Штангенциркуль немецкое слово как и качество, от которого произошло слово квалитет.
Не совсем понятно откуда слово появилось. Я так вижу от слов штанга и циркуль, из которых тот и состоит.
От штанги из штангенциркуля образовались ещё инструменты: штангенглубиномер, , штангенрейсмус, штангензубомер, штангентрубомер. Трубомер время от времени пользуются сантехники.
Штангенциркуль предок всех машиностроительных приборов. Потому вам стоит освоить штангенциркуль и вы уже без трёх минут мастер.
Как мерить штангенциркулем?
Штангенциркуль контактный измерительный инструмент, с операторозависимым процессом измерения
Отсюда следует: чем лучше вы умеете мерить и внимательней смотреть, тем точнее будет результат.
Где создавать контакт?
В зависимости от того что вы меряете, контактная поверхность будет или:
Главные губки, или неглавные губки. Из опыта я понял, и верхние и нижние губы надо трогать нежно но уверенно. Это касается не только штангенциркуля.
Губки должны быстро строго параллельны измеряемой поверхности.
Глубиномер с нижним торцом, который надо вводить плавно и аккуратно прижиматься к торцу отверстия. Аккуратно чтобы не царапать стенки и не погнуть глубиномер.
Ось глубиномера держат строго параллельно оси, перпендикулярно торцу детали
Куда смотреть?
Главный измеритель в штангенциркуле: неподвижная штанга и подвижный нониус, который служит уточнителем долей миллиметра.
Измерения штангенциркулем
1. Протираем касательные детали и штангенциркуля
2. Подводим губки, малые или большие и вставляем. Глубиномер
3. Смотрим на штангу, смотрим на нониус
5. Записываем результат.
Вы молодец.
Измерения штангенциркулем. Главные ошибки
Не учитывать губки
Особенно это относиться к большим типа ШЦ-2,3 . Типы инструментов с картинками ниже.
Обыкновенно губки 10 мм. Бывает 20. У совсем старых инструментов губки бывают размера 19,4 или 16,3. И это надо учитывать и всегда помнить. Тоесть вычитать длину губок из того что вы намерили. Сам лично ошибался.
Размер проваленный на 20 мм скорее всего это эпичный фейл. Непоправимый брак и позорное клеймо.
Неполное, кривое, слишком сильное касание
Человек режущий деталь, может быть к ней предвзят и спешит все скорее закончить. Потому может сжимать инструмент слишком сильно, неровно или слабо. Тем самым получая размер ближе к тому что хочется. Но далёкий от действительного.
Тем самым ошибка может быть 0,1-0,3 мм. Потому размер точнее 0,1 мм, лучше мерить микрометром или нутромером.
Если же хочется штангенциркулем, затяните винт, так чтобы убрать все люфты из механизма. И меряйте одно место по 3 раза. Так вы получите большую выборку и среднее число будет вашим размером.
Неправильная точка зрения
Насечки на нониусе мелкие и если смотреть не ровно сверху вниз, вы можете ошибиться на 0,3 мм. Так что смотрите внимательней. Точно сверху, на хорошо освещённом рабочем месте. Умными словами это называется ошибка параллакса.
Мерять вращающуюся деталь
Ясное дело никто не подумает так снимать чистовые размеры. А потому ошибка это скорее условная и может стоить вам штангенциркуля или пальца.
Если хочется померить длину, лучше меряйте линейкой. Вращающуюся делать за диаметр трогать не стоит ни при каких обстоятельствах.
Высокая температура
Согласно ГОСТу замеряют детали при 20 градусах. Ровно при такой же температуре их измеряет отдел качество. При таких же условиях их собирают. При резании же деталь греется и если не участь расширение или сужение, вы получите размер который не хотели.
Губки не достают
В отличии от слишком мягкого касания вы будете чувствовать как штангенциркуль касается детали, но он коснется ее не так, и вы получите ошибку. Бдите внимательность. И берите штангенциркуль по размеру. Который полностью охватывает диаметр детали.
На сколько я понял, диаметр вала больше 400 миллиметров померить штангенциркулем нельзя. Совсем.
Добавляйте свой опыт ошибок. И как их избегать. Очень интересно.
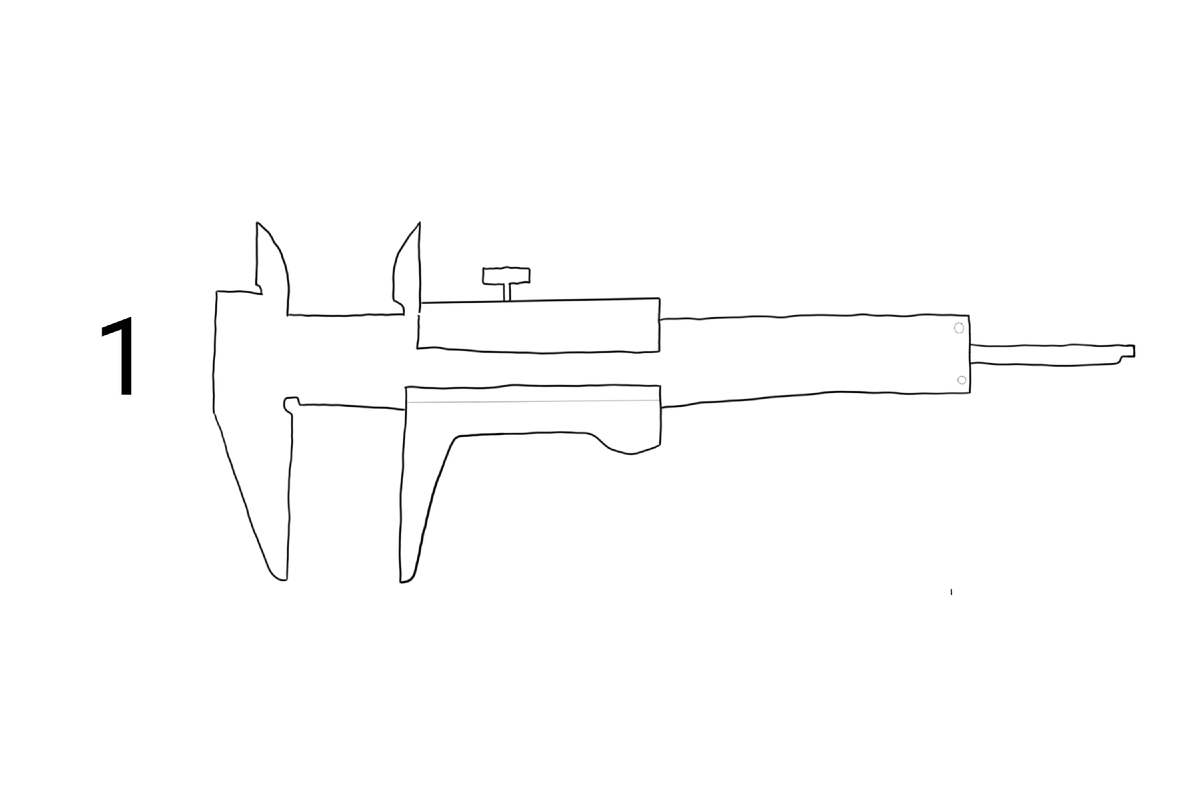
Какие бывают штангенциркули?
ШЦ-1
Самый популярный и известный. Его и большие и малые губки тонкие, потому возможно измерять самые мелкие размеры.
При этом измерительные поверхности острые, и потому именно ШЦ-1 лучший выбор для черчений.
Из минусов: чертить лучше только на мягких материалах. А также в его универсальности, его слабость. Ведь больше 125 иногда 150 мм его не делают.
ШЦТ-1
Тоже самое как предыдущий, за исключением задних губок. Они на нем быть не обязаны. Но передние губки обязательно из твердого сплава, потому он легко может чертить везде кроме алмаза и твердого сплава.
ШЦ-2
Это более серьезный вариант и чаще всего бывает в размерах от 300 миллиметров.
Удобно мерить и самые мелкие диаметры. Задние губки не так удобны как на ШЦ-1, но также остры. И есть доводчик, чтобы убрать люфты при точных измерениях больших размеров.
ШЦ-3
Очень похож на ШЦ-2, но без задних губок. В их качестве выступают передние. В варианте ШЦ-3 выпускают самые большие, до 4000 мм мерительные инструменты.
Как ещё называют штангенциркуль?
В ранней советской стране проходила индустриализация, своих инструментов не хватало, приходилось закупать иностранные. В частности на уральских заводах популярным был так называемый "колумбик". Американской компании Columbus. Оснащен глубиномером.
Columbus сейчас входит в состав Gruppo SPA, которая занялась обработкой металлов, типа цементирования, лазерной закалкой и отпуском.
На авиационных заводах страна советов популярностью пользовался Mauzer. Одноименной немецкой фирмы. Той самой. Качеством чуть выше, потому что в авиации нужна большая точность. Мауzer занимается тем же чем и занимался.
По существу между ними нет разницы кроме названия. Скорее штангенциркуль типа ШЦ-1 более универсален, потому что им можно чертить. Возможно стоит считать штангенциркуль, колумбик и маузер синонимами.
Заключение: пользоваться штангенциркулем надо уверенно, ничего не пережимать и контролировать чистоту контактных поверхностей. Как и в целом держать инструмент в чистоте. Не раскладывать на рабочих частях станков. И тогда он прослужит вам 100 лет.
Подписывайтесь, ставьте пальцы вверх, мне будет приятно и я скорее напишу еще многое. Предлагайте свои темы.
И еще почитайте кто чем может, чем токарное искусство не токарное ремесло.