Если Вы открыли эту главу по названию, это означает, что в прошлом Вы сталкивались с этой проблемой. Мы все знаем, что тема вибрации инструмента является сложной. Эта проблема имеет большой и очень негативный опыт, потому что перед ней мы чувствуем себя бессильными, мы не контролируем ситуацию, от этого часто делаем неправильный выбор в попытке решить ситуацию. Вас не удивит, если я скажу что те, кто производит детали с наличием вибрации, имеют много негативных аспектов и ни одного положительного.

Ниже привожу наиболее распространенные из них:
• БРАКОВАННАЯ ДЕТАЛЬ, ПОТОМУ ЧТО НЕ СООТВЕТСТВУЕТ ТРЕБОВАНИЯМ
• СОКРАЩЕНИЕ СРОКА СЛУЖБЫ ИНСТРУМЕНТА
• ПОЛОМКИ ИНСТРУМЕНТА
• ПРЕЖДЕВРЕМЕННЫЙ ИЗНОС ПОДШИПНИКОВ СТАНКА
• УВЕЛИЧЕНИЕ ПРОСТОЕВ СТАНКА
• СНИЖЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ
• ЗАМЕДЛЕНИЕ ПАРАМЕТРОВ РЕЗКИ, КАК ВРЕМЕННОЕ РЕШЕНИЕ
• ЛИЧНОЕ РАЗОЧАРОВАНИЕ, ПОТОМУ ЧТО СИТУАЦИЯ НЕ ПОД КОНТРОЛЕМ
Помимо этих негативных аспектов вибрация инструмента вызывает напряжение в отношениях между людьми, вовлеченными в эту проблему. Как правило, отдел качества сообщает о проблеме в производственный отдел, конечно же, производство останавливается, и начинается серия бесконечных анализов, чтобы решить этот вопрос как можно быстрее. Почему быстрее? Потому что, как известно, логистика требует выполнить поставку клиенту в обещанный срок и это создает ещё больший стресс. Как глазурь на торт, затем приходит менеджер, который благословляет всех типичной фразой:
Я НАХОЖУ КЛИЕНТОВ, А ВЫ ДЕЛАЕТЕ ТАК, ЧТО ОНИ УБЕГАЮТ!
Всё это происходит и, если нам повезет, проблема будет обнаружена сразу же, внутри компании. Наоборот, когда проблема обнаруживается у конечного клиента, взрывается бомба в буквальном смысле, и в компании царит стресс. На этом уровне, в дополнение к тому, что уже потрачено, Вы тратите ещё больше, потому что, возможно, деталь была уже собрана, упакована, отгружена, а это уже половина репутации компании. Как известно, требуется целая жизнь, чтобы завоевать клиента и при малейшей вибрации его потерять! (Просто, чтобы быть в теме). Таким образом, именно по этой причине эффект бомбы приобретает ЯДЕРНУЮ мощь!
ИТАК, ЧТО ВЫ ДЕЛАЕТЕ, КОГДА ВАШ ИНСТРУМЕНТ ВИБРИРУЕТ?
Классический маршрут, который я видел несколько раз, это сделать следующее:
• УБРАТЬ ВСЕ БРАКОВАННЫЕ ДЕТАЛИ КАК МОЖНО СКОРЕЕ
• ПРОВЕСТИ БЕЗРЕЗУЛЬТАТНЫЙ ПОИСК ОПЕРАТОРА, КОТОРЫЙ ЧТО-ТО ИЗМЕНИЛ
• УМЕНЬШИТЬ СКОРОСТЬ ВРАЩЕНИЯ ШПИНДЕЛЯ, СПОСОБ, КОТОРЫЙ РАБОТАЕТ ПОЧТИ ВСЕГДА. ТОЛЬКО ЖАЛЬ, ЧТО ЗАМЕДЛЯЕТ ОПЕРАЦИИ
• ПОЗВОНИТЬ ПОСТАВЩИКУ ИНСТРУМЕНТА ДЛЯ ПОИСКА РЕШЕНИЯ
• КОНТАКТИРОВАТЬ С ДРУГИМИ ПОСТАВЩИКАМИ В НАДЕЖДЕ,ЧТОУНИХЕСТЬСИЛЬНЫЕРЕКОМЕНДАЦИИ...
• НАЧИНАТЬ ИНСТИНКТИВНО ДЕЛАТЬ ИСПЫТАНИЯ, ИЗМЕНИВ НЕСКОЛЬКО ПЕРЕМЕННЫХ ЗА ОДИН РАЗ, НЕ ПОНИМАЯ СИТУАЦИЮ
Я думаю, что все проходили эти ситуации. Лично я много лет назад, посещая внутреннее испытание, видел, как более или менее повторялись одно и то же. Устав ТРАТИТЬ ОГРОМНЫЕ УСИЛИЯ на эту тему, мы сформировали команду людей, которые взяли быка за рога. Мы потратили время и вот что получилось: вибрация - это точная наука, а не что-то таинственное, как иногда думают. Сегодня я предлагаю Вам совершить интересное путешествие, чтобы обнаружить источники вибраций, которые образуются в станке. Во время этой поездки я обнаружил очень интересные концепции, которыми я хочу поделиться с Вами. Безусловно, если Вы каким-то образом вовлечены в мир механической обработки, эти понятия могут помочь Вам значительно улучшить работу.
ВСЁ НАЧИНАЕТСЯ С ПРОСТОЙ ВИБРАЦИИ...
Увидев, как вибрация приводит к кризису в отделе или даже подрывает репутацию компании, мы подробно рассмотрим, что находится позади... Получить деталь с последствиями вибрации это только конечный результат ряда ситуаций, которые не находятся под контролем. Ниже перечислим список из 13 базовых пунктов (некоторые банальные, некоторые нет), которые непосредственно влияют на вибрацию и, возможно, Вы никогда не думали их проверять:
• ИНСТРУМЕНТ ИЗНОШЕН
• ИНСТРУМЕНТ НЕЖЕСТКО ЗАЖАТ В ДЕРЖАТЕЛЕ ИНСТРУМЕНТА
• КОНУС ДЕРЖАТЕЛЯ ИНСТРУМЕНТА ИЗНОШЕН
• БЕГУНОК ДЕРЖАТЕЛЯ ИНСТРУМЕНТА ИЗНОШЕН
• КОНУС ШПИНДЕЛЯ СТАНКА ИЗНОШЕН
• ПОДШИПНИКИ ШПИНДЕЛЯ СТАНКА ИЗНОШЕНЫ
• ЛИНЕЙНЫЕ ПОДШИПНИКИ 3-Х ОСЕВОГО МОДУЛЯ ИЗНОШЕНЫ
• УСИЛИЕ ЗАЖИМА КОНУСА ИНСТРУМЕНТА
• ЗАЖИМ ЗАГОТОВКИ НЕСТАБИЛЬНЫЙ
• СОЖ НЕ ПОДВЕДЕНА ИЛИ ОТСУТСТВУЕТ
• ДЕРЖАТЕЛЬ ИНСТРУМЕНТА И/ИЛИ ИНСТРУМЕНТ НЕ СБАЛАНСИРОВАН
• ОСЬ ШПИНДЕЛЯ НЕ СБАЛАНСИРОВАНА
• РЕЗОНАНС В СТРУКТУРЕ СТАНКА
Мы быстро замечаем эти пункты, начиная с первого пункта “ИНСТРУМЕНТ ИЗНОШЕН”: это то, что всегда анализируют и обвиняют в первую очередь, я предлагаю сразу перейти ко второму пункту “ИНСТРУМЕНТ НЕЖЕСТКО ЗАЖАТ В ДЕРЖАТЕЛЕ ИНСТРУМЕНТА”. Даже если этот пункт кажется банальным, это совсем не так: инструмент не затянут должным образом и может быть причиной проблемы. Как правило, гидравлический зажим это шаг вперед по сравнению с упругим зажимом, так как является более жестким из-за гидравлического механизма закрытия. В более сложных случаях я испытал «горячий зажим». Эта система устраняет на 100% все возможные игры, делая держатель инструмента и инструмент одним целым в пользу жесткости. Пункт “КОНУС ДЕРЖАТЕЛЯ ИНСТРУМЕНТА ИЗНОШЕН” является темой, про которую часто забывают. Предполагается, что конус никогда не изнашивается, он вечный и поэтому многие не думают, что это может быть причиной. Решение - простая замена. Вместе с износом конуса требуется проверка “БЕГУНОК ДЕРЖАТЕЛЯ ИНСТРУМЕНТА ИЗНОШЕН”, который по тем же причинам, что и конус, также считается вечным, но, на самом деле, он имеет узкие контактные точки, которые подвержены износу.
“КОНУС ШПИНДЕЛЯ СТАНКА ИЗНОШЕН”: это происходит, когда станок работает в течение многих лет и циклы смены инструмента выполнялись миллионы и миллионы раз. В этом случае изготовитель может заменить шпиндель или, в некоторых случаях, отшлифовать конус, регенерируя его.
Пункт, который вместо этого часто принимается во внимание, и в качестве причины вполне логично, но не всегда ею является, это “ПОДШИПНИКИ ШПИНДЕЛЯ СТАНКА ИЗНОШЕНЫ”. В седьмом пункте мы видим “ЛИНЕЙНЫЕ ПОДШИПНИКИ 3- Х ОСЕВОГО МОДУЛЯ ИЗНОШЕНЫ”: статистика дает нам данные, которые указывают на эту причину как редкую и, в случае замены, проблема в большей степени связана с ошибками программирования и последующей поломкой.
Пункт, который редко контролируется, “УСИЛИЕ ЗАЖИМА КОНУСА ИНСТРУМЕНТА”: этот пункт проверяется тягой конуса ISO40 около 1000 кг. Если клиент не выполняет профилактику, этот пункт часто может стать проблематичным и генерировать вибрации на детали до потери во время смены инструмента.
“ЗАЖИМ ЗАГОТОВКИ НЕСТАБИЛЬНЫЙ”: говоря о вибрациях, мы сразу же сосредоточиваемся на инструменте, но, иногда, решение находится с другой стороны, в зажиме заготовки в нестабильных точках, или падении гидравлического давления.
Несколько месяцев назад я испытал следующую проблему, вызванную “СОЖ НЕ ПОДВЕДЕНА ИЛИ ОТСУТСТВУЕТ”: кажется, тема смешная, но в течение четырех дней клиент сходил с ума, потому что не мог выполнить одну окончательную обработку, которую обычно выполнял.
Оказалось, что оператор заменил держатель инструмента на другой с конусом без подачи СОЖ. Таким образом, СОЖ не подавалась, и тот же инструмент не мог работать как прежде.
Результат: 4 дня искали причину в другом, в том числе поменяли подшипники, а затем потребовали нашего вмешательства, и техник PORTA Solutions, используя простой контрольный список, нашел конус без подачи СОЖ.
“ДЕРЖАТЕЛЬ ИНСТРУМЕНТА И/ИЛИ ИНСТРУМЕНТ НЕ СБАЛАНСИРОВАН”: многие считают, что балансировка нужна только для инструментов от 20000 до 30000 оборотов в минуту. Это неправильно, таким же образом инструменты от 4000 до 6000 оборотов в минуту страдают от дисбаланса.
Для этой темы есть определенное правило, которое поможет Вам понять параметры. Стандарт DIN 69888, который указывает, что нагрузка на подшипник из-за дисбаланса не должна превышать 1% от динамической нагрузки подшипника.
Мало кто знает, что во время заказа инструментов можно апеллировать к этому стандарту, таким образом, сам поставщик будет поставлять сбалансированные инструменты.
Оставаясь в теме балансировки, рассмотрим следующий пункт: “ОСЬ ШПИНДЕЛЯ НЕ СБАЛАНСИРОВАНА”. Очень важно сбалансировать шпиндель, на самом деле на практике это делается следующим образом. Измерение вибрации и балансировка выполняются с помощью прибора под названием балансир и делятся на две фазы: наблюдение и балансировка.
НАБЛЮДЕНИЕ: производится в соответствии с ISO 10816 «Оценка вибрации станка путем измерений на не вращающихся деталях”.
БАЛАНСИРОВКА: производится в соответствии с нормами ISO 1940 “Балансировка вращающихся жестких”.
В соответствии с ISO 10816-3 шпиндели можно отнести к группе 2, что предусматривает уровень вибрации классифицируемый как:
• ХОРОШО: станок в отличном состоянии до 1,4 мм/с RMS;
• ДОПУСТИМО: станок пригоден для длительной эксплуатации без необходимости какого-либо вмешательства от 1,4 до 2,8 мм/с RMS;
• ТЕРПИМО: станок не пригоден для длительной эксплуатации, поэтому требуется вмешательство для улучшения, возможное от 2,8 до 4,5 мм/с RMS;
• НЕДОПУСТИМО: станок не пригоден для работы более 4,5 мм/с RMS.
В заключение я хочу сказать, PORTA Solutions заявляет, что указанное выше выполняется в соответствии с нормами:
• ISO 10816
• ISO 1940
В дополнение к заявленному выше, мы идем ещё дальше, потому что с января 2015 года мы ОБЕСПЕЧИВАЕМ ВЕРХНИЙ ПРЕДЕЛ НАСТРОЙКИ 1,0 мм/с RMS (С ЗАПАСОМ В 40% ОТ НОРМЫ) и я уверяю Вас, что это отражается положительно в следующих аспектах:
• ЛУЧШЕ ОКОНЧАТЕЛЬНАЯ ОБРАБОТКА ДЕТАЛИ КЛИЕНТА;
• СРОК СЛУЖБЫ ИНСТРУМЕНТА БОЛЬШЕ;
• СРОК СЛУЖБЫ ПОДШИПНИКА УВЕЛИЧИВАЕТСЯ;
• СРОК СЛУЖБЫ СТАНКА;
• БЫСТРЕЕ ВРЕМЯ ЦИКЛА.
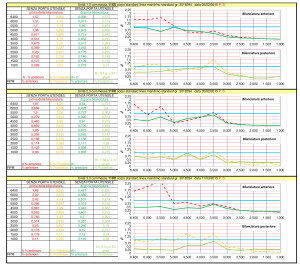
Ниже приведена таблица в качестве примера балансировки шпинделей нашего МУЛЬТИЦЕНТРА ниже порога 1,0 мм/с RMS (С ЗАПАСОМ В 40% ОТ НОРМЫ!):
На тринадцатом месте в нижней части списка из 13 базовых пунктов, которые непосредственно влияют на вибрацию, мы находим решающий аргумент, практически самое главное, что делает разницу. Почему же тогда это расположено внизу списка? Поскольку этот пункт “РЕЗОНАНС В СТРУКТУРЕ СТАНКА”. Очевидно, что если у Вас уже есть станок, Вы мало что можете сделать, и, наоборот, если Вы находитесь в процессе выбора, я могу доказать, что:
МУЛЬТИЦЕНТР БЫЛ РАЗРАБОТАН В СОТРУДНИЧЕСТВЕ С УНИВЕРСИТЕТОМ БРЕШИИ, ЧТОБЫ МАКСИМАЛЬНО УМЕНЬШИТЬ ВИБРАЦИИ!