Статья для тех, кто знает, что такое постпроцессор.
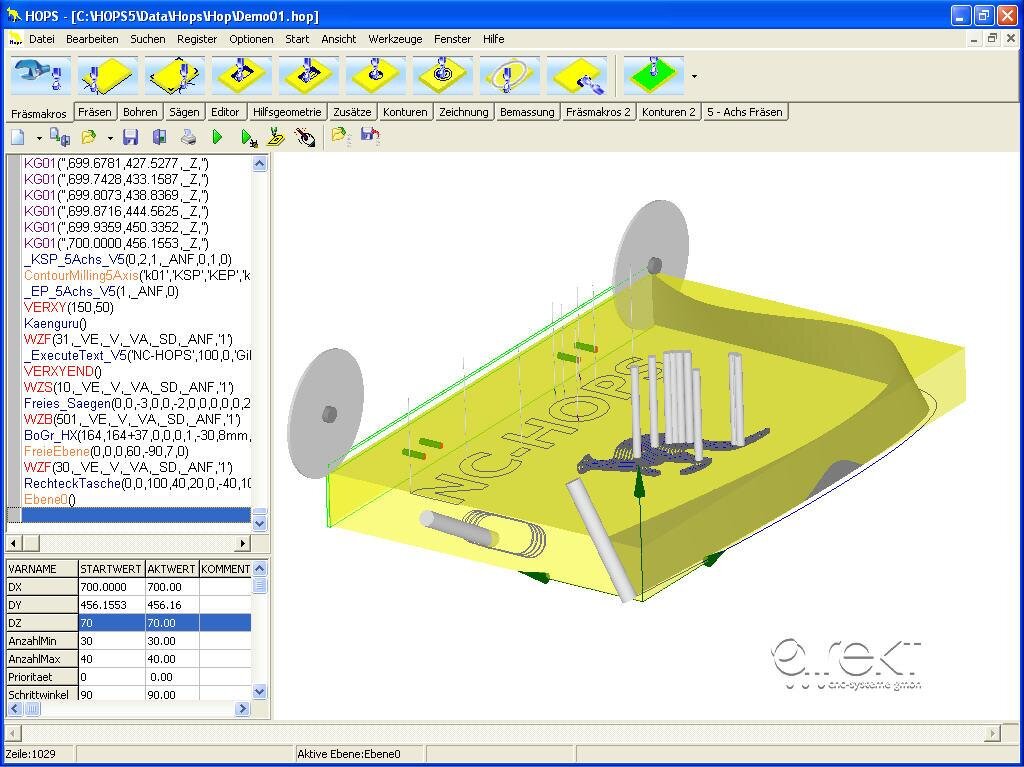
Существует целый класс т.н. "мебельных" станков с ЧПУ. Оснащенных кроме основного шпинделя еще и присадочной сверлильной головой, дисковой пилой, а главное - специальной программой в главном компьютере станка, в которой и создают программы механической обработки.
Программы NC-HOPS, Woodwop, Edicad позволяют быстро создавать технологию для изготовления дверей, фасадов, корпусной мебели. Программы эти параметрические, поменял размеры в чертеже и машина пересчитает управляющую программу. В итоге содержимое файла выглядит вот так:
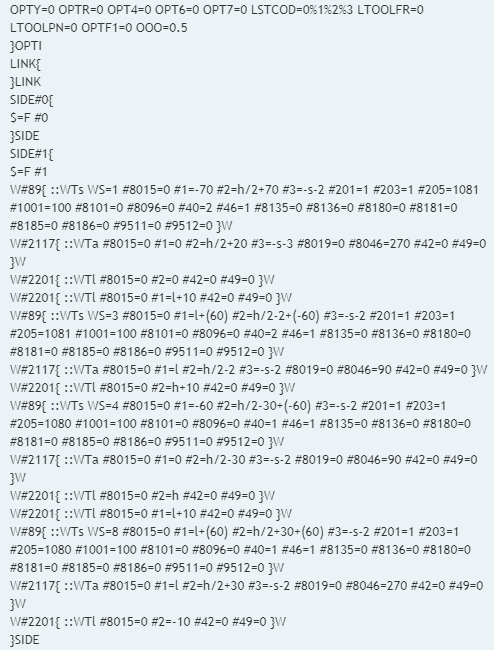
Или вот так:
Это уже совсем не похоже на ISO G-код, а ведь людям хочется на своих довольно дорогих станках изготовлять и 3D-рельефы. Но для этого уже нужна соответствующая CAM-программа - Solidcam, Artcam, Альфакам и т.д. Например, Homag в своих станках позволяет импортировать G-код как подпрограмму к своей основной мебельной программе. Но для большинства этих станков понадобится постпроцессор, который будет выводить тексты аналогичные тем, что на картинке.
Кроме отсутствия документации на синтаксис файлов мебельных программ - считается, что это внутренний формат, и открывать их блокнотом не надо, все будет показано в графическом виде на мониторе станка, придется еще разобраться с различиями в задании начала координат в CAM программе и в той софтине, которая поставляется со станком, с хитростями в задании плоскостей безопасности.
Например, если в Solidcam ноль можно задать на любом углу заготовки, то когда относишь программу на станок, оказывается, что ноль обязательно должен быть в левом нижнем углу будущей детали, так как для удобства программирования на станке, задаются не координаты ноля, а грани будущей детали, которая чаще всего призматическая. И ноль автоматически будет в одном из углов этой грани.
Или вот плоскость безопасности - задал ее как захотел в Solidcam, а у станка есть свое мнение, для него эта плоскость отсчитывается от толщины детали, ее надо обязательно задавать правильно при создании проекта на компьютере станка. И вот, внутри перехода у тебя все хорошо, а между переходами станок будет ехать на своей волне, и может прорезать лишний паз в детали.
Отдельная тема - присадочная голова - там нужно будет помудрить с нумерацией сверл. Бывает, что вместо номера сверла надо задавать его диаметр, и умная машина сама выдвинет нужный инструмент.
На первый свой "мебельный" постпроцессор я угробил полгода, но теперь он, и не только он, работает, и даже в пяти осях на станке Uniteam (TPA-SPA Albatros/edicad). Пришлось долго искать документацию на все эти непонятные четырехзначные числа в программе. На итальянском, немецком и английском языках. Зато горизонтальная присадка, и даже фрезерование угловой головой тоже заработало.
Такие дела.
Если кто знает как на станке Holz-Her обойти NC-HOPS и подсовывать ISO код напрямую в систему станка, то напишите. Я там в одном из окошек видел чистый ISO, похоже в него преобразуются эти хитрые параметрические тексты. Но пока все работает и так, только безбожно тормозит открытие файла и визуализация на компьютере станка.