
Графитовые теплообменники — это класс специализированного оборудования, в котором теплопередающие элементы выполнены из импрегнированного (пропитанного) графита. Они предназначены для нагрева, охлаждения, конденсации, выпаривания и абсорбции агрессивных сред, где применение металлических теплообменников невозможно из-за коррозии. Это ключевое оборудование в химической, нефтехимической, металлургической, фармацевтической промышленности и в сфере охраны окружающей среды.
В отличие от традиционных металлических аппаратов, графитовые теплообменники способны работать с соляной, серной, фтороводородной, азотной и другими кислотами в широком диапазоне концентраций и температур. Их уникальные свойства — высокая теплопроводность, химическая стойкость и термическая стабильность — делают это оборудование незаменимым в самых агрессивных средах.
История создания технологии
Графитовое оборудование появилось в ответ на потребности развивающейся химической промышленности, прежде всего — производства соляной кислоты. Проблема заключалась в том, что соляная кислота разрушает большинство металлов, а неметаллические материалы того времени не обладали достаточной теплопроводностью для эффективного теплообмена.
Прорыв произошёл в 1934 году, когда в Германии впервые применили феноло-формальдегидную смолу для пропитки графита, получив так называемый непроницаемый графит — материал, который сохраняет высокую теплопроводность природного графита, но становится плотным и газонепроницаемым. На основе этой технологии был создан первый пластинчато-канальный графитовый абсорбер.
Уже в 1936 году в США разработали кожухотрубный графитовый плёночный абсорбер по образу стальных теплообменников того времени. Это изобретение произвело революцию в производстве соляной кислоты и хлорной промышленности.
С тех пор графитовое оборудование непрерывно совершенствовалось: появлялись новые марки графита, новые пропиточные составы, новые конструктивные схемы — от блочных до пластинчатых теплообменников. Сегодня это высокотехнологичная отрасль с широким спектром продукции.
Технология производства графитовых теплообменников
Производство графитового теплообменника — это сложный многостадийный процесс, требующий высокой точности и строгого контроля качества на каждом этапе.
1. Сырьё и формовка
Исходный материал — искусственный графит, получаемый путём смешивания нефтяного кокса и пека с последующей формовкой, обжигом и высокотемпературной графитацией. Ключевые показатели качества сырья — размер зёрен и плотность: чем мельче зёрна, тем выше механическая прочность графита.
Современные производители графитовых изделий предлагают широкую номенклатуру сырья: от стандартных марок до специальных составов с повышенной термостойкостью и устойчивостью к окислению. Кроме того, на рынке доступны готовые графитовые заготовки в виде блоков, труб, стержней, листов и колец, что позволяет сократить цикл механической обработки при изготовлении теплообменников.
2. Пропитка (импрегнация) — ключевой этап
Природный и искусственный графит пористы — через поры под давлением могут просачиваться жидкости и газы. Чтобы сделать графит непроницаемым и одновременно повысить его механическую прочность, его пропитывают специальными составами.
Наиболее распространённые типы пропитки:
- Феноло-формальдегидная смола — классический вариант для экструдированного графита, рабочая температура до 220 °C;
- Феноло-формальдегидная смола (изостатический графит) — повышенные механические свойства, рабочая температура до 220 °C;
- PTFE (политетрафторэтилен) — для особо агрессивных окисляющих сред (например, смеси HF/HNO₃), рабочая температура до 250 °C;
- Углеродная смола — для высокотемпературных применений, рабочая температура до 430 °C.
Процесс пропитки включает нагрев для удаления газов из пор, вакуумирование, подачу пропиточного состава под давлением и термическую полимеризацию. После пропитки качество проверяют пузырьковыми испытаниями под давлением. Постоянное совершенствование технологий пропитки позволяет достигать практически нулевой пористости и повышать ресурс оборудования.
3. Механическая обработка и сборка
После пропитки графитовые блоки, трубы или пластины подвергаются точной механической обработке — сверлению каналов, фрезеровке, шлифовке. Затем детали собираются в готовый теплообменник: блоки склеиваются кислотостойкими составами (например, на основе фурановых или эпоксидных смол) или стягиваются с прокладками из PTFE.
Производители графитовых изделий поставляют не только готовые теплообменники, но и комплектующие: графитовые трубки различных диаметров, уплотнительные кольца, фланцы, а также пресс-формы для литья термопластов и металлов — всё это находит применение в смежных отраслях.
Конструктивные типы графитовых теплообменников
Графитовые теплообменники выпускаются в нескольких основных конструктивных исполнениях, каждое из которых оптимизировано для определённых условий эксплуатации.
Кожухотрубные (трубчатые)
Один из наиболее распространённых типов. Состоит из металлического или графитового кожуха, внутри которого размещён пучок графитовых труб, закреплённых в трубных решётках. Один теплоноситель движется по трубам, другой — в межтрубном пространстве. Теплообмен происходит через стенки графитовых труб.
Преимущества: простая конструкция, малые гидравлические потери, удобство обслуживания, возможность работы с большими потоками и загрязнёнными средами. Трубы могут достигать длины 6 метров без соединений, что обеспечивает повышенную механическую прочность.
Недостатки: ограниченная устойчивость к гидравлическим ударам, меньшая прочность по сравнению с блочными конструкциями.
Технические характеристики:
- Максимальная площадь теплообмена: до 1850 м²
- Максимальный диаметр трубной решётки: 2100 мм
- Диаметры труб: 16/25, 32/22, 37/25 или 51/38 мм
- Давление: от полного вакуума (−1 бар) до 7 бар по трубному пространству и до 11 бар по межтрубному
- Температура: от −30 до +220 °C
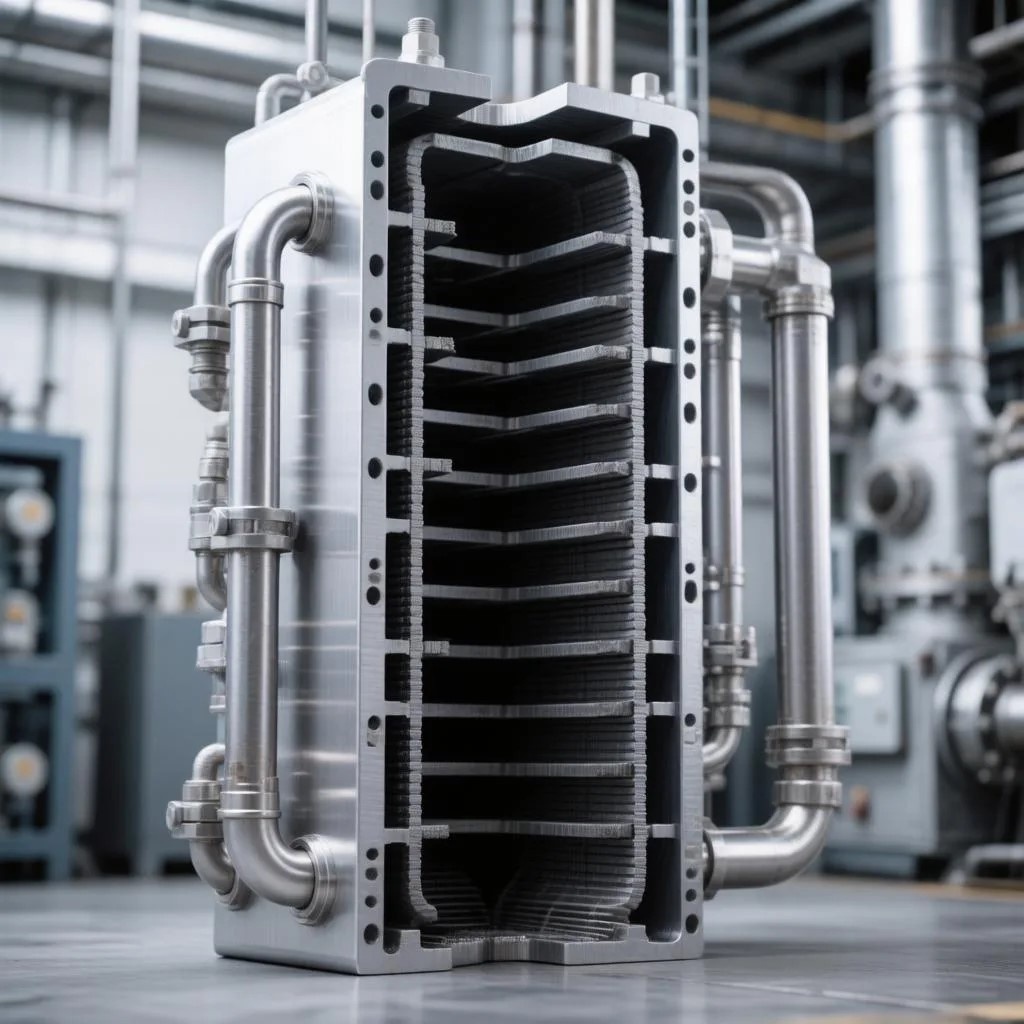
Блочные (круглоблочные и прямоугольно-блочные)
Представляют собой набор графитовых блоков, в которых просверлены два типа взаимно непересекающихся каналов — для горячего и холодного теплоносителей. Блоки стягиваются в единую конструкцию с торцевыми крышками-коллекторами.
Преимущества: высокая механическая прочность, стойкость к гидроударам, компактность, модульность (лёгкая замена отдельных блоков), отсутствие клеевых соединений в зоне теплообмена.
Недостатки: большее гидравлическое сопротивление, не подходят для плёночных процессов и сред, склонных к образованию отложений.
Технические характеристики:
- Максимальная площадь теплообмена: до 350 м²
- Диаметр блоков: от Ø100 до 1500 мм
- Давление: от полного вакуума (−1 бар) до 7 бар (стандарт), по спецзаказу до 12–16 бар
- Температура: от −60 до +430 °C (в зависимости от типа пропитки)
Пластинчатые
Состоят из пакета графитовых пластин с уплотнениями из PTFE. Каналы формируются при сборке пластин в пакет. Стяжные болты снабжены пружинами для компенсации теплового расширения.
Этот тип характеризуется высокой эффективностью теплопередачи при малых габаритах — в 2–3 раза эффективнее других типов теплообменников.
Технические характеристики:
- Максимальная площадь теплообмена: до 29 м²
- Давление: до 6 бар (стандарт)
- Температура: от −30 до +200 °C
- Теплопроводность графита: ≈ 130 Вт/(м·К)
Другие типы
- Оросительные — для охлаждения газов и жидкостей;
- Погружные — для нагрева агрессивных сред в ваннах, например, в металлургии при травлении;
- Двухтрубные (типа «труба в трубе»);
- Кольцевые (аннулярные) — с канавками на поверхности блоков.
Принцип работы
Все графитовые теплообменники работают по принципу рекуперативного теплообмена — тепло передаётся через твёрдую стенку (графит) от одной жидкой или газообразной среды к другой без их смешивания.
Графит как материал для теплообмена уникален: его теплопроводность значительно выше, чем у большинства неметаллических материалов. Теплопроводность импрегнированного графита составляет не менее 50 Вт/(м·К) для трубчатых конструкций и до 130 Вт/(м·К) для пластинчатых.
Коэффициент теплопередачи зависит от типа аппарата и условий эксплуатации:
- Для жидкостно-жидкостного теплообмена в пластинчатых аппаратах: 1280–1850 Вт/(м²·К);
- При фазовых переходах (испарение/кипение) значения могут быть выше.
При этом графит химически инертен к большинству кислот, щелочей и органических растворителей**. Единственное серьёзное ограничение — окислительные среды при высоких температурах (например, горячая концентрированная азотная кислота).
Области применения и комплексные технологические решения
Современные производители графитового оборудования предлагают не только отдельные теплообменники, но и полные технологические линии для решения широкого круга задач в области химической технологии и охраны окружающей среды.
1. Переработка промышленных кислотных отходов
Графитовые теплообменники являются ключевым элементом установок очистки и концентрирования отработанных кислот:
- Серная кислота — очистка и концентрирование с возвратом в производство;
- Соляная кислота — очистка и концентрирование для повторного использования;
- Смешанные кислоты (серная + азотная, серная + соляная) — разделение и концентрирование компонентов;
- Опреснение и очистка солесодержащих кислотных отходов.
Также оборудование применяется для очистки сточных вод травления в металлообработке и для отбеливания серной кислотой в различных производствах. Полные технологические комплекты включают в себя графитовые теплообменники, выпарные аппараты, конденсаторы, абсорберы и системы автоматического контроля.
2. Очистка промышленных сточных вод
В системах очистки высокосолёных и трудноокисляемых сточных вод графитовые теплообменники работают в составе энергосберегающих выпарных установок. Такие установки позволяют концентрировать солевые растворы, выделять ценные компоненты и получать дистиллят, пригодный для повторного использования.
Особое внимание уделяется технологиям испарения промышленных сточных вод с высоким содержанием органических загрязнений (высокий ХПК) — графитовые теплообменники обеспечивают надёжную работу в агрессивной среде при высоких температурах.
3. Испарители с механической рекомпрессией пара (MVR)
Графитовые теплообменники применяются в испарителях с механической рекомпрессией пара (MVR-испарителях) — это энергоэффективная технология концентрирования растворов, где вторичный пар сжимается компрессором и возвращается в качестве греющего пара. Благодаря коррозионной стойкости графита такие системы успешно работают с кислыми и солевыми растворами без частого ремонта.
4. Очистка газов и абсорбция
Оборудование используется для:
- Охлаждения кислотных туманов;
- Улавливания и абсорбции кислых газов (HCl, SO₂, NOₓ);
- Регенерации отработанных кислот из газовых потоков.
В этих процессах графитовые теплообменники работают в паре с графитовыми абсорбционными колоннами и скрубберами.
5. Основные отрасли
- Химическая промышленность — производство кислот, хлора, щелочей, удобрений;
- Нефтехимия — процессы алкилирования, сульфирования;
- Металлургия — травление металлов, обработка поверхностей;
- Фармацевтика — синтез органических соединений в агрессивных средах;
- Производство полупроводников и литиевых батарей — очистка реагентов;
- Производство фосфорной кислоты, диоксида титана.
Ограничения и особенности эксплуатации
Несмотря на все преимущества, графитовые теплообменники имеют ряд ограничений:
- Ограничения по давлению — графит — хрупкий материал. Стандартное рабочее давление обычно составляет 0,3–0,5 МПа. В специальных конструкциях возможно давление до 1,2 МПа, а у ведущих производителей — до 1,6 МПа (16 бар) по спецзаказу**. Однако для большинства применений рабочее давление не превышает 0,7 МПа (7 бар).
- Ограничения по температуре зависят от типа пропитки:
Фенольная смола (экструдированный графит): до 220 °C
Фенольная смола (изостатический графит): до 220 °C
PTFE пропитка: до 250 °C
Углеродная смола: до 430 °C - Сложность соединений — графитовые детали нельзя сваривать или паять, только склеивать или стягивать с уплотнениями.
- Ограниченная стойкость к окислителям — горячие концентрированные окисляющие кислоты (например, азотная выше определённой концентрации) могут разрушать графит.
Для повышения прочности применяют армирование углеродным волокном, а также защиту трубных решёток от эрозии.
Современные тенденции в производстве и применении
Сегодня графитовые теплообменники продолжают развиваться в нескольких направлениях:
- Увеличение единичной мощности — площади теплообмена кожухотрубных аппаратов достигают 1850 м², что позволяет обслуживать крупнотоннажные производства.
- Повышение рабочих параметров — новые пропиточные составы (PTFE, углеродные смолы) позволяют работать при температурах до 430 °C и давлениях до 16 бар.
- Расширение областей применения — оборудование внедряется в новые отрасли: производство литиевых батарей, полупроводниковая промышленность, переработка отходов электроники.
- Энергоэффективность — интеграция с MVR-технологиями и многоступенчатыми выпарными установками позволяет снизить потребление тепловой энергии на 60–80 % по сравнению с традиционными методами.
- Модульность и ремонтопригодность — современные конструкции предусматривают быструю замену отдельных секций без полной разборки аппарата.
- Цифровой контроль — внедрение датчиков температуры, давления и расхода, интегрированных в системы автоматического управления, позволяет оптимизировать режимы работы и предотвращать аварийные ситуации.
Графитовый теплообменник — это уникальное техническое решение для работы в самых агрессивных средах, где традиционные металлы бессильны. За почти вековую историю — с момента изобретения непроницаемого графита в 1934 году — это оборудование прошло огромный путь от простых абсорберов до высокотехнологичных аппаратов с площадью теплообмена до 1850 м² и рабочими температурами до 430 °C.
Современные производители графитовых изделий предлагают не только отдельные теплообменники, но и полные технологические линии для переработки кислотных отходов, очистки сточных вод, утилизации газовых выбросов. Широкий ассортимент сырья — от стандартных марок графита до специальных композитов, а также готовых изделий (труб, колец, листов, тиглей, пресс-форм) — позволяет гибко адаптировать оборудование под конкретные задачи заказчика.
Постоянное совершенствование технологий пропитки, механической обработки и сборки, а также внедрение систем автоматизированного контроля — это основа для обеспечения бескомпромиссного качества и долговечности графитового оборудования. Стремление к удовлетворению потребностей клиентов и непрерывное улучшение всех стадий производства остаются главными движущими силами развития этой отрасли.