В процессе эксплуатации основные узлы и детали арматуры непрерывно изнашиваются, для восстановления их работоспособности встаёт вопрос о необходимости проведения ремонта арматуры.
Наиболее распространенные неисправности трубопроводной арматуры, подлежащие устранению при ремонте:
- отсутствие герметичности в связи с пропуском среды между:
- седлом и уплотнительными кольцами затвора;
- корпусом и уплотнительным кольцом седла;
- шпинделем (штоком) и сальниковой набивкой;
- пропуск среды через фланцевое соединение корпуса и крышки;
- задиры на шпинделе в зоне сальниковой набивки;
- выход из строя маховиков управления арматурой, крепежных деталей, привода и т.д.
Все вышеперечисленные повреждения имеют явно выраженный характер и сравнительно легко обнаруживаются при обследовании арматуры.
Несмотря на простоту конструкции трубопроводной арматуры, ее ремонт без применения специализированного оборудования и оснастки для ремонта как в «полевых» условиях, так и на ремонтных участках практически невозможен, т. к. задействуется ряд технологических процессов, которые крайне важно рационально организовать.
Для эффективности предстоящего ремонта рассматриваются и оцениваются его различные критерии: сроки проведения, трудозатратность, экономическое обоснование, надежность оборудования для проведения ремонтных работ.
Оборудование для разборки и сборки общепромышленной арматуры
Для осуществления операций по разборке-сборке деталей и узлов общепромышленной арматуры необходимо использовать специально оборудованное рабочее место (рис. 1), оснащённое полным комплектом инструментов и приспособлений, необходимых в процессе работы.
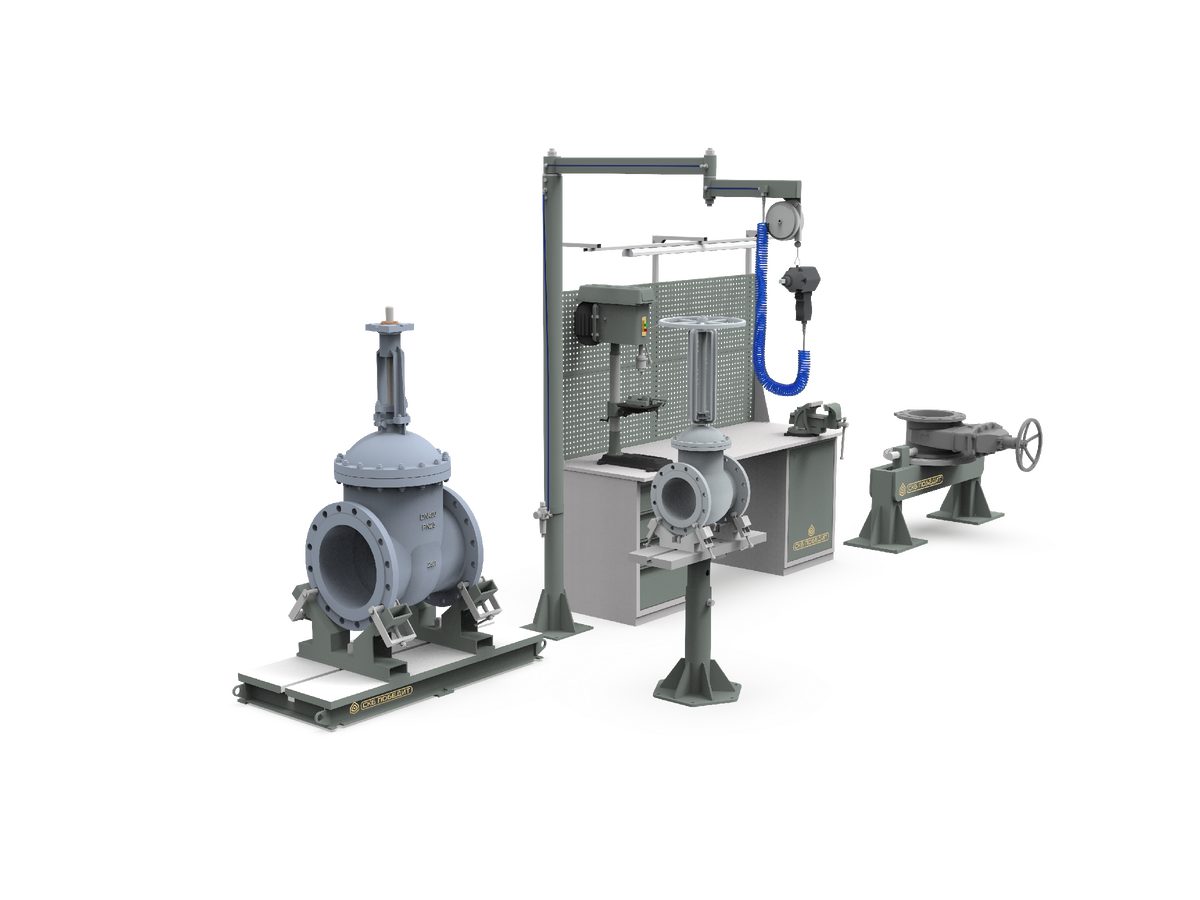
Рис. 1. Оборудование для разборки и сборки
Данное решение позволяет максимально эффективно и быстро подготовить арматуру к дальнейшим манипуляциям в процессе ремонта, а также при необходимости осуществить проверку герметичности, установив изделие на специальный стенд для предвари- тельных пневматических испытаний.
В состав рабочего места входит:
- Стенд для проведения предварительных испытаний арматуры, который позволяет оперативно оценить состояние изделия в условиях производства следующими методами:
- манометрический, основанный на регистрации изменения давления газа за определенный промежуток времени с учетом изменения температуры газа;
- перетечки газа в смежную с испытываемой полость изделия;
- пузырьковым, при котором регистрируются пузырьки газа, вытекающего из изделия, помещенного в воду (в обоснованных случаях – в другую жидкость);
- обмыливания;
- акустического течеискания, основанного на индикации ультразвуковых акустических волн, возбуждаемых при вытекании газа через сквозные поры и щели;
- Стенды для установки, разборки и сборки арматуры с условными проходами DN 15-300 мм и DN 300- 600 мм, которые также служат опорой и исключают возможность опрокидывания арматуры и, как следствие, недопустимых травм у рабочего персонала.
- Верстак с перфорированным экраном и тумбой для хранения необходимого инструмента.
Переносные станки для шлифования и притирки уплотнительных поверхностей
Существенным преимуществом является возможность ремонта арматуры без изъятия ее из трубопровода, что особенно является незаменимым решением при работе с бесфланцевой арматурой. Например, переносное оборудование для шлифовки и притирки уплотнительных поверхностей клиновых задвижек (рис. 2), разработкой которого компания СКБ «ПОБЕДИТ» занимается в рамках Федеральной программы «Старт» Фонда содействия развития малых предприятий в научно-технической сфере (Фонд содействия инновациям). Данный тип оборудования позволяет осуществлять шлифование и притирку уплотнительных поверхностей корпусов клиновых задвижек с условным проходом DN 50-1000 мм без удаления арматуры из трубопровода. При необходимости обработки клина предусмотрена специальная подставка для фиксации и дальнейшей обработки с соблюдением требуемого угла наклона. Шлифование осуществляется при помощи шпинделей и шлифовальных бумажных кругов на самоклеящейся основе, а притирка уплотнительных поверхностей производится чугунными притирочными дисками с применением абразивной пасты.

Станок устанавливается на боковой фланец клиновой задвижки. Осуществляется закрепление и выверка головки станка относительно притираемой поверхности. Шлифование осуществляется до устранения следов износа, небольших задиров уплотнительной поверхности с последующим созданием плоскости для дальнейшей технологической операции. Притирка осуществляется чугунными притирочными дисками, устанавливаемыми взамен шлифовальных шпинделей. Для увеличения скорости выполнения операции, а также для достижения требований по шероховатости и плоскостности на притираемые поверхности наносится абразивная паста.
В состав станка входит:
- привод (допустимо применение пневматического и электрического);
- приспособление для установки на средний фланец корпуса задвижки;
- подставка для обработки клина.
Для восстановления уплотнительных поверхностей корпусов, золотников запорных вентилей также применяют станки в «мобильном» исполнении (рис. 3), что в свою очередь значительно сказывается на сокращении логистических затрат на транспортировку неисправного изделия и отсутствии затрат на монтажные работы, что особенно актуально при использовании большого количества трубопроводной арматуры с типом присоединения «под приварку».
Принцип работы данных станков довольно прост и не требует высокой квалификации персонала. Станок устанавливается и закрепляется на боковом фланце арматуры. Производится выверка шлифовальной головки относительно уплотнительной поверхности арматуры. Шлифование осуществляется наклеенной на торцевые поверхности шпинделей шлифовальной бумаги различной зернистости. Требуемое качество поверхности достигается путем замены шлифовальной бумаги от грубой до более мелкозернистой фракции применяемого материала.
Основными элементами станка являются:
- привод (допустимо применение пневматического и/или электрического);
- установочное приспособление;
- подставка для обработки золотников.
Станок переносной для ремонта запорных клапанов (рис. 4) за счет специальной конструкции обрабатывающей головки, которая создает сложное плоскопараллельное движение и необходимое усилие прижатия инструмента, позволяет добиться высокого качества обрабатываемой поверхности.
Станок устанавливается и закрепляется на боковом фланце арматуры, далее производится выверка шлифовальной головки относительно уплотнительной поверхности арматуры. Шлифование осуществляется наклеенной на торцевые поверхности шпинделей шлифовальной бумаги различной зернистости. Требуемое качество поверхности достигается путем замены шлифовальной бумаги от грубой до более мелкозернистой фракции применяемого материала.
Основными элементами станка являются:
• привод (допустимо применение пневматического и электрического);
• установочное приспособление;
• устройство центровки.
Использование подобного оборудования обеспечит осуществление ремонта в оптимальные для предприятия сроки с меньшими трудовыми и экономическими затратами, исключив при этом простой.
Кроме того, посредством ремонта трубопроводной арматуры можно значительно увеличить срок службы арматуры, повысить безаварийность работы и тем самым снизить риск остановок трубопровода и затрат на его эксплуатацию.
Таким образом, отремонтированная арматура остается непосредственно на трубопроводе с соблюдением всех установленных правил. По окончании проводимых операций и сборке следует проверить надежность всех узлов и креплений, а также правильность установки привода, крутящий момент на маховике или рукоятке.
Ремонт арматуры осуществляется исключительно квалифицированными специалистами, ознакомленными с конструкцией арматуры и ее назначением, имеющими опыт ее ремонта и прошедшими соответствующий производственный инструктаж.
Переходите на наш сайт Ремонт и испытания арматуры (жми здесь)
Читайте ещё:
ТЕХНОЛОГИЯ СБОРКИ И РАЗБОРКИ ТРУБОПРОВОДНОЙ АРМАТУРЫ
СТЕНД ДЛЯ ИСПЫТАНИЙ И НАСТРОЙКИ СППК