Инновационные охладители:
проблемы и решения
Разработчики современной преобразовательной техники стремятся к повышению удельной мощности преобразователей. Поэтому одним из важнейших этапов данной работы становится решение задачи по повышению эффективности отведения тепла от силовых полупроводниковых приборов. Освоение предлагаемых охладителей, позволит разработать функционально законченные блоки охлаждения, конструктивно представляющие собой устройства силовой электроники спроектированные по модульному принципу, охватывающие широкий диапазон возможных реализаций, решений и исполнений, предназначенных для решения конкретных задач, от разработки простых однофазных преобразователей мощностью несколько кВт, до мощных мегаваттных трехфазных преобразователей.
В настоящее время, силовые блоки в статических преобразователях выполняются на беспотенциальных модулях: диодно-тиристорных, IGBT (Insulated Gate Bipolar Transistor), MOSFET, IPM (Intelligent Power Modules), карбидокремниевых SiC-MOSFET, на основе нитрида галлия GaN-MOSFET, а также мощных полевых транзисторах со статической индукцией (СИТ).
Разработка и создание новых силовых полупроводниковых приборов привели к увеличению тока через полупроводниковые приборы свыше 5000 А, значение тепловыделений достигает 7,0 кВт и более на один силовой прибор, что ставит перед необходимостью обеспечения их высокоэффективного охлаждения. Удельное значение мощности потерь, рассеиваемой в современных модулях, достигает сотен Вт/см².
Стремление к снижению габаритов и увеличению мощности преобразовательных устройств неизбежно создает серьёзные проблемы, связанные с отводом тепла. Достижения технологии IGBT последних лет привели к появлению кристаллов с предельно высокими значениями плотности тока, диапазон их рабочих температур расширен до 200º С. В результате этого, все более возрастает значение теплового перехода «корпус – охладитель – окружающая среда», а характеристики системы охлаждения становятся решающими при проектировании конструкции статического преобразователя. Физические ограничения для систем отвода тепла определяются значением максимальной рассеиваемой мощности, температурой внешней среды, габаритными размерами, весом и надежностью.
Поэтому, основным направлением в решении проблемы создания мощных статических преобразователей является разработка и производство высокоэффективных охладителей, а также применение более эффективных способов охлаждения, жидкостного, испарительного, позволяющих увеличить коэффициент теплоотдачи, а также уменьшить массу и габариты охлаждающих устройств и преобразователей в целом.
Одним из существенных факторов определяющим перегрев силовых полупроводниковых приборов является тепловое сопротивление охладителя. На внешнее тепловое сопротивление охладителя, в основном влияют два параметра: коэффициент теплоотдачи и площадь теплоотдающей поверхности охладителя. Коэффициент теплоотдачи зависит от множества факторов, в том числе: от способа передачи теплоты, скорости движения теплоносителя, его теплофизических свойств, разности средней температуры поверхности охладителя и теплоносителя и т.д.
В условиях естественной конвекции и излучения при избыточной температуре 20ºС коэффициент теплоотдачи не превышает 10 Вт/м²·К, а максимальная поверхностная плотность теплового потока, отдаваемая охладителем, составляет примерно 0,04 Вт/см².
В связи с тем, что передача теплоты внутри охладителя передается на все более значительные расстояния и осуществляется за счет теплопроводности, температура охладителя с увеличением расстояния от силового полупроводникового прибора существенно падает, несмотря на высокую теплопроводность охладителя, что приводит к неэффективному использованию материала охладителя. Поэтому, при естественном охлаждении силовых полупроводниковых приборов увеличение габаритов и массы охладителей происходит быстрее, чем рост тока через прибор.
При принудительном воздушном охлаждении, при величинах скорости воздушного потока 6…12 м/сек. и избыточной температуре 20ºС, коэффициент теплоотдачи находится в диапазоне (70…150) Вт/м²·К, а максимально отводимая охладителем плотность теплового потока равна (3…5) Вт/ см². Возможности принудительного воздушного охлаждения так же ограничены, увеличение скорости движения охлаждающего воздуха более 15 м/сек. экономически не оправдано, так как приводит к значительному росту аэродинамического сопротивления, и мощности вентиляторов. Низкая интенсивность теплоотдачи в воздух, даже при принудительном воздушном охлаждении делает необходимым значительное увеличение поверхности охладителя, что в конечном итоге не приводит к желаемому результату на преобразователях большой мощности, даже при степенях защиты IP20 и IP21.
При использовании принудительного жидкостного охлаждения коэффициент теплоотдачи находится в диапазоне (1…5)х10³ Вт/м²·К, а отводимая плотность теплового потока равна (10…20) Вт/см².
При изменении агрегатного состояния теплоносителя – кипении или испарении хладагента коэффициент теплоотдачи находится в диапазоне (30…45)х10³ Вт/м²·К, а отводимая плотность теплового потока равна (30…80) Вт/см².
Чем выше коэффициент теплопроводности, тем ниже тепловое сопротивление охладителя и, соответственно, выше его эффективность. Аналогичная ситуация складывается и в отношении теплоотдающей поверхности охладителя (которая определяется его геометрическими параметрами) – чем больше площадь этой поверхности, тем ниже тепловое сопротивление охладителя, однако излишнее увеличение площади поверхности теплообмена автоматически приводит к резкому увеличению габаритов и массы охладителя.
Потери, генерируемые полупроводниковыми кристаллами в процессе работы, приводят к повышению их температуры, снижению производительности и надежности работы системы.
Существует эмпирическое соотношение, в соответствии с которым при повышении средней рабочей температуры силового кристалла на 20ºС его ресурс сокращается вдвое. Чтобы исключить перегрев кристалла и рассеять тепло выделяемое кристаллом, необходимо его эффективное охлаждение.
Поэтому проблема отвода тепла является одной из самых важных при проектировании преобразовательной техники, особенно это относится к преобразователям большой мощности.
Состояние техники систем жидкостного охлаждения
Традиционно используются два вида жидкостных охладителей, это закрытые и открытые.
Закрытые жидкостные охладители
Закрытые охладители, как правило, изготовляются из алюминия и его сплавов, в плите выполняются каналы, или содержат вмонтированные в плиты медные (алюминиевые) трубки для прохождения охлаждающей жидкости. [2] По другой версии закрытые охладители изготавливаются из двух металлических плит, с выполненными в них каналам, которые затем соединяются сваркой, пайкой. Охлаждающая жидкость проходит между двумя плитами по каналам, при этом поток охлаждающей жидкости проходит параллельно поверхности силового модуля, закрепленного на плите. Охладители имеют входной и выходной патрубки для подачи и отвода охлаждающей жидкости.
В конструкциях с каналами, проходящими внутри охладителя, крепление силовых модулей и элементов силового блока, вызывают большие затруднения, так как их крепление нельзя проводить над каналами и в непосредственной близости около них. Как правило, каналы выполняются с определенным шагом. Крепление силовых модулей, в зависимости от конструкции и мощности силового модуля тоже разные и иногда сложно закрепить модуль, так как крепёжные отверстии попадают в каналы, кроме того на охладителе необходимо закрепить электронные элементы которые должны закрепить в непосредственной близости с силовыми модулями.
Эффективность теплообмена между изолирующей подложкой силового модуля и охладителем зависит от качества сопрягаемых поверхностей, которые неизбежно имеют некоторую шероховатость и неравномерность. Как следствие, в зоне сопряжения образуются воздушные полости, препятствующие прямой передачи тепла (теплопроводность воздуха низкая – λair =~ 0,03 Вт/м²·К). Для улучшения качества теплопередачи воздушные полости заполняют теплопроводящим материалом TIM (Thermal Interface Material) термоинтерфейсом.
Количество тепла, которое способна отвести от себя система «модуль – охладитель», определяется её общим тепловым сопротивлением. Значительный вклад в это сопротивление вносит материал термоинтерфейса, нанесенного между основанием модуля и охладителем. У любого материала, служащего в качестве термоинтерфейса, собственное тепловое сопротивление Rth(j-s) выше, чем у алюминия или меди из которых изготовляются охладитель и основание модуля.
Традиционно разработчики преобразовательной техники используют силиконовые теплопроводящие пасты. При низкой стоимости эти материалы обладают достаточно высокой теплопроводностью. Однако теплопроводящие пасты имеют ряд недостатков, например способны выдавливаться из под основания модуля из-за капиллярного и pump – эффектов во время термоциклирования. С течением времени термопасты пересыхают, а это влечет за собой рост теплового сопротивления и может в дальнейшем привести к отказу оборудования.
В настоящее время используют так же и теплопроводящие прокладки. Термопрокладки, выполняются на основе силикона, имеют более долгий срок службы, не подвержены капиллярному и pump – эффектам и более удобны в использовании. Современные технологии позволили создать теплопроводящие прокладки на основе графита. Такие термопрокладки превосходят по тепловым характеристикам силиконовые и практически не подвержены эффектам старения, что значительно увеличивает их срок службы. Однако графитовые теплопроводящие прокладки имеют более высокую стоимость.
Сегодня в силовой электронике все большее применение находят материалы с изменяющимся фазовым состоянием PCM (англ. Phase-Change Matereial). Основное свойство РСМ – способность менять свое агрегатное состояние при достижении температуры фазового перехода, при достижении определенного температурного порога материал переходит из твердого состояние в жидкое. Данный процесс является обратимым, и после снижения температуры ниже значения температуры фазового перехода РСМ вновь затвердевает.
РСМ в качестве термоинтерфейса сочетает преимущества классических термопаст и теплопроводящих прокладок, и при соблюдении температурных режимов не подвержен пересыханию, капиллярному эффекту и эффектам деградации материала, характерным для термопаст, а также имеет более низкую стоимость по сравнению с термопрокладками.
Несмотря на многие конструктивные отличия, все закрытые охладители имеют промежуточный слой термоинтерфейса, между основанием силового модуля и охладителем. По сравнению с другими компонентами «тепловой системы» TIM имеет наихудшие характеристики, поэтому ее использование можно рассматривать как крайне нежелательную необходимость.
Открытые жидкостные охладители
Способ изготовления открытого жидкостного охладителя
Предложен способ изготовления эффективных, универсальных, недорогих открытых жидкостных охладителей для охлаждения силовых модулей, с высокими техническими и эксплуатационными характеристиками (данный способ защищен патентом РФ на изобретение) [1]. Потенциальные области применения данных охладителей многообразны, это электротехническая, радиоэлектронная, автомобильная промышленность, установки индукционного нагрева металла.
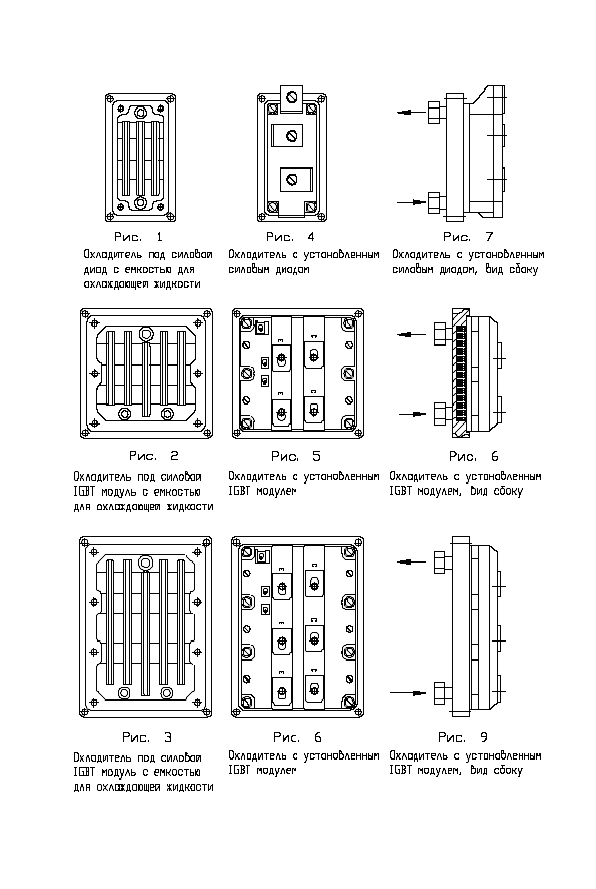
На рис. 1…9 изображены автономные диодные и IGBT модули с охладителями, конструктивно представляющие собой устройства силовой электроники, спроектированные по модульному принципу, охватывающие широкий диапазон возможных реализаций, решений и исполнений.
Изготовление автономного жидкостного охладителя, выполняется под конкретный силовой модуль, например IGBT модуль (с размерами корпуса 140х130 мм). Берётся металлическая пластина с высоким коэффициентом теплопроводности и с хорошей способностью к механообработке, например алюминиевая пластина размером 160х150 мм толщиной 20 - 30 мм. На обрабатывающем центре с числовым программным управлением (ЧПУ), проводят фрезерование площадки размером 144х134 мм, на глубину, например 2 мм, то есть превышающим периметр контура основания силового модуля на 2 мм по всему периметру модуля. Затем по предварительно смоделированным тепловым режимам, например по программе CFD (компьютерная динамика жидкостей) или по программе Flow Simulation интегрированной в полнофункциональную версию системы Solid Works, на вновь образованной площадке, предварительно отступив от краев площадки расстояние, например 10 мм проводят фрезерование емкости охладителя с каналами для охлаждающей жидкости. Для повышения турбулентности проходящей охлаждаемой жидкости стенки каналов выполняют извилистыми и сужающимися от основания емкости к вершине, а сами каналы волнообразными, причем высота стенок каналов, всегда располагается ниже плоскости соприкосновения охладителя с основанием силового модуля, например на 1,0 мм. По периметру площадки, в соответствии с расположением крепежных отверстий силового модуля, сверлят крепежные отверстия. На одном конце емкости выполняют отверстия для подвода, а на противоположном конце отверстия для отвода охлаждающей жидкости. В отверстия для подвода и отвода охлаждающей жидкости устанавливают трубки со штуцерами. Затем проводят финишную обработку площадки, места соприкосновения охладителя с силовым модулем. По периметру площадки, на место соприкосновения охладителя с силовым модулем, устанавливается теплопроводящая прокладка выполненная, например, на основе силикона или графитовая теплопроводящая прокладка.
Устанавливают силовой модуль на охладитель и проводят его крепление, в соответствии с рекомендациями по порядку установки крепежа и усилиям его затяжки. Углубление, по периметру между корпусом силового модуля и стенками охладителя, заполняют герметиком, например Loctite-5205.
Далее проводят тест на герметичность, для этого в входную трубку со штуцером подают охлаждающую жидкость (например, водно-гликолевую смесь) под давлением 7 бар, выходную трубку со штуцером заглушают и выдерживают, например в течении часа.
Автономные охладители, с емкостью для охлаждающей жидкостью под силовые модули, могут быть выполнены литыми или изготовленные на 3D принтере.
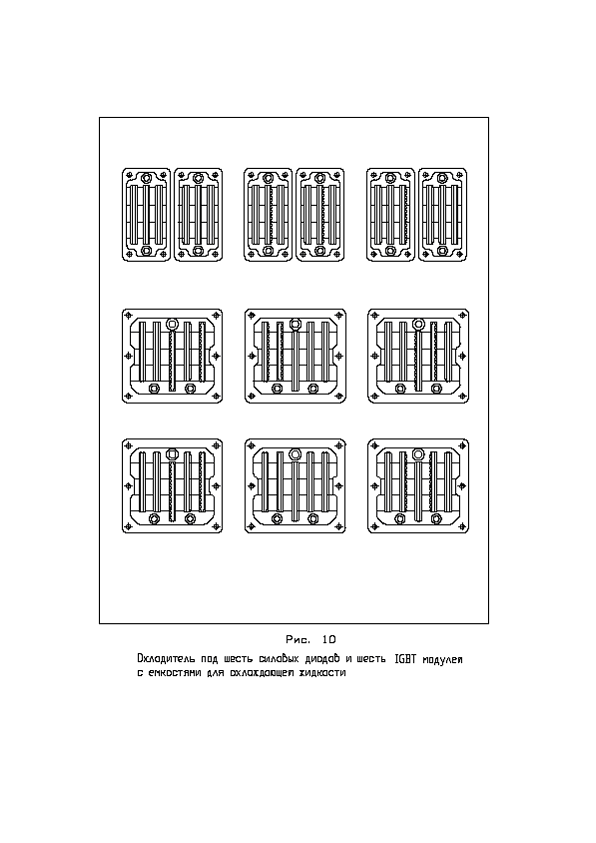
На рис. 10…13 изображена многоканальная система жидкостного охлаждения из шести диодных и шести IGBT силовых модулей (выпрямитель и инвертор).
Берётся металлическая пластина с высоким коэффициентом теплопроводности, с хорошей способностью к механообработке, например алюминиевая пластина размером 550х715 мм. толщиной, например 30 - 40 мм. На обрабатывающем центре с ЧПУ на пластине, в соответствии с разметкой, производят фрезерование шести емкостей под диодные модули и шести емкостей под IGBT модули. Идеология выполнения емкостей охладителя, под конкретные модули, остается такой же.
По периметру площадок, на места соприкосновения охладителя с силовыми модулями, устанавливаются теплопроводящие прокладки.
Устанавливают силовые диодные и IGBT модули на охладитель, и производят их крепления. Углубления, между корпусами силовых модулей и емкостями для охлаждающей жидкости заполняют герметиком, например Loctite-5205.
Далее проводят тест на герметичность, для этого в трубку со штуцером (входной магистральный коллектор) подают охлаждающую жидкость (например, водно-гликолевую смесь) под давлением 7 бар, выходную трубку со штуцером (выходной магистральный коллектор) заглушают и выдерживают, например в течении часа.
Циркуляция охлаждающей жидкости в многоканальной системе жидкостного охлаждения осуществляется с помощью насоса (на фиг. не показан). Охлаждающая жидкость из магистрального коллектора через распределительные коллектора, подводящие шланги со штуцерами, подключенные к подводящим штуцерам входных трубок, поступает и заполняет емкости охладителей, и по каналам поднимается к основаниям силовых модулей, охлаждая их. Далее охлаждающая жидкость из емкостей поступает в отводные отверстия, и через отводящие трубки, выходные штуцера, по отводящим шлангам, поступает к отводным распределительным коллекторам, и затем поступает в отводной магистральный коллектор, из которого охлаждающая жидкость поступает в теплообменник (на фиг. не показан). Далее процесс повторяется.
Эффективность охлаждения силовых модулей при данном способе изготовления жидкостного охладителя достигается за счет:
- равномерного распределения силовых модулей по поверхности охладителя;
- моделирования тепловых процессов, результатом которого является оптимизация размеров поперечного сечения жидкостного охладителя (количество каналов и его глубина, зазор между высотой стенок каналов и основаниями силовых модулей и т. д.), объемная скорость потока жидкости, ее теплоемкость, плотность и вязкость;
- наличия турбулентности проходящей жидкости в каналах емкости;
- непосредственного контакта основания силового модуля с охлаждающей жидкостью (примерно 85% площади) и только не более 15% площади основания силового модуля имеет контакт с охладителем, через теплопроводящую прокладку;
- равномерного распределения потоков охлаждающей жидкости проходящей через емкости с каналами, и высокому коэффициенту теплопередачи (порядка 1200 Вт/м²·К), в результате чего, тепло от силового модуля, отдается в охлаждающую жидкость с незначительными потерями.
Кроме того, возникающие при переключении силовых модулей высокие значения скоростей изменения сигнала di/dt, du/dt приводят к появлению переходных перенапряжений, шумов и помех. Для борьбы с ними в мощных импульсных преобразователях необходимо обеспечивать минимальное значение распределенных индуктивностей силовых линий связи. Все это накладывает определенные трудности при проектировании статических преобразователей средней и большой мощности, в связи с этим силовые модули, драйверы, электролитические и снабберные конденсаторы, датчики тока и температуры должны размещаться компактно на общем эффективном охладителе. Данная конструкция силового блока, как нельзя лучше позволяет это сделать, так как емкости с охлаждающей жидкостью находятся непосредственно под силовыми модулями. Остальное пространство свободно под размещение и крепления элементов устанавливаемых на охладителе. Поэтому проблем с размещением и креплением элементов нет, да и габариты самого охладителя могут быть любые по конкретную конструкцию силового блока.
Охладитель изображенный на рис. 10…13 может использоваться и с испарительной системой охлаждения. В качестве теплоносителя применяют, например, фреон 113 или перфтордибутиловый эфир МД-3Ф.
В результате нагревания силовых модулей, установленных на охладителе и самого охладителя, теплоноситель в охладителе нагревается, происходит расширение жидкого теплоносителя, повышение давления жидкой фазы теплоносителя до давления конденсации, и превращение теплоносителя в парожидкостную фазу. При этом происходит отбор тепла от силовых модулей и охладителя, при одновременном нагреве теплоносителя жидкой фазы до температуры конденсации, и полученное тепло используется в расширительном цикле для охлаждения силовых модулей и охладителя. За счет избыточного давления в автономных емкостях, парожидкостный теплоноситель по каналам поступает в отводящие трубки и через выходные штуцера, по отводящим шлангам поступает в выходные распределительные коллектора, и затем в выходной магистральный коллектор. Далее парожидкостный теплоноситель поступает в конденсатор, где конденсируется, смешивается с жидкой фазой теплоносителя охлаждается и попадает во входной магистральный коллектор из которого поступает в распределительные коллектора, и через подводящие шланги, теплоноситель вновь поступает в емкости, на которых установлены силовые модули.
Охлаждение силовых модулей и охладителя происходит за счет тепла выделяемого силовыми модулями, и чем сильнее происходит нагрев силовых модулей и охладителя, тем выше давление и конденсация теплоносителя, и эффективней охлаждение силовых модулей.
Эффективность охлаждения достигается за счет изменения агрегатного состояния теплоносителя и высокого коэффициента теплоотдачи.
Важным преимуществом данного способа испарительного охлаждения являются:
- отсутствие вращающихся деталей;
- бесшумность работы;
- отсутствие вибрации.
Всё это намного упрощает статический преобразователь и делает его более надежным.
Модульное исполнение охладителей
Литература
1. Патент РФ на изобретение № 2647866 Способ изготовления жидкостного охладителя.
2. Каталог охладителей Итальянской фирмы «TECNOAL s. n. c.» 2014 г
3. Prof. Dr. Ronald Eisele, Klaus Osterwald Инновационные технологии охлаждения силовых модулей.
4. Исламгазина Л., Применение различных материалов в системах охлаждения силовых полупроводниковых приборов, в том числе силовых модулей и твердотельных реле. // Силовая Электроника № 3 2005 г.
5. Колпаков А., Охлаждение в системах высокой мощности. //Силовая Электроника № 3 2010 г.
6. Колпаков А., Охлаждение силовых модулей: проблемы и решения.
Часть 1. // Силовая Электроника 2012 г. №3.
7. Колпаков А., Охлаждение силовых модулей: проблемы и решения.
Часть 2. // Силовая Электроника 2012 г. №4.
8. Колпаков А., Охлаждение силовых модулей: проблемы и решения.
Часть3. // Силовая Электроника 2013 г. №6.
9. Konstantin Lickey, Stefan Schuler. Охлаждение силовых модулей. Часть 4. // Силовая Электроника 2015 г. №3 г.
10. Колпаков А., Охлаждение силовых модулей. Оценка эффективности жидкостных радиаторов в различных режимах работы.
// Силовая Электроника 2016 г. №2.
11. Болдырев А., Исследование теплопроводящих материалов.
// Силовая Электроника 2020 г. №1.