 минуты (то есть 3-4 минуты аппарат работает без нагрузки, на холостом ходу, остывает).Данная рекомендация для условия работы аппарата в режиме максимального тока.
Вес сварочного аппарата получился порядка 8,5-9 килограмм.
Вывод:
Разработка, проектирование,сборка, испытания электроники и электронных блоков, запуск в эксплуатацию готового изделия-сложный,длительный,ответственный процесс,требующий определённых знаний в этой области.А если этим процессом является разработка(учитывается полный цикл работ,от проектирования-до готового изделия) силовой электроники,а конкретная рассматриваю-современные сварочные аппараты инверторного типа-то здесь требуются глубокие знания того,как устроен прибор/аппарат,из каких блоков состоит,из каких компонентов эти блоки состоят и как взаимодействуют,так как это очень сложные приборы.Как правильно производить сложную диагностику и ремонт/обслуживание.Не обладая таковыми знаниями-ни в коем случае не открывайте крышку аппарата и не осуществляйте никакой диагностики,настройки,ремонта и обслуживания,так как высок риск получения травматизма по незнанию.
Силовая электроника-для меня это новый, сложный уровень при работе с электроникой,но очень интересный (до этого несколько лет работал с электроникой уровнем проще).Так как приходится изучать то,как работает эта электроника, как устроена, производить расчёты по сложным формулам, предварительно делать точные чертежи и схемы узлов аппарата,своими руками полностью собирать спроектированные узлы и составляющие блоки,а в некоторых довольно сложных ситуациях-даже обращаться за помощью в профильные высшие учебные заведения для совместного решения возникающих сложных вопросов/моментов при проектировании мною того или иного блока прибора.
Ещё могу добавить то,что работа с силовой электроникой-это совершенно другие температурные режимы работы паяльной станции.Как показывает мой опыт работы,идеальное решение-это использовать в работе паяльную станцию,у которой диапазон рабочих температур регулируется плавно и в достаточно широком диапазоне,и комплектуется такая станция несколькими заменяемыми жалами различной конфигурации.А вот использовать в работе простой паяльник без функции регулировки температуры или даже современный цифровой паяльник не рекомендуется (основываясь на свой личный опыт работы).Так как правильно/профессионально работать/производить ремонт электроники сварочного аппарата не получится из-за того,что на различных участках и блоках необходимо применять разную температуру жала паяльника, потому что в этой электронике применяются на платах более широкие и длинные дорожки.Некоторые из них усиленные (в частности-силовые дорожки, где используется большее количество олова для покрытия дорожек.А для их усиления применяется, например, одножильный медный провод.Несколько таких прутков припаивают на дорожку, тем самым усиливая её).На местах соединения компонентов с дорожками используется металлизация отверстий и большее количество припоя-то и температура паяльного оборудования соответственно будет выше,чем при работе с обычной электроникой.Это один из многочисленных важных моментов при работе со сварочным оборудованием.
Также добавлю то,что при работе в этом направлении появляется серьёзный опыт работы в сфере силовой электроники, например, изготовление печатных плат; расчёты расположения на них составляющих компонентов;опыт работы с паяльным оборудованием (установка правильной температуры паяльника,процесс лужения, процесс запайки компонентов на плату, процесс правильного выпаивания компонентов, хороший опыт даёт работа/процесс по усилению/наращиванию силовых дорожек);работа с термофеном;работа с измерительными приборами,это мультиметр,токовые клещи, осциллограф.Очень важно подробно изучить и понять принцип работы этих измерительных приборов, иначе точность показаний при измерении каких-либо параметров будет неправильной,а кроме того-можно полностью вывести из строя измерительный прибор; большая работа со специфической литературой;общение с профильными специалистами;
И в завершении данной статьи хочу сказать,что изучение электроники, разработка своих проектов-это очень интересное направление работы,даже в любительском непрофессиональном виде.
Конечно, современные электронные компоненты и специфические приборы для обустройства мастерской стоят достаточно дорого, поэтому для тех, кто занимается электроникой и электротехникой любительски на постоянной основе приходится выделять отдельную статью из зарплаты на определенные покупки для своей мастерской: закупка компонентов, приобретение нового лучшего оборудования,обновление механического инструмента в мастерской-это, например,отвёртки, плоскогубцы различных видов и размеров,трещётки и сменные головки к ним,ножёвки по металлу, металлические и пластиковые струбцины,зажимы для фиксации плат, специальные лаки и жидкости для покрытия плат, наборы дремели,электродрели, линейки разной конфигурации, карандаши, специальные маркеры, лабораторные блоки питания, лабораторные автотрансформаторы,оборудование для комфортной и безопасной работы-например, мощные лампы освещения и вытяжка,а также в современной мастерской при работе с современной электроникой невозможно обойтись без ноутбука или даже двух,чтобы найти ту или иную принципиальную схему например,или таблицу данных на те или иные компоненты,либо просмотреть рекомендательное видео,программаторы микроконтроллеров ит.д…(список оборудования для мастерской достаточно большой).Ну и конечно же-олово и флюс, твёрдый или жидкий.На практике я остановился на применении жидкого флюса собственного приготовления,а олово применяю марки ПОС.На данный момент олово марки ПОС меня полностью устраивает по качеству,тем более,что поработав с разными марками припоя,у ПОС оказались лучшие показатели на практике.
В этой статье я изложил свой опыт работы в новом,сложном и серьёзном направлении для меня.
Автор статьи:
Евгений Николаевич.
2021 год, октябрь.
Автор статьи оставляет за собой исключительное право вносить изменения/дополнения в данную статью.
Любое копирование текста и фотографий в данной статье,а также распространение-исключительно с разрешения автора данной статьи.
Статья напечитана для канала АНДРЕЙ ЦЫКИН.