Большое разнообразие материалов для печати.
Работа с большим количеством материалов для печати подразумевает наличие у вас в мастерской как минимум нескольких катушек каждого материала. Это могут быть катушки одного или нескольких производителей, катушки из одной или из разных партий выпуска. К сожалению, на данный момент фактически не существует стандартов на выпуск филамента для 3D-печати, кроме, разве что, стандарта диаметра прутка. Температурные же характеристики могут немного разниться у одного типа пластика от разных производителей. В первую очередь это связано с тем, что каждый производитель материалов для 3D печати использует разное сырьё от своих поставщиков. Так же разные производители материалов могут использовать разные типы красителей для филамента, а красители могут довольно сильно влиять на физико-химические свойства материалов. Но даже если вы сотрудничаете только с одним производителем пластика для 3D-печати, нет гарантии того, что настройки печати всегда будут одинаковыми, так как с течением времени у производителя могут меняться сырье, красители и параметры производства. Поэтому, открывая новую катушку, желательно произвести хотя бы 2 теста материала: на количество необходимого потока пластика (flow) и на оптимальную температуру печати (температурная башня).
Отличие в настройках между разными пластиками может быть существенным, что иногда приводит к дефектам в печати или даже к порче печатающей головы. Ситуация осложняется, если у вас не один принтер, а, например, десять, и вам нужно срочно поставить заказ из новой катушки, а времени на тесты нет. В таком случае придется довериться своем опыту: попытаться задать оптимальные параметры и быть готовым исправить настройки во время печати.
Вывод: не пренебрегайте тестами новой катушки, это поможет сохранить вам время и нервы, и вы сможете использовать весь материал для 3D-печати хорошего качества. Пользуйтесь материалами надёжных производителей. Проверяйте новую катушку сами, опытным путем, потому что отзывы в интернете не всегда могут дать вам полную и правдивую картину.
Износ хотэнда.
При работе с большим парком постоянно работающих 3D принтеров, проблема износа сопел приходит всегда неожиданно. Сейчас на рынке сырья для 3D-печати существуют структурно жёсткие композитные и металлонаполненные материалы, которые способны увеличить, за непродолжительное время их использования, диаметр сопла с 0.4мм до 0.6мм.
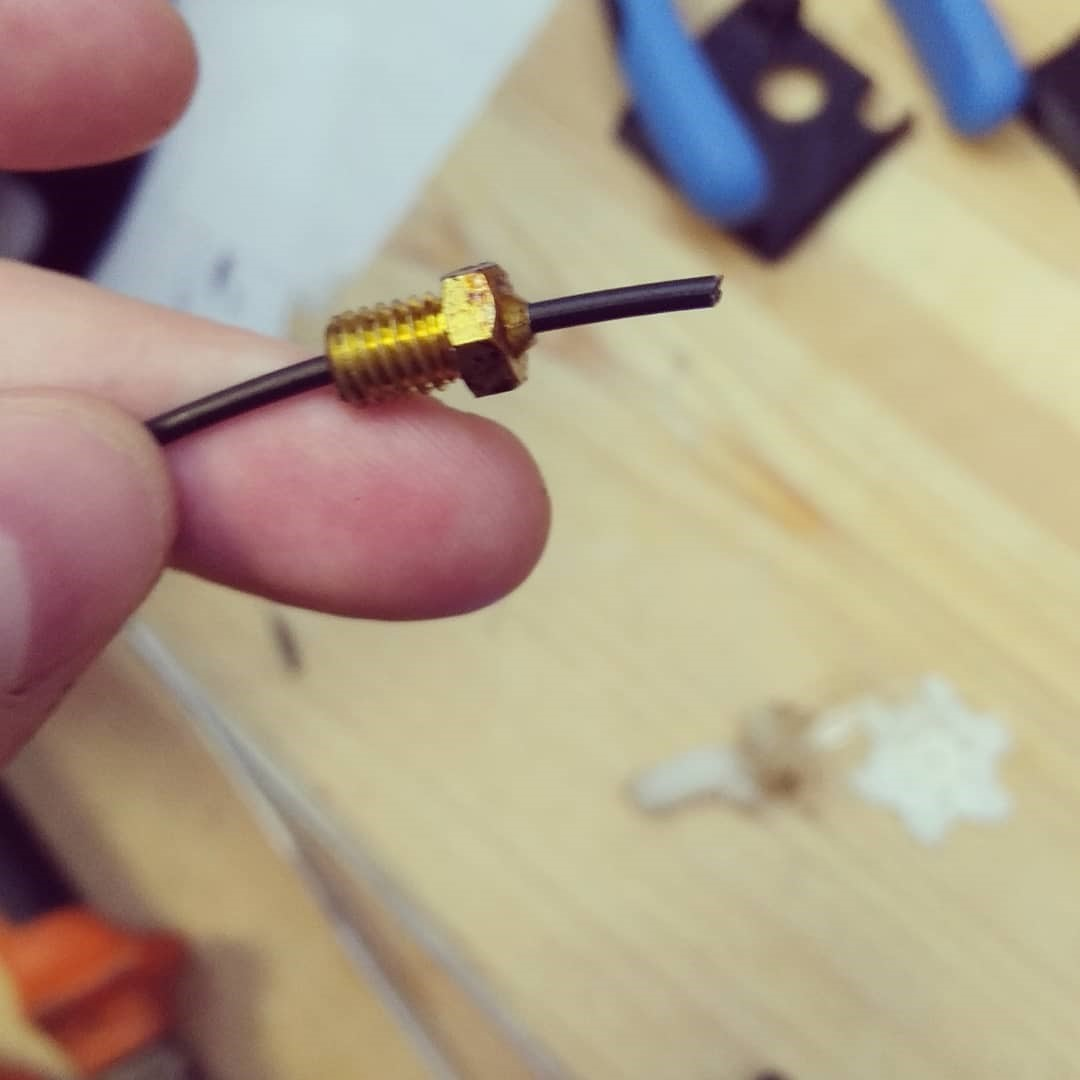
Если своевременно не заметить этого, будет сложно добиться хорошего качества печатаемой модели. Отклонение от нужного диаметра, это хоть и неприятно, но ещё не самое страшное. Практика показывает, что незначительное смещение от нужного диаметра сопла, не сильно сказывается на печати больших моделей с простой геометрией, не требующих высокой точности проработки элементов. Гораздо хуже, когда сопло стачивается неравномерно, из-за этого поступающий материал ложится на слой неровно. Печатаемая поверхность может идти волнами или иметь другие видимые глазу дефекты. Заметить, что сопло неисправно довольно просто: при загрузке пластика в экструдер видно, как вытекающий материал изгибается и закручивается на выходе из сопла.
Вывод: постоянно следите за состоянием вашего хотэнда. Перед печатью производите продавливание пластика через экструдер, наблюдайте за потоком выходящего материала из сопла. Если материал вытекает неравномерно, то с уверенностью можно сказать, что имеется проблема с экструдером, которую лучше решить на старте 3D-печати. Сопла для 3D-принтера являются расходным материалом, запаситесь сменным, если вам предстоит много печатать.
Использование сопел с разным диаметром на 3D-принтерах.
Как правило, разные заказы могут печататься соплами с разным диаметром выходного отверстия. Например, модели с мелкой детализацией лучше всего печатать соплами с диаметром 0.2мм, а для грубых технических деталей со 100%-ным заполнением пластиком, гораздо выгоднее использовать сопла диаметров 0.6-1мм. Если у вас один принтер, то смена одного сопла на другое не составляет большого труда: нагрел хотэнд, извлек материал, выкрутил сопло, вкрутил новое. Так как большинство сопел имеют немного разную высоту (особенно если сопла разнятся по типу: e3d или mk8), после замены с одного на другое, как правило, необходимо заново калибровать стол 3D-принтера.
Если вы используете целый парк 3d принтеров, то сопла под разные заказы вам придется менять часто, а значит нужно постараться оптимизировать эту задачу.
Вывод: подписывайте на ваших принтерах диаметр сопла, который сейчас установлен. Выделите принтеры под «грубую» и «тонкую» печать, где будут стоять сопла большого и маленького диаметра соответственно. Используйте специальные инструменты: сопло гораздо проще снимать накидной головкой. Систематизируйте хранение ваших рабочих сопел, используйте кассы.
Износ столов на 3D-принтерах.
Данный вид проблемы является совокупностью двух моментов: неверная калибровка печатающей головки относительно стола 3D-принтера, и чрезмерная адгезия материала к столу. В первом случае - когда ваш 3D-принтер плохо откалиброван и печать начинается «в стол», происходит износ стеклянных поверхностей или плёночных покрытий, так же из-за этого может пострадать хотэнд принтера, так как сопло цепляется за поверхность стола. При этом стол может повредиться настолько, что на первых слоях моделей будут образовываться дефекты - на готовой детали отпечаются сколы и вмятины стола. Если нужна гладкая ровная поверхность на модели это испортит всю проделанную работу.
Второй причиной износа столов является повышенная адгезия деталей к столу. Если, например, печатать материал с высокой адгезией(PetG, TPU, PLA и т.д.) с использованием клея для 3D-печати на столе с подогревом, то готовая деталь, даже после полного остывания, вполне может забрать кусок наклейки или даже стекла, в зависимости от типа поверхности для печати.
Вывод: точная калибровка стола и настройка печати первого слоя модели - это половина успеха всей печати и залог долгой службы рабочей поверхности 3D принтера. Всегда учитывайте особенности печатаемого материала, подбирайте правильные настройки для первого слоя печати.
Перехлёст и «скачущий» диаметр нити.
Проблемы, которые не зависят от настроек и механики вашего 3D-принтера: перехлёст и «скачущий» диаметр прутка. В случае с перехлёстом, дело, как правило, в браке намотки филамента на производстве. Перехлест материала может приводить к образованию узлов в случайном месте катушки, из-за этого во время печати пластик перестает разматываться с катушки и застревает. Если на вашем принтере нет датчика движения филамента, это скорее всего загубит всю печать.
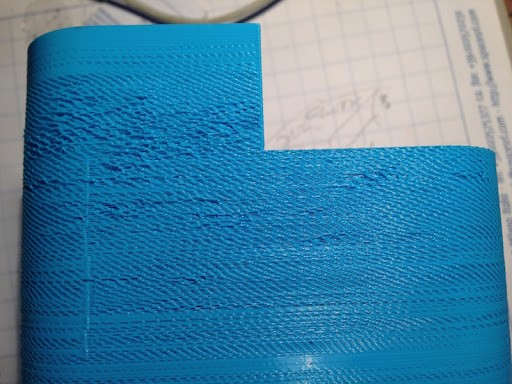
Скачущий диаметр прутка приводит к неравномерной подаче материала из сопла, из-за чего происходит недоэкструзия либо переэкструзия (недостаточная или излишняя подача материала). Это отражается на качестве печати внешних периметров, наружные стенки будут печататься неровно, с пропусками или наплывами (соответственно). Когда дело касается многодневной или ответственной высококачественной печати, перехлёст и скачущий диаметр прутка могут сыграть злую шутку.
Вывод: закупайте материалы у проверенных вами продавцов, и не стесняйтесь говорить вашему поставщику о существующих проблемах его товара. У всех бывают производственные браки, от этого никто не застрахован. Большинство ответственных производителей материалов всегда готовы пойти вам на встречу и исправить свои ошибки.