Когда инженер-технолог приходит на выставку и видит десяток 5-осевых фрезерных обрабатывающих центров от разных производителей, первое впечатление, что все они выглядят примерно одинаково и подходят под примерно одинаковые задачи. Шпиндель, стол, закрытая рабочая зона, ЧПУ... На самом деле под этим внешним сходством скрываются принципиально разные кинематические схемы. И от выбора схемы напрямую зависит, сможете ли вы вообще обработать вашу номенклатуру, какой будет точность, какие ограничения по массе заготовки и какие сюрпризы вас ждут при программировании.
Во многих источниках обычно разбирают два-три варианта компоновки и на этом останавливаются. Реальная картина значительно шире! На рынке в РФ устоялись минимум шесть конструктивных схем, и каждая создавалась под свой класс задач.
Сегодня разберем их все: с честной оценкой плюсов, минусов и того, кому какая подходит.
Что такое "пятиосевой обрабатывающий центр"
Ранее выпускали статью на эту тему – почитайте обязательно – там база.
Пока что кратко напомним. Чтобы фрезерный станок считался 5-осевым, у него должны быть три линейные оси (X, Y, Z) и две поворотные. Поворотные оси традиционно обозначаются A, B и C - это вращения вокруг X, Y и Z соответственно. Вопрос только в том, где эти поворотные оси расположены: в детали (на столе), в инструменте (на шпиндельной голове) или поровну. Именно ответ на этот вопрос и делит весь мир 5-осевых станков на разные компоновки.
Поехали далее по компоновкам
1. Стол-качалка или “люлька”
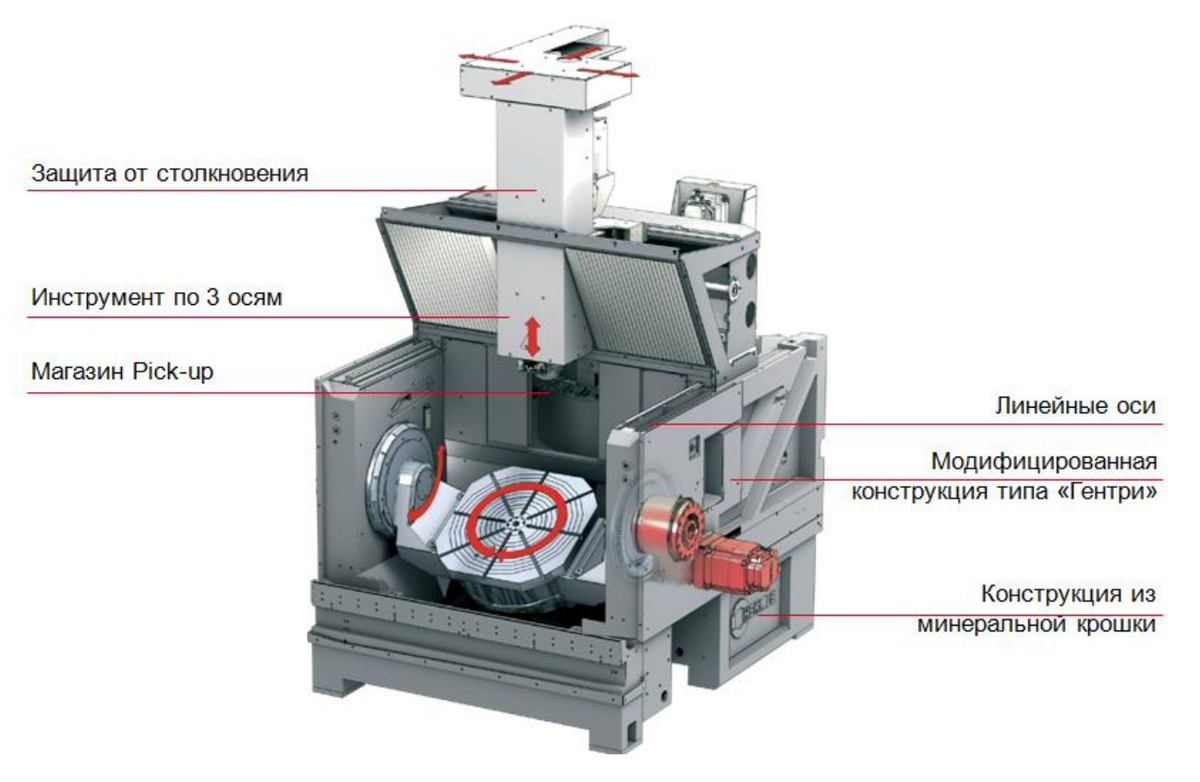
Это эталонная компоновка для высокоточной 5-осевой обработки в металлообработке. На станине установлен наклонно-поворотный стол: вращение C (рабочее, 360°) и качание A (обычно от –110°/–45° до +90°/+120°). Шпиндельный узел двигается по X, Y, Z. Заготовка получает обе поворотные оси (A+C), инструмент - все три линейные (X+Y+Z).
Hermle C 32 - учебный пример такой кинематики. Рабочие ходы 650×650×500 мм, поворотный стол Ø 650×540 мм, грузоподъёмность стола до 1000 кг, частота вращения шпинделя до 42 000 об/мин в опциональных исполнениях. Аналогичную компоновку использует Mikron, Matsuura, Makino, из китайских - CATO.
Что хорошо
- Шпиндельный узел остается жестким в процессе обработки - инструмент не сидит на конце поворотной головы, а значит, нет потерь жесткости и точности из-за лишних подшипников и приводов в кинематической цепи.
- Виброустойчивость высокая. Кабина компактная, плотная - потому что обе поворотных оси “спрятаны” в столе (внизу станка).
- Точность позиционирования отличная - современные модели уверенно работают в допусках 5-8 мкм даже на габаритных деталях.
Что плохо
- Грузоподъемность стола ограничена как правило это 200-1000 кг в типичных размерах. При наклоне стола под 90° тяжелая заготовка создает большой опрокидывающий момент, и точность позиционирования по оси A падает в случае тяжелых заготовок.
- Габарит заготовки ограничен конструктивом люльки.
- Специальный конструктив по смене инструмента автоматической (не как на классических трехосевых станках). Инструментальный магазин тут должен быть расположен по особенному.
- Цена - высокая. Зачастую, такую компоновку имеет именно премиальный сегмент.
Кому подходит
Производство сложной оснастки и пресс-форм, аэрокосмические компоненты средних размеров (корпуса, кронштейны, лопатки до определенного габарита), медицинские имплантаты, точная механика.
Если у вас номенклатура - детали массой до 500 кг с пятиосевой непрерывной обработкой, это первая компоновка, на которую стоит обратить внимание.
2. Консольный наклонно-поворотный стол
Классический пример - у Spinner U5-630, например, стол выполнен консольно - то есть закреплен только с одной стороны на массивном поворотном узле. Это позволяет получить большие углы наклона: B-ось ходит от –90° до +110°, то есть фактически на 200°. Заготовка может быть повёрнута «вверх ногами» — обрабатывается любая поверхность, включая нижнюю.
Что хорошо
- Гибкость по углам наклона. Возможно обрабатывать поднутрения, нижние поверхности заготовки, сложные карманы под отрицательными углами без переустановки.
- Хорошее открытие зоны для удаления стружки - при наклоне стола стружка сама ссыпается вниз.
- Доступ инструментом к заготовке со всех сторон в одной установке - это сильное преимущество для деталей со сложной топологией.
- Простая и быстрая смена инструмента.
Что плохо
- Консольная конструкция стола все-таки проигрывает “качалке” в жесткости при тяжелой обработке.
- Грузоподъемность ниже, чем у двухопорных столов сопоставимого размера.
- При длинном плече от опоры (точки закрепления детали) до точки резания возможны прогибы – что может быть критично для тяжелой черновой обработки.
Кому подходит
Сложные детали средней массы (до 200-300 кг) с обработкой со всех сторон в одной установке. Часто берут на инструментальные производства, прототипное мелкосерийное производство, медицинская техника. Хороший выбор, когда габарит детали небольшой, а сложность геометрии высокая.
3. Наклонно-поворотный стол на крестовом столе
Как пример - Hurco VM10U. Здесь философия другая: наклонно-поворотный стол меньшего размера устанавливается стандартный на крестовый стол (X-Y). То есть заготовка получает целых четыре оси: X, Y (от крестового стола) плюс A, C (от наклонно-поворотного). Шпиндель двигается только по Z.
Что хорошо
- Конструкция станка получается простой и недорогой, так как это базовый 3-осевой вертикальный фрезерный обрабатывающий центр + наклонно-поворотный стол как опция - и вы получаете 3+2 или даже полноценные 5 осей.
- Хорошее соотношение «цена/возможности» - типично этот класс машин в 2 и более раз дешевле “настоящих” 5-осевых фрезерных центров категории Hermle или DMG MORI.
- Удобен для обучения, для перехода с 3-осевой обработки на 5-осевую - оператору не нужно переучиваться кардинально.
Что плохо
- Основная проблема - масса заготовки сильно ограничена. Также - габарит заготовки ограничен размером наклонно-поворотного стола – обычно это не более Ø 200 мм.
- Наклонно-поворотный стол сидит на крестовом столе, и весь этот “бутерброд” несёт оси X-Y (это и нагрузка на направляющие крестового стола, в том числе – их преждевременных износ).
- Динамика ограничена: при тяжёлой заготовке быстрые перемещения по X-Y становятся медленными и неточными.
- Жесткость значительно ниже, чем у компоновки “качалка”, особенно при резании по краям рабочего поля.
- Тепловое поведение (а, следовательно, и точность) хуже ввиду множества кинематических цепей.
Кому подходит
- Производства с большой долей мелких деталей (приборостроение, медтех), где 70% работы - это 3-осевая обработка, а 5 осей нужны для условных 20% операций.
- Также для производств, выходящих на 5-осевую обработку впервые (отличный вариант при переходе с 3 осевой обработки на 5 осевую обработку).
- Когда нужен рабочий компромисс по цене.
4. Поворотный стол + наклонный шпиндель
Принципиально другая концепция. Классические примеры DMG MORI серия DMF. Поворотный стол (может быть встроен в жесткий стол) - дает ось C (заготовка вращается вокруг вертикальной оси). Шпиндельная голова имеет ось наклона B - то есть сам шпиндель качается.
Итого: заготовка получает одну поворотную ось, инструмент - одну поворотную плюс три линейные (итого 5).
Что хорошо
- Можно обрабатывать габаритные и тяжелые заготовки. На обычный поворотный стол ставится деталь массой 1000-3000 кг и более - он не наклоняется, не качается, нагрузка распределяется на массивную станину.
- Большие ходы по X (часто 1000-3000 мм) - это уже территория обработки крупных корпусных деталей. Хороший доступ инструмента под углом к боковым поверхностям длинных деталей за счет качающегося шпинделя.
Что плохо
- Качающаяся голова получилась самым слабым местом конструкции. В нее интегрированы мотор-шпиндель, привод оси B и тормоз, подшипники, гидравлика или пневматика.
- Жесткость и точность шпинделя при наклоне ниже, чем у фиксированного вертикального. Мощность шпинделя обычно меньше (потому что мотор-шпиндель должен быть компактным и легким, чтобы голова могла качаться без потери динамики).
- Высокая стоимость шпиндельной головы - это один из самых дорогих узлов станка (дорогостоящий ремонт).
- Вращающийся стол, как правило, небольшого диаметра (встроенный в жесткий)
Кому подходит
Производство длинных корпусных деталей (корпуса насосов, редукторов, гидроагрегатов), обработка длинных профилей, габаритная оснастка. Очень популярны в авиационном строении. Когда деталь нельзя крутить потому что она тяжелая и/или длинная.
5. Наклонная головка + поворотный стол для тяжелой обработки
Немного похоже на бумаге на четвертую схему, но речь идет о машинах другого класса - для тяжелой обработки габаритных деталей (большие съемы, высокая точность). Концепция типа duoBLOCK от DMG MORI: жесткая массивная станина, массивный поворотный стол на шароких направляющих (грузоподъёмность 1400-4000 кг и выше), наклонная фрезерная головка с большой мощностью шпинделя (может быть даже с коробкой передач и крутящим моментом до 2000Нм).
Принципиальное отличие от схемы №4 - масштаб. Если Hurco VMX42SRTi — это обработка деталей до 1–1,5 тонн, то duoBLOCK уверенно работает с заготовками 2–5 тонн на столе диаметром до 900–1400 мм. Шпиндели на 30–80 кВт, крутящий момент на низах до 1000 Нм и выше - для черновой обработки сталей и титана.
Что хорошо
- Беспрецедентная жесткость и термостабильность.
- Конструкция обеспечивает самую высокую виброустойчивость на тяжелых режимах резания (в т.ч. при обработке сложных материалов типа Титана).
- Огромная мощность шпинделя - можно снимать стружку с высокой производительностью (например, 200–400 см³/мин на стали).
- Высокая точность даже при черновой обработке.
- Возможна полная автоматизация - палетные системы (смена палет), роботы, интеграция в FMS.
Что плохо
- Цена. За все хорошее надо платить… Это станки (станки такой комплектации) – дороже всех остальных (преимущества см. выше + даже металла тут значительно больше, чем в остальных).
- Габариты – станки такой компоновки занимают больше места в цехе, а иногда и требуют усиленных фундаментов. Довольно высокое энергопотребление.
- Принимая во внимание изначальную цену станка - окупаемость возможна только при высокой загрузке и исключительно на дорогих / сложных деталях.
Кому подходит
Авиа-двигателе-строение (корпуса компрессоров, картеры), энергетика (детали газовых турбин), тяжелое машиностроение, нефте-газовый сектор (бурение) инструментальное производство крупных пресс-форм для автопрома. Когда деталь не помещается на HERMLE C 32 или DMG MORI monoBLOCK, и при этом нужна 5-осевая обработка
6. Портальные станки (Gantry) для крупногабаритной обработки
Когда деталь весит 20, 50 или 200 тонн, не помещается ни на один поворотный стол и физически не может быть “прокручена” – то выбора особо нет. Только портальная компоновка. Это отдельный класс оборудования для авиастроения, энергетики, судостроения, производства штампов и форм большого размера.
Кинематика другая, чем у всех предыдущих компоновок: заготовка стоит неподвижно на массивном столе (а стол непосредственно на серьезном ж/б фундаменте). Двигается портал.
У большинства серьезных портальных станков схема такая: портал перемещается по оси X (1 линейная ось), шпиндельная бабка двигается на портале по Y и Z (2 линейных оси), а на конце шпиндельной бабки установлена универсальная фрезерная головка с двумя поворотными осями - обычно это B (поворот вокруг горизонтальной оси) и C (поворот вокруг вертикальной). Итого 5 осей. Заготовка не двигается ни на одну.
Типичные представители: Zimmermann FZ-серия, SHW UniForce и UniSpeed, DMG MORI DMU gantry-серия. В России аналогичную компоновку станков выпускает ГК СТАН (например, СК6П300).
Размеры здесь впечатляют. Ход по X у промышленных моделей - от 3 до 30 метров и более (в крупных авиационных и судостроительных проектах встречаются установки до 50 м). По Y - обычно 3-8 м. По Z - 1–2 м. Грузоподъемность стола фактически ограничена только несущей способностью фундамента. Обработка деталей в 100-200 тонн является вполне штатным режимом.
Что хорошо
- Возможна обработка габаритных и сверхтяжелых деталей за один (максимум два) установ. Заготовку, которую невозможно повернуть из-за массы или размера, не нужно поворачивать - за нее все делает портал.
- Хорошая универсальность головки: на одну машину можно ставить разные сменные головы - фрезерную высокоскоростную, силовую с зубчатой передачей, угловую, расточную. Это превращает один станок в фактически несколько разных машин под разные задачи (универсальный станок).
Что плохо
- Цена - от 1 миллиона долларов даже за китайский вариант в зависимости от размера и комплектации.
- Площадь - портальный станок с ходом 8×4 м занимает в цехе участок 15×10 метров минимум, плюс зона для крана и логистики деталей.
- Фундамент - отдельный проект на десятки миллионов рублей: армированная плита толщиной 1,5–3 метра, виброизоляция, иногда сваи.
- Тепловые деформации на больших ходах - серьезная проблема, требуется климат-контроль цеха или специальные компенсационные системы.
- Динамика ограничена массой портала - быстрые перемещения по X обычно не превышают 20 м/мин, против 60-80 м/мин у компактных машин.
- Длинная кинематическая цепь от станины до острия инструмента - точность позиционирования по габаритам обычно 30-80 мкм на длине 5-10 м, что хуже, чем у компактных 5-осевых центров.
- Универсальная головка с двумя поворотными осями - это самый дорогой и сложный узел станка, при выходе из строя срок ремонта и стоимость запчастей часто шокируют покупателя.
Кому подходит
Авиастроение - обработка пилонов, балок крыла, силовых элементов фюзеляжа. Энергетика - корпуса газовых и паровых турбин, элементы ветрогенераторов. Судостроение - гребные винты, рулевые рамы, крупные корпусные элементы. Композитное производство — формы и пресс-формы для изготовления крупных композитных деталей. Тяжелое машиностроение - станины станков, корпуса редукторов карьерной техники, элементы прокатных станов.
Если у вас среди номенклатуры есть детали массой выше 5–10 тонн или габаритом более 3 метров - портальная компоновка единственный технически обоснованный выбор. Никакие другие схемы такие детали не возьмут.
Как выбирать: короткая шпаргалка
Принцип выбора прост и всегда один и тот же: сначала номенклатура, потом станок. Не наоборот.
- Если у вас детали массой до 300 кг с сложной геометрией со всех сторон и требуется высокая точность - компоновка №1 (Hermle-подобная) или №2 (Spinner-подобная).
- Если бюджет ограничен, а большую часть времени станок будет работать в 3 осях - компоновка №3 (наклонно-поворотный стол на крестовом столе).
- Если детали тяжелые, длинные, габаритные, и крутить их нельзя - компоновка №4 (поворотный стол, встроенный в жесткий стол плюс наклонный шпиндель).
- Если речь идет о тяжелой обработке крупных корпусных деталей с серьезными режимами резания и высокой точностью, а также у вас есть бюджет, тогда обратите внимание на компоновку №5 (duoBLOCK и аналоги).
- Ну а если у вас огромные детали, которые не влезли ни на какую другую компоновку станков – то вам надо рассмотреть уже портальные пятиосевые станки.
Ошибки, которые мы уже видели
- покупают “универсальную” машину типа Hermle C 32 под номенклатуру, где 70% - это оснастка массой по 2 тонны. В итоге станок не загружен по своим возможностям, а тяжелые детали все равно обрабатываются на старых 3-осевых машинах с тремя установами... Деньги потрачены, а проблема не решена.
- берут дешевую компоновку с установленным на крестовом столе наклонно-поворотным столом (типа Hurco VM10U) - под лопатки моноколес из титана для горячего контура. Жесткости не хватает, инструмент скачет, точность плывет и много брака.
5-осевая обработка не прощает выбора по картинке... Анализируйте номенклатуру, считайте загрузку по типам деталей, моделируйте обработку в CAM до покупки и вы не ошибетесь с выбором.
В статье разобрал шесть основных компоновок 5 осевых станков, но это только верхушка айсберга. За кадром остались десятки вопросов, которые решают, окупится ваша покупка или станет дорогим памятником в углу цеха. Читайте наш блог и далее!
СТАНКОВЕД - это независимый экспертный подбор металлообрабатывающего оборудования. Мы не дилеры и мы не продаем станки. Мы работаем на стороне покупателя: анализируем вашу номенклатуру, считаем требуемое количество единиц оборудования по группам, делаем технико-экономическое обоснование и сравниваем конкретные модели от разных производителей. Работаем на совесть, без скрытых интересов и без впаривания «того что есть на складе».
Свяжитесь с нами, если вы выбираете 5-осевой обрабатывающий центр и не хотите ошибиться на десятки миллионов рублей.
Ждем вас:
- по почте: info@stankoved.ru
Покупайте оборудование для металлообработки с умом!