Источник АО «Протон-Электротекс»
ВВЕДЕНИЕ
Мир стремительно меняется. Заметнее всего эти изменения отражает потребительская электроника: любой сможет отличить современный мобильный телефон или телевизор от аппарата 2000 года выпуска. Прошедшие полтора десятилетия навсегда изменили наши привычки, график нашего рабочего времени и методы нашей работы. Изменилось восприятие информации мозгом и фундаментальная структура занятости в развитых странах. Теперь изменения в компонентной базе, исследование свойств материалов и развитие технологии готовят человечеству новый рывок – изменение уклада в энергетике, который в конечном итоге должен привести к революционному по своему значению отказу от ископаемого топлива, как когда-то человечество отказалось от паровозов и печного отопления. В соответствии с отчетом IEA (международное агентство по энергетике), первичная выработка энергии из возобновляемых источников в 2012 составила 13,2% мирового энергобаланса, а в 2013 г. – уже 22%. В эту долю входят ветро- и гидроэлектростанции, а также солнечная энергетика всех типов. Такой бурный рост использования «чистой» энергии в совокупности с постоянной борьбой за снижение удельной энергоёмкости в промышленности и домашнем хозяйстве подтолкнули огромный спрос на системы преобразования энергии и их составные части, прежде всего IGBT-модули. Они нашли свое применение в промышленных приводах и управляемых инверторах, оборудовании солнечных, приливных и ветряных станций, электротранспорте. Дальнейшее развитие альтернативных, энергосберегающих и высокоэффективных источников электроэнергии позволяет уверенно снижать долю ископаемых видов топлива и гарантирует рост компаниям, которые работают в сфере производства компонентов «новой энергетики». Разумеется, рынок оставит на сцене только производителей, гарантирующих стабильность поставок и качество своих продуктов, поскольку отказы приборов и систем энергоснабжения несут огромные риски.

Важно отметить, что огромные нагрузки и тяжелые режимы работы конечных устройств требуют от производителей силовой электроники (в т.ч., IGBT-модулей) современного парка оборудования и квалифицированного персонала. А тотальная интеграция производителей современной электроники в международные цепочки поставок комплектующих, проекты и рынки должны поддерживаться должным уровнем представительства таких компаний в основных регионах сбыта. Всем этим требованиям соответствует лидер отечественной силовой электроники, АО «ПРОТОН-ЭЛЕКТРОТЕКС» (г. Орел). За последние три года предприятие провело полную модернизацию собственного производства IGBT-модулей, внедрило современную систему управления предприятием и разработало новое поколение приборов. Модули, выпускаемые АО «ПРОТОН-ЭЛЕКТРОТЕКС», находят применение в десятках стран мира благодаря тщательно выстроенной системе представительств и совместным проектам с мировыми лидерами отрасли. Присутствие компании на основных выставках и научных конференциях позволяет АО «ПРОТОН-ЭЛЕКТРОТЕКС» следить за мировыми тенденциями в области силовых полупроводников и поставлять на рынок продукцию, качество которой гарантировано внедренными на производстве стандартами серии ISO 9001.
На предприятии АО «ПРОТОН-ЭЛЕКТРОТЕКС» реализована полная производственная линия, соответствующая всем современным стандартам и расположенная в едином помещении с испытательным комплексом. Такая организация позволила улучшить ритмичность внутренней логистики и сократить цикл сборки приборов. Помещение было заново оснащено климатическим оборудованием, которое позволяет добиться температуры, влажности и давления, заданных стандартами для чистых помещений. Промышленный воздух соответствует DIN ISO 8573-1 класс чистоты 2.4.1 (Рис. 1)
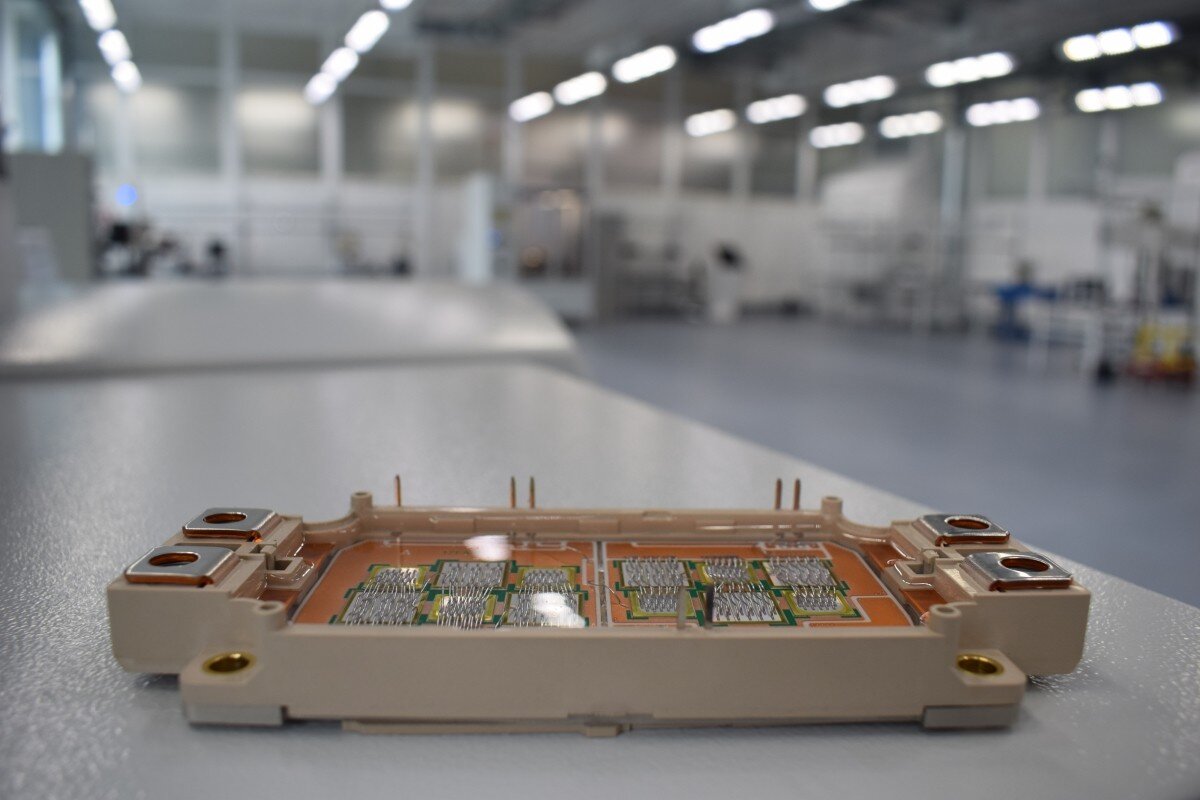
Первой фазой проекта развития АО «ПРОТОН-ЭЛЕКТРОТЕКС» стало освоение в 2015-2016 гг. производства IGBT-модулей «классической» конструкции. После изобретения принципа работы IGBT в 1968 г. и появления первых опытных образцов в начале 1980-х годов, усилиями крупных игроков (Infineon, IR, IXYS, ABB, Toshiba и пр.) постепенно сложился «стандартный ряд» габаритных размеров и типов этих приборов. В своем нынешнем виде IGBT-модули появились на мировом рынке более 15-ти лет назад, но до сих пор не потеряли своей актуальности благодаря огромному количеству стандартизированных посадочных мест и габаритов конечных устройств (выпрямителей, преобразователей), в которых они являются компонентом. Аналогично любым стандартизированным промышленным изделиям, IGBT-модули будут оставаться в своем нынешнем внешнем виде еще как минимум 15 лет. Рынок благосклонно воспринял появление новых игроков, предлагающих стандартные «семейства» этих приборов по конкурентной цене, и АО «ПРОТОН-ЭЛЕКТРОТЕКС» занял там свое достойное место. Внешний вид модулей классической конструкции представлен на рисунке 2.
Однако, как и во всем остальном, внешний вид не определяет наполнение. Несмотря на то, что классические габаритные размеры модулей сложились давно, их «начинка» непрерывно совершенствуется и оптимизируется с целью улучшения основных параметров прибора, снижения его себестоимости и повышения качества и ресурса.
Если сравнить передовую технологию производства модулей классической конструкции 15 лет назад и в наши дни, то можно выделить ряд важных отличий и нововведений на каждом шаге технологической цепочки. Общими принципами развития можно считать следующие:
• уменьшение числа технологических операций;
• минимизация ручного труда и трудоемкости на единицу продукции;
• исключение и сокращение расхода промежуточных реагентов и материалов (флюса, рабочего инструмента, оснастки);
• повышение воспроизводимости и контролируемости процесса;
• увеличение технологического окна («робастности») процесса.
Результатом развития технологии должно стать дальнейшее повышение потребительских качеств приборов при снижении их себестоимости.
Далее в статье проанализированы решения, реализованные АО «ПРОТОН-ЭЛЕКТРОТЕКС» в своем производстве и поддерживающие заданный вектор развития предприятия.
ВАКУУМНАЯ ПАЙКА
Качество конечного изделия закладывается с первого же технологического процесса. Первый шаг в процессе производства IGBT модулей — это пайка. Паяный шов обеспечивает механическое соединение компонентов, требуемую электро- и теплопроводность, устойчивость к термоциклированию и в конечном итоге, играет немаловажную роль в надежности изделия.
Классическая конвекционная пайка и пайка в паровой фазе с использованием паяльной пасты повсеместно уступают место вакуумной пайке. Причина этой тенденции – неравномерность прогрева массивных теплопроводящих элементов при парофазной и конвекционной пайке. Существуют также риски локального перегрева и высокий градиент температур при пайке крупных изделий в силу разницы теплоемкости элементов их конструкции. Соединение после конвекционной пайки, как правило, получается неоднородным и содержит дефекты. Использование в процессе пайки паяльной пасты или иных веществ-активаторов вынуждает прибегать к дополнительной влажной очистке, так как флюсы, содержащиеся в пасте, химически активны, и их остатки могут негативно сказаться на надежности прибора. Сложность подбора припоев с требуемой эластичностью и устойчивостью к термоциклированию также приводит к снижению ресурса модуля.
Командой АО «ПРОТОН-ЭЛЕКТРОТЕКС» этот процесс реализован другим, более современным методом — бесфлюсовой пайкой в вакууме с использованием преформ, кондуктивным нагревом и активацией поверхности в парах муравьиной кислоты.
Данный подход применяется практически всеми известными производителями силовой электроники в России и мире, позволяет реализовать весь заложенный конструктивный ресурс и повысить надежность прибора за счет следующих особенностей:
· Пайка всего изделия за один подход, следовательно, меньший тепловой стресс для чувствительных к перегреву компонентов;
· Возможность выбора большой номенклатуры припоев из различных материалов с требуемой эластичностью и температурой плавления;
· Высокая химическая чистота преформ в сравнении с пастой;
· Отсутствие необходимости последующей влажной отмывки;
· Высокое качество паяного шва, благодаря вакууму и, как следствие, малое количество каверн и пустот в соединении;
· Кондуктивный прогрев, при котором в первую очередь прогреваются компоненты с большой теплоемкостью – теплоотвод-основание и DCB, и лишь в последнюю – хрупкие кристаллы. Как результат – минимальное воздействие высоких температур на полупроводниковую часть прибора;
· Крайне гибкая настройка температурного профиля пайки и высокая повторяемость воспроизводимость – что важно для бессвинцовых технологий;
· Высокое качество соединения в металлургическом плане – более равномерная рекристаллизация припоя, с общей площадью дефектов, включая «холодную пайку», расслоения и каверны (менее <3%).
Все вышеописанные особенности позволяют добиться низкого процента дефектов пайки IGBT-модулей, что является большим конкурентным преимуществом АО «ПРОТОН-ЭЛЕКТРОТЕКС». При выборе печи, как и всего остального оборудования первой фазы своего проекта, АО «ПРОТОН-ЭЛЕКТРОТЕКС» ориентировался на предпочтения лидеров отрасли и выбрал среднюю по производительности двухкамерную вакуумную печь VADU 200XL производства PINK GmbH Thermosysteme (Германия). По общему мнению, на рынке она обладает рядом преимуществ по сравнению с другими системами.
Запатентованная технология создания динамического зазора при нагреве и многокамерная конструкция с отдельной камерой принудительного охлаждения позволяют добиваться отличных результатов пайки за минимально-возможное время. Уровень вакуума в ходе выполнения процесса в печи VADU также регулируемый, и обеспечивает стабильный и повторяемый процесс, отсутствие всплесков и брызг припоя независимо от начальных условий и термической массы загруженных изделий. Вакуум, плавно подаваемый непосредственно в момент образования жидкой фазы, практически полностью выводит пузыри из паяного соединения.
Применение динамически-регулируемого зазора, плавной регулировки вакуума и принудительного охлаждения позволяют выполнять термические профили по стандартам IPC / JEDEC, а также подстраивать их в широком технологическом коридоре под требования производителей силовых модулей.
Технические преимущества печей серии VADU довольно широко известны, и нет смысла подробно останавливаться на них. Важно, что кроме конструктивных технологических преимуществ, процесс пайки в АО «ПРОТОН-ЭЛЕКТРОТЕКС» проводится с применением оптимальной для силовых модулей оснастки. Вопрос оснастки и размещения изделий в камере является ключевым, а некоторые производители бывают вынуждены подстраиваться под габариты вакуумной камеры, причем низкая тепловая мощность печей не позволяет им применять тару и оснастку надлежащего типа.
Оснастка, разработанная VADU, недорога и стандартна, а ее конструкция связана со сложившимся рядом типоразмеров модулей. То есть, АО «ПРОТОН-ЭЛЕКТРОТЕКС» получил рабочее решение процесса и сразу же приступил к работе без долгой фазы прикидок и отработки режимов. Такой подход отражает высокую вовлеченность PINK в работу с производителями силовой электроники и изначальное понимание нужд заказчика.
ПЛАЗМЕННАЯ ОЧИСТКА
Еще одним важным технологическим процессом, реализованным АО «ПРОТОН-ЭЛЕКТРОТЕКС» с самого начала работы является использование аргонно-кислородной плазмы для микро-очистки и активации поверхностей. Это эффективный способ, который позволяет избежать использования опасных и ядовитых растворителей и стабилизировать параметры сварки, пайки и нанесения покрытий. Суть процесса в том, что молекулы ионизированного газа в наведенном поле тока высокой частоты и условиях разрежения (при давлении порядка 0,1 Атм.) действуют на физическом и химическом микроуровне, и «счищают» загрязнения и очаги окисления с поверхности деталей, а также возбуждают атомы верхних слоев деталей поверхности, делая их более восприимчивыми к соединению с другими деталями, т.е., увеличивают адгезионные свойства очищаемых поверхностей. Этот эффект подтверждается улучшением смачиваемости поверхности (уменьшением силы поверхностного натяжения при контакте), см. рис 3.
С помощью плазменной очистки АО «ПРОТОН-ЭЛЕКТРОТЕКС» удалось быстро оптимизировать параметры ультразвуковой сварки и улучшить качество заливки модуля компаундом.
При выборе оборудования АО «ПРОТОН-ЭЛЕКТРОТЕКС» также принял осознанное решение, продиктованное характером продукции. Оборудование плазменной очистки исторически пришло в сборочную технологию из полупроводникового производства. Там оно обычно применяется в агрессивных по отношению к поверхности операциях травления или снятия фоторезиста, и поэтому использует частоты 13,56 МГц или 2,54 ГГц для генерации высокоэнергетической плазмы. Соответственно, энергия, передаваемая плазме на такой частоте, может привести к перегреву поверхности и повлиять на физические характеристики поверхности, способствовать паразитным химическим реакциям и повредить чувствительные элементы полупроводниковых кристаллов. Поэтому в установке, выбранной АО «ПРОТОН-ЭЛЕКТРОТЕКС» используется плазма, генерируемая при низкой частоте (40-50 кГц), которая имеет следующие преимущества:
• Более высокая плотность ионов. Низкочастотная плазма обеспечивает большую плотность энергии на квадратный сантиметр, чем высокочастотная очистка. Хотя это может показаться нелогичным, высокочастотные системы плазменной очистки фактически теряют значительную энергию за счет потерь тепла. Потери энергии плазмы частотой 13,56 МГц в 850 раз выше, чем при использовании системы частотой 40 кГц.
• Повышенная эффективность. Эффективность плазменной системы рассчитывается из отношения энергии, используемой при производстве плазмы, к энергии, рассеиваемой в тепло. Низкочастотная плазменная система действует как идеальный конденсатор с бесконечным емкостным сопротивлением или нулевой утечкой тока в режиме ожидания.
• Лучшая однородность. За счет ламинарного, а не факельного потока плазмы, низкочастотные системы обеспечивают гораздо более равномерную обработку поверхности, а за счет горизонтальной подачи плазмы они не имеют «затенения», которое происходит, когда образцы на верхних полках образуют преграду для обработки образцов на нижних полках.
На производстве АО «ПРОТОН-ЭЛЕКТРОТЕКС» задействована установка плазменной очистки G1000E компании Yield Engineering Systems, универсальная и популярная у производителей СВЧ-приборов, светодиодов и многокристальных модулей единица оборудования.
УЛЬТРАЗВУКОВОЕ СКАНИРОВАНИЕ
Еще одним решением, позволившим быстро выйти на заданный уровень качества и сократить время отработки техпроцесса, было введение процесса проверки методом ультразвукового сканирования. Ультразвуковое сканирование – незаменимый при работе с массивными деталями метод неразрушающего контроля и применяется как после процесса пайки, так и на других этапах производства модуля, таких как ультразвуковая сварка выводов.
Сканирование позволяет выявить брак на ранних этапах производства, обнаружить расслоения и дефекты, невидимые для любого иного метода контроля и позволяет оперативно указать на причину дефектов в самом начале работы участка, не теряя таким образом ценных компонентов и времени.
АО «ПРОТОН-ЭЛЕКТРОТЕКС» остановило свой выбор на установке ультразвуковой дефектоскопии и томографии SONIX ECHO™. Этот недорогой и хорошо известный в отрасли сканирующий акустический микроскоп является универсальным инструментом контроля для разработки, производства и анализа отказов полупроводниковых приборов. Микроскоп способен обнаруживать воздушные прослойки толщиной от 0,05 мкм и определять дефекты линейными габаритами от 10 мкм. Особенно важно отметить возможность распознавания микротрещин в керамике, которые могут являться результатом производственного брака у производителя DBC подложек, не распознанными в ходе выходного контроля.
УЛЬТРАЗВУКОВАЯ СВАРКА
Ультразвуковая сварка силовых выводов, управляющих выводов и соединений полупроводниковых кристаллов - критически-важный процесс, пришедший на смену прижимным и паяным конструкциям. Современный подход к технологии производства IGBT модулей классической конструкции состоит в минимизации количества сварных и паяных соединений, что уже привело к почти полному вытеснению пайки силовых выводов. Оборудование ультразвуковой сварки в АО «ПРОТОН-ЭЛЕКТРОТЕКС» позволяет гибко подходить к конструированию траверс корпусов, применять проволоку, ленту, алюминиевые и медные проводники разного сечения для получения полной гаммы высококачественных приборов, способных конкурировать с аналогами от мировых лидеров.
В текущем производстве нашли применение сразу несколько установок ультразвуковой сварки: от полуавтоматов серии F&S Bondtec 5650 и автоматов F&K Delvotec G5 66000 до систем Schunk DS20/35, покрывающих все возможные потребности предприятия. Благодаря ультразвуковой сварке модули производства АО «ПРОТОН-ЭЛЕКТРОТЕКС» не имеют ограничения срока службы, связанного с деградацией контактных (прижимных) и паяных соединений проводников внутри прибора, характерных для конструкции IGBT-модулей ранних серий.
Возможно, упоминание УЗ-сварки как инновации выглядит странно, поскольку в традиционных дискретных приборах и интегральных схемах ее применение было единственным методом получения электрического соединения начиная с 1960-х годов. Однако, в силовой электронике УЗ сварка получила свое распространение относительно недавно, а ряд приборов до сих пор выпускаются с применением пайки, прижима или иного контактного соединения компонентов.
Ультразвуковая сварка силовых выводов
Хотелось бы особенно подчеркнуть, что методом УЗ-сварки АО «ПРОТОН-ЭЛЕКТРОТЕКС» пользуется и для присоединения мощных токовыводов сечением в несколько квадратных миллиметров. С точки зрения энергозатрат, чистоты процесса и снижения рисков возникновения дефектов, такая УЗ-сварка имеет ряд преимуществ. Наиболее важными из них, по нашему мнению, является отсутствие промежуточных и вспомогательных слоев припоя. Кроме того, этот процесс чист и менее затратен. Так как при сварке не применяются флюсы, не требуется и очистка после процесса. При УЗ-сварке отсутствует неизбежный при пайке термический стресс, поскольку УЗ-сварка, в отличие от пайки, происходит методом наклепа (холодной нагартовки) без достижения температуры плавления металла. Это позволяет снизить термические нагрузки на прибор в целом и на порядок повысить надежность соединения за счет прочной гальванической связи без паразитных реактивных сопротивлений и с диффузией материалов токовывода и подложки «медь‑в‑медь».
УЗ-сварка токовыводов позволяет увеличить токонесущую способность и уменьшить потери проводимости. Это достигается отсутствием дополнительного слоя металла припоя, который имеет другое значение проводимости. В качестве индикатора такой повышенной надежности можно привести данные об отсутствии отказов соединений токовыводов после термоциклирования, то есть полностью исключает эффект «ползучести» под постоянной нагрузкой при электротермоциклировании, который часто происходит в паяных конструкциях.
Ультразвуковая разварка проволокой
УЗ-сварке соединений кристаллов микропроволокой и лентой в АО «ПРОТОН-ЭЛЕКТРОТЕКС» также уделяется достойное внимание. Дело в том, что IGBT-модули в основном, применяются в тяжелых условиях и подвержены экстремальным температурным, вибрационным и комбинированным нагрузкам. В сравнении со сталью, у которой кривая усталости имеет явный перегиб для меди и алюминия, основных металлов, применяемых в силовой электронике, нет такого выраженного предела (на рис. 7 показаны кривые усталости стали и алюминия). Иными словами, сталь не разрушается, если не превышен ее предел напряжений, а медь и алюминий разрушаются под воздействием сколь угодно малых циклических нагрузок после определенного количества колебаний. Тестирование по ускоренному профилю в соответствии со стандартом IEC 60068-2-64 показывает, что силовые выводы способны выдержать лишь около 100 часов вибронагрузкок с частотой от 10 до 2000 Гц, и качество УЗ-соединений имеет определяющую роль в обеспечении надежности изделия.
Установки УЗ сварки F&S Bondtec 5650 и F&K Delvotec G5 66000, в силу своих конструктивных особенностей, позволяют реализовать максимальную надежность соединений. Обе установки имеют богатые возможности по настройке и контролю параметров. Благодаря высокому уровню автоматизации они снижают влияние оператора на производственный процесс. Помимо всех прочих преимуществ в автоматических установках УЗ-сварки реализована обратная связь для контроля протекающих во время сварки процессов в реальном времени, элементы самодиагностики и самокалибровки, документирование процесса сварки, сбор и контроль статистических данных.
Важно отметить, что производительность установок применительно к толстой проволоке силовых модулей не является решающим фактором: предел производительности был достигнут много лет назад, и связан с физическим временем, необходимым для образования диффузного соединения металлов. Поэтому преимущества установок сварки и критерии выбора системы в основном, связаны с качеством и прогнозируемостью этого процесса. УЗ-сварка на установках F&S и F&K показала высокую воспроизводимость и широкое «окно» технологических параметров. Тесты в АО «ПРОТОН-ЭЛЕКТРОТЕКС» показали, что процесс сварки толстой алюминиевой проволокой на установках F&K Delvotec хорошо контролируется благодаря возможности тонкой настройки параметров сварки и геометрии петли.
В общей сложности система управления G5 контролирует около 200 параметров сварки: больше, чем в какой-либо иной установке. При этом, в большинстве случаев создание программы и работа оператора проходят интуитивно и вовлекают минимум величин. Но в пограничных случаях F&K Delvotec всегда предлагает более тонкую настройку, что важно в условиях опытного и многономенклатурного производства АО «ПРОТОН-ЭЛЕКТРОТЕКС».
Благодаря работе системы BPC нового поколения, служащей для активного управления мощностью и длительностью импульсов сварки с использованием обратной связи в реальном времени, мы убедились в устойчивости управляющей системы установок к изменению свойств исходных компонентов, гибкой и требующей минимального вмешательства операторов благодаря интеллектуальной системе машинного зрения.
• Прочность на срез соединения, полученного УЗ-сваркой, (среднее значение) составляет 18,9 Н;
• Все силовые токовыводы и соединения между кристаллами имеют нулевую дефектность по эффектам «ползучести» и отслаиваний при термоциклировании.
КОНТРОЛЬ КАЧЕСТВА И ИСПЫТАНИЯ МОДУЛЕЙ НА НАДЕЖНОСТЬ
Огромное внимание при оснащении нового производства было уделено формализации и гармонизации методик испытаний и тестирования IGBT-модулей для отечественных и зарубежных заказчиков. Особенно важно, помимо приемо-сдаточных испытаний и исключения поставки дефектной продукции, обеспечить надежную и долговременную работу IGBT-модулей у заказчика. Поэтому командой разработчиков и технологов АО «ПРОТОН-ЭЛЕКТРОТЕКС» был разработан комплекс оборудования, который позволяет проводить 100% измерений параметров изделий при комнатных и повышенных температурах.
Все IGBT-модули АО «ПРОТОН-ЭЛЕКТРОТЕКС» проходят периодические и квалификационные испытания, соответствующие ГОСТ 24461-80 и международному стандарту IEC 60747-9. При этом для контроля статических и динамических электрических параметров продукции в производстве используются индивидуально спроектированные по техническому заданию АО «ПРОТОН-ЭЛЕКТРОТЕКС» комплексы Schuster на основе измерителей TPS 625 и DTS 758. Подобные комплексы применяют практически все производители силовой электроники в мире, что упрощает кооперацию и обсуждение наших задач с зарубежными заказчиками и партнерами.
В ходе запуска технологической и испытательной линии в АО «ПРОТОН-ЭЛЕКТРОТЕКС» тщательно изучались и испытывались опытные образцы модулей в сравнении с аналогами, предлагаемыми на рынках России и Европы. Результаты испытаний и тестов в заводских и независимых лабораториях доказали правильность выбора оборудования и технологических параметров, а также высокую квалификацию и уровень подготовки инженерного и производственного персонала, поскольку параметры модулей производства АО «ПРОТОН-ЭЛЕКТРОТЕКС» не уступают зарубежным аналогам.
• Основание модуля изолировано от токопроводящих элементов и выдерживает 4000 В;
• Результаты электротермоциклирования дают результат около 40000 циклов, при ∆Т = 100°С. И в этом наши показатели ТЦ и ЭТЦ не уступают показателям ведущих европейских производителей.
• Модули проходят высокотемпературное хранение в течение не менее 1000 часов при температуре 180°С с последующей проверкой изоляции;
• Испытания на ждущий режим в течение 1000 часов подтверждают сохранение блокирующих характеристик и тока утечки IGES в пределах нормы.
ЗАКЛЮЧЕНИЕ
Уже более 20 лет АО «ПРОТОН-ЭЛЕКТРОТЕКС» занимается разработкой и производством силовых полупроводниковых приборов (тиристоров, диодов и модулей). Накопленный за эти годы опыт позволил предприятию открыть для себя такую область, как производство IGBT.
По результатам выполнения первой фазы перспективного плана развития АО «ПРОТОН-ЭЛЕКТРОТЕКС» можно констатировать, что проект удался. На предприятии отработаны действительно универсальные технологические процессы с применением лучшего на сегодняшний день комплекта оборудования, создан важный кадровый ресурс, налажен серийный выпуск продукции на конкурентном внешнем и внутреннем рынках. Взятый руководством компании курс на открытость и реальную конкурентоспособность, построение современной системы производства и маркетинга, постепенно выводит АО «ПРОТОН-ЭЛЕКТРОТЕКС» на позиции полноценного игрока отрасли. Производство уже работает в соответствии с мировыми стандартами и соответствует всем тенденциям развития силовой полупроводниковой техники. На предприятии создан конструкторский центр, позволяющий проектировать и производить модули, конкурирующие с лучшими аналогами.
Кроме всего вышесказанного АО «ПРОТОН-ЭЛЕКТРОТЕКС» постоянно стремится к повышению качества выпускаемой продукции. Исследуются и развиваются такие направления как синтеринг и улучшение тепловых свойств модулей.
Однако, помимо техники наш проект имеет в основе человеческую составляющую. Задача, выполненная компанией всего за два года, имеет прочный фундамент отношений, доверия и честности с поставщиками и специалистами отрасли. Мы рады, что на пути выполнения наших задач получили и получаем искреннюю поддержку со стороны производителей оборудования и их представительств в России.
АО «ПРОТОН-ЭЛЕКТРОТЕКС»: Болыдрев А. Ю., Ставцев А.В.
ООО «АЙ ВИ ТЕК ЭЛЕКТРОНИКС»: Валев С.Н.