Приветствую всех, у кого рабочее место вечно завалено обрезками пластиковой нити, а в воздухе периодически витает едва уловимый аромат разогретого полимера! Если вы хотя бы раз держали в руках деталь, напечатанную обычным пластиком вроде PLA или ABS, и с досадой наблюдали, как она разлетается на мелкие осколки от случайного падения или небольшого изгиба, то вы отлично понимаете мою боль. Мы привыкли думать, что домашняя или полупрофессиональная трехмерная печать — это история про жесткие, твердые и, увы, частенько довольно хрупкие вещи. Напечатал кронштейн, затянул винт чуть сильнее нужного — хрусь, и начинай сначала. Напечатал шестеренку, дал нагрузку — срезало зубья.
Но что, если я скажу вам, что ваш принтер способен на гораздо большее? Что внутри него скрывается потенциал создавать вещи, которые можно скручивать в бараний рог, переезжать колесом автомобиля, швырять со всей силы об бетонную стену, и им абсолютно ничего не будет? Да, речь пойдет о материале, который кардинально меняет правила игры в аддитивном производстве. Встречайте — термополиуретан, или, как его привыкли коротко называть в нашей мейкерской тусовке, просто TPU.
В свои сорок лет я успел наступить, кажется, на все возможные грабли в мире трехмерного моделирования и печати. В моей питерской квартире, где каждый свободный угол оккупирован то лазерным гравером, то деталями для пятиосевого деревообрабатывающего станка с ЧПУ, 3D-принтеры работают практически в режиме нон-стоп. И когда ты проходишь путь от капризных самосборных конструкций на строительных шпильках до современных скоростных машин, ты начинаешь оценивать материалы не по рекламным буклетам, а по их реальной живучести в жестких условиях. И вот тут TPU — это абсолютный, непревзойденный чемпион.
В этом огромном и максимально подробном руководстве мы разберем этот удивительный полимер до мельчайших подробностей. Мы не будем уходить в заумные дебри академической химии, здесь не будет скучных формул и сухих таблиц, которые только нагоняют тоску. Мы поговорим на нормальном человеческом языке — как практик с практиками. Разберем механику процесса, тонкости настройки вашего слайсера, скрытые ловушки, которые производители филамента предпочитают замалчивать, и выясним, как превратить печать гибкими нитями в стабильный источник хорошего дохода. Наливайте чаю или кофе, устраивайтесь поудобнее, впереди у нас очень серьезный и детальный разговор.
Анатомия гибкости: что такое TPU на самом деле и почему он вечный
Для начала давайте разберемся, почему этот материал обладает такими свойствами, от которых у неподготовленного человека округляются глаза. Обычные пластики, к которым мы все привыкли, при застывании образуют жесткую кристаллическую или аморфную структуру. Они сопротивляются деформации до последнего, а когда предел прочности превышен — просто ломаются.
Термополиуретан — это совершенно другой зверь. Это так называемый термопластичный эластомер. По сути, это уникальный гибрид, который умудрился взять все самое лучшее от традиционной резины и классического полимера. От резины ему досталась невероятная эластичность, способность растягиваться в несколько раз и мгновенно возвращаться к своей первоначальной форме без каких-либо остаточных повреждений. От пластика же он унаследовал свойство термопластичности — то есть способность размягчаться при нагревании и затвердевать при остывании. Именно это свойство и позволяет нам закрутить его в катушку, пропустить через разогретое сопло принтера и послойно вырастить из него объект любой сложности.
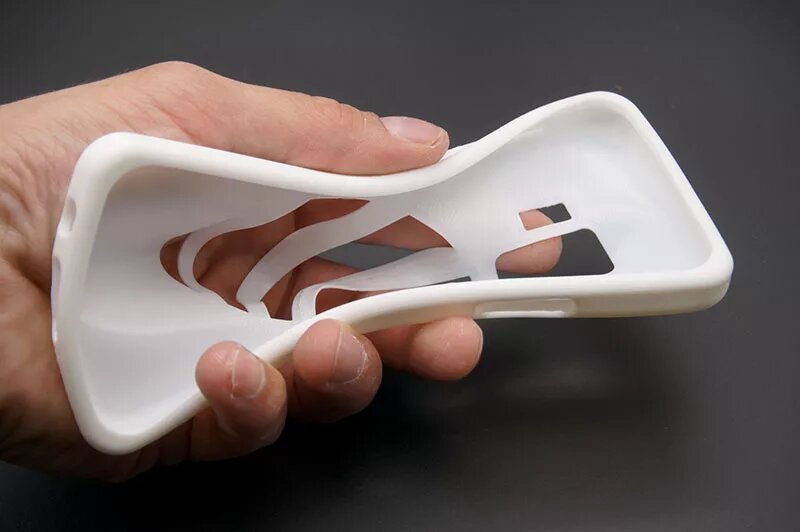
Когда вы держите в руках качественную деталь из TPU, первое, что приходит в голову — слово «монолит». Дело в том, что у этого материала есть одна потрясающая особенность, которой дико завидуют создатели деталей из ABS или нейлона. Это фантастическая, почти абсолютная межслойная адгезия. Слои TPU сплавляются друг с другом на молекулярном уровне с такой силой, что готовую деталь практически невозможно разорвать по швам печати. Если вы попытаетесь порвать печатное кольцо из TPU, оно скорее порвется в случайном месте самого пластика, но никак не по границе слоев. Именно это свойство делает изделия из термополиуретана невероятно долговечными. Они не расслаиваются от времени, не трескаются на морозе и не пересыхают под прямыми солнечными лучами, как обычная резина.
Более того, TPU обладает феноменальной износостойкостью. Он сопротивляется истиранию гораздо лучше, чем большинство жестких пластиков и даже многие металлы. Добавьте к этому списку абсолютную равнодушность к автомобильным маслам, бензину, большинству бытовых растворителей и смазок — и вы получите идеальный материал для создания функциональных вещей, которые должны работать в самых суровых условиях годами.
Загадочные цифры на катушке: разбираемся со шкалой Шора
Когда вы решите купить свою первую катушку гибкого пластика, вы неизбежно столкнетесь с загадочными маркировками вроде 95A, 85A или, упаси боже, 60D. Что это за тайные шифры и почему они критически важны для понимания того, как поведет себя материал в работе?
Эти цифры и буквы обозначают твердость материала по шкале Шора. Существует несколько таких шкал, созданных для измерения твердости различных материалов — от мягкого силикона до жесткого пластика. В мире 3D-печати мы чаще всего имеем дело со шкалой А (для мягких и эластичных полимеров) и шкалой D (для более жестких модификаций).
Давайте разберем основные типы TPU, которые вы можете встретить на рынке, чтобы вы точно понимали, что именно покупаете:
Маркировка 95A — это самый популярный, классический вариант. Его часто называют «входным билетом» в мир гибкой печати. По тактильным ощущениям деталь из такого пластика напоминает жесткую подошву плотных строительных ботинок или колесо скейтборда. Он гнется, он амортизирует, но продавить его пальцем довольно сложно. Для новичков это идеальный выбор, потому что пруток с твердостью 95A относительно жесткий, он хорошо держит форму в подающем механизме принтера и прощает множество ошибок в настройках.
Маркировка 85A — это уже гораздо более мягкий и капризный материал. Изделия из него по консистенции напоминают мягкий ластик или резиновый чехол для смартфона. Он великолепно тянется, легко сжимается руками и обладает потрясающими демпфирующими свойствами. Но вот печатать им — то еще удовольствие. Пруток ведет себя как вареная спагетти, и заставить его правильно проходить через экструдер без специальной подготовки принтера бывает очень непросто.
Маркировка 60D и выше — это так называемые жесткие флексы. По ощущениям это что-то вроде плотного капрона или жесткого брызговика грузового автомобиля. Он практически не растягивается, но при этом обладает колоссальной ударной вязкостью. Сломать деталь из такого пластика физически невозможно — она будет гнуться, пружинить, но сохранит свою целостность. Это великолепный выбор для нагруженных шестерен, втулок и силовых элементов.
Понимание этой градации критически важно. Чем меньше цифра на катушке, тем мягче будет готовое изделие, но тем сложнее будет процесс самой печати. Поэтому, если вы только начинаете свой путь — заклинаю вас, начните с твердости 95A. Сбережете кучу нервов и времени.

Главная битва экструдеров: почему Директ правит миром, а Боуден плачет
А теперь давайте поговорим о суровой механике вашего 3D-принтера. Чтобы понять, почему гибкие пластики вызывают столько боли у неподготовленных мейкеров, представьте себе простую аналогию. Попробуйте пропихнуть длинную тонкую макаронину через узкую соломинку для коктейля. Если макаронина сухая и жесткая (как пластик PLA), она легко пройдет насквозь. Но если вы возьмете вареную макаронину (как мягкий TPU) и попытаетесь с силой затолкать ее в соломинку, она мгновенно сожмется, согнется гармошкой и застрянет у самого входа.
Именно это и происходит внутри подающего механизма принтера. По типу подачи филамента все FDM-принтеры делятся на две огромные категории: системы Bowden (Боуден) и системы Direct Drive (Директ).
В системе Боуден подающий механизм с шаговым двигателем закреплен где-нибудь на раме принтера, а пластиковый пруток подается в нагревательный блок через длинную тефлоновую трубку. Для жестких пластиков это отличная схема — печатная голова получается легкой, принтер может летать на огромных скоростях и не трястись. Но когда вы заправляете туда TPU, начинается сущий кошмар. Двигатель давит на пруток, тот сжимается внутри тефлоновой трубки, начинает извиваться там синусоидой, тереться о стенки, и до сопла доходит лишь малая часть нужного давления. А при попытке сделать ретракт (обратный откат нити) пруток просто растягивается как резинка, не убирая пластик от сопла. В итоге вместо печати вы получаете либо жуткую недоэкструзию, либо наглухо забитый механизм.
В системе Директ подающий механизм установлен непосредственно на самой печатной голове, прямо над нагревательным блоком. Путь прутка от подающих шестерен до зоны расплава в сопле составляет всего несколько сантиметров, а в топовых современных экструдерах — и вовсе считанные миллиметры. Прутку просто негде согнуться или застрять! Ему деваться некуда, кроме как плавиться и выходить через сопло.
Означает ли это, что на принтере с системой Боуден можно навсегда забыть о печати TPU? Вовсе нет. Но вам придется пойти на жесткие компромиссы. Придется покупать только самый жесткий TPU (95A и выше), снижать скорость печати до черепашьих значений и полностью отключать ретракты, смирившись с тем, что деталь будет покрыта густой паутиной из пластиковых нитей.
Если же вы планируете заниматься гибкой печатью профессионально или использовать ее в бизнесе, Директ — это не просто рекомендация, это обязательное условие. Идеально, если это будет современный экструдер с двойным зацеплением нити, где обе шестерни являются ведущими, и максимально коротким, изолированным со всех сторон трактом подачи филамента.
Секретный чертеж идеального слайсинга: настраиваем профиль под TPU
Предположим, с механикой мы разобрались, катушка правильной твердости куплена, принтер готов к бою. Вы открываете свою любимую программу-слайсер, загружаете модель и... понимаете, что стандартный профиль для PLA здесь превратит печать в катастрофу. TPU требует совершенно иного, бережного и вдумчивого подхода к настройкам. Давайте пошагово разберем самые критические параметры, которые определят успех вашего проекта.
Первое и самое главное правило при работе с флексами — забудьте про скорость. Если на обычном пластике ваш принтер может бодро выдавать сто, двести или даже триста миллиметров в секунду, то с TPU мы возвращаемся к истокам. Безопасная скорость для начала — это тридцать-сорок миллиметров в секунду. Да, это долго. Да, кажется, что принтер еле ползает. Но поверьте, это единственный способ гарантировать, что давление внутри хотенда будет стабильным, а пруток не намотает на подающую шестерню экструдера. Когда вы полностью освоите материал и поймете пределы возможностей своего оборудования, скорость можно будет постепенно поднимать, но для первых тестов — держите себя в руках.
Второй важнейший момент — это работа с ретрактами (откатами пластика). Ретракт нужен для того, чтобы при переходе сопла от одного островка печати к другому пластик не вытекал из сопла, оставляя за собой некрасивые нити. Но TPU — материал эластичный. Если заставить экструдер постоянно и быстро дергать его туда-сюда, пруток очень быстро деформируется, перегреется от трения шестерен и в конечном итоге застрянет.
Для систем Директ длину ретракта нужно выставлять минимальную — буквально один-полтора миллиметра, а скорость отката снижать до двадцати-двадцати пяти миллиметров в секунду. Если у вас система Боуден — ретракты лучше отключить полностью. Да, деталь получится «волосатой», но эти нити потом можно легко срезать обычным скальпелем или быстро обжечь строительным феном, зато сама печать завершится успешно, а не прервется на середине из-за застрявшего филамента.
Теперь о температурном режиме. TPU любит тепло. Средняя температура сопла для большинства марок находится в районе 230–240 градусов Цельсия. Если сделать температуру слишком низкой, пластик не будет успевать плавиться на нужной скорости, возникнет избыточное давление, и экструдер зажует нить. Если же задрать температуру слишком высоко, материал станет чрезмерно жидким и текучим, что приведет к безумному количеству нитей и соплей по всей детали.
Что касается подогрева печатного стола — тут все очень демократично. TPU обладает прекрасной естественной адгезией и практически не подвержен термоусадке (он не отгибает углы детали от стола при остывании, как ABS). Достаточно прогреть стол до сорока-пятидесяти градусов, просто чтобы пластик гарантированно зацепился за поверхность на первом слое.
И еще один лайфхак по поводу обдува модели. В отличие от PLA, который требует стопроцентного обдува ледяным воздухом для проработки мелких деталей, TPU чувствует себя гораздо лучше при минимальном охлаждении. Включите вентилятор обдува детали на тридцать-сорок процентов, а на первых слоях отключите его вовсе. Это позволит слоям максимально прочно сплавиться друг с другом, обеспечивая ту самую монолитную прочность, о которой мы говорили.
Влажность — скрытый враг номер один: как спасти пластик от «взрыва»
Вы можете идеально настроить механику принтера, вылизать профиль в слайсере до идеала, но на выходе все равно получить пористую, хрупкую деталь, покрытую непонятными пузырями и прыщами. При этом во время печати вы будете отчетливо слышать странное, пугающее пощелкивание и мини-взрывы, доносящиеся из сопла. Поздравляю, вы столкнулись с главным скрытым врагом всех эластичных материалов — гигроскопичностью.
TPU — это настоящая химическая губка. Он обожает воду и способен впитывать влагу прямо из окружающего воздуха с поразительной скоростью. Буквально за пару дней нахождения в обычной комнате с нормальной влажностью катушка TPU может набрать столько воды, что станет абсолютно непригодной для качественной печати.
Что происходит внутри принтера, когда вы пытаетесь печатать сырым пластиком? Влага, запертая внутри полимерного прутка, попадает в нагревательное сопло, где температура составляет двести тридцать градусов. Вода мгновенно закипает, превращаясь в пар, и этот пар с силой вырывается наружу, разрывая струю расплавленного пластика. Отсюда и те самые щелчки, и пористая структура детали, внутри которой образуются микроскопические пустоты. Естественно, ни о какой прочности и красивом внешнем виде тут говорить не приходится — деталь будет ломаться по слоям от малейшего усилия.
Как с этим бороться? Запомните раз и навсегда: TPU нужно сушить. Практически всегда. Даже если вы только что достали катушку из новенькой, герметично запаянной заводской коробки с пакетиком силикагеля внутри. Китайские производители часто охлаждают пластиковый пруток в водяных ваннах прямо на конвейере перед намоткой, так что свежий пластик вполне может приехать к вам уже сырым.
Для сушки лучше всего использовать специальные сушилки для филамента, которые умеют поддерживать стабильную температуру в течение долгого времени. Для TPU оптимальный режим — это пятьдесят-пятьдесят пять градусов Цельсия в течение шести-восьми часов. Если специальной сушилки нет, можно воспользоваться обычным кухонным дегидратором для фруктов или, на крайний случай, электрической духовкой с функцией конвекции (главное — убедиться с помощью отдельного термометра, что духовка держит именно пятьдесят градусов, иначе вы рискуете просто спечь всю катушку в один монолитный кусок бесполезной пластмассы).
А идеальный вариант для долгой печати гибкими материалами — подавать пруток в принтер прямо из герметичного бокса (драйбокса), внутри которого лежит пара килограммов свежего силикагеля. Только так можно гарантировать, что на двадцатом часе печати пластик не наберет влагу и не испортит вам дорогостоящую модель.
Клей или шпатель: как победить избыточную адгезию стола
Обычно мейкеры часами бьются над тем, как заставить пластик прилипнуть к столу принтера. Используют специальные лаки, синий скотч, суспензии из растворенного пластика. Но при работе с TPU вы столкнетесь с прямо противоположной проблемой. Этот материал липнет к некоторым поверхностям настолько неистово, что вы рискуете навсегда похоронить деталь вместе со столом или оторвать ее вместе с куском покрытия.
Особенно сильно TPU «дружит» с гладким чистым стеклом и современными PEI-пластинами (как текстурированными, так и гладкими). Если вы напечатаете большую модель с широким основанием на чистом PEI-листе, то при попытке снять ее после остывания вы с высокой долей вероятности просто вырвете кусок золотистого напыления с металлической пластины. Пластик буквально приваривается к ней намертво.
Чтобы избежать этой дорогостоящей ошибки, запомните простое правило: при печати TPU на PEI или стекло нам нужен разделительный слой. Да-да, клей в данном случае используется не для того, чтобы деталь лучше прилипла, а для того, чтобы её потом можно было вообще снять!
Обычный копеечный сухой клей-карандаш на PVP-основе, нанесенный тонким слоем на холодный стол перед печатью, создает идеальный барьер. Он позволяет первому слою отлично зафиксироваться, но после окончания печати, когда стол остывает, этот клей легко растворяется обычной теплой водой или изопропиловым спиртом. Вы просто брызгаете спиртом под основание детали, немного ждете, и она аккуратно, без лишних усилий отходит от стола, оставляя покрытие в целости и сохранности. Также отлично работают специальные разделительные составы на основе обычного талька или специализированные мейкерские лаки. Никогда не пренебрегайте этим правилом, если не хотите регулярно покупать новые печатные платформы.
Энциклопедия домашних катастроф: решаем проблемы своими руками
Печать гибкими материалами — это всегда немного творчество и поиск баланса. Даже на идеально настроенном оборудовании периодически случаются сбои. Давайте разберем самые популярные проблемы, с которыми сталкивается абсолютно каждый мейкер, и поймем, как решать их быстро и без паники.
Проблема первая: пруток намотало на шестерню экструдера
Вы заходите в комнату, принтер бодро жужжит, голова ходит по заданной траектории, но сопло идет по воздуху, и ничего не печатается. Вы заглядываете в экструдер и видите, что мягкий пруток выскочил из направляющего тракта, согнулся петлей и намертво намотался на зубчатую шестерню двигателя, превратившись в плотный пластиковый узел.
Почему это произошло? Вариантов два: либо вы поставили слишком высокую скорость печати, и сопло не успевало пропускать через себя такой объем расплава, либо в экструдере слишком сильный прижим нити. Двигатель с огромной силой давил на пруток, встретил сопротивление в хотенде, прутку стало некуда деваться, и он нашел малейшую щель в корпусе экструдера, чтобы выскочить наружу.
Что делать? Останавливаем печать, прогреваем сопло до двухсот сорока градусов, аккуратно с помощью пинцета и кусачек срезаем запутавшийся пластик с шестерен. После этого обязательно ослабляем винт регулировки прижима филамента. Для TPU прижим должен быть минимально необходимым — шестерни должны просто уверенно цеплять нить, а не сдавливать ее в плоский блин. Ну и, конечно, снижаем скорость в слайсере.
Проблема вторая: деталь покрыта густой паутиной нитей
Ваша модель напечаталась, она прочная и правильной формы, но выглядит так, словно ее несколько недель атаковали безумные тропические пауки. Между всеми элементами тянутся тысячи тончайших, как волос, пластиковых нитей, на удаление которых вручную уйдет пара часов.
Почему это произошло? TPU — материал очень вязкий и тягучий. Когда сопло заканчивает печатать один контур и переходит к другому, в нагревательной камере остается остаточное давление, и микроскопические капли расплава продолжают сочиться из отверстия сопла, растягиваясь в длинные нити вслед за движением головы.
Что делать? Полностью избавиться от нитей на TPU — задача из разряда фантастики, но минимизировать их количество можно. Во-первых, проверьте пластик на влажность (сырой пластик течет гораздо сильнее). Во-вторых, попробуйте снизить температуру печати на пять-десять градусов. В-третьих, включите в слайсере функцию под названием «Avoid Crossing Perimeters» (избегать пересечения периметров) или аналогичную ей. При этой настройке сопло будет стараться перемещаться исключительно внутри уже напечатанного тела детали, не выходя в пустое пространство. В итоге все сопли останутся внутри заполнения, а внешние стенки будут чистыми. Ну а оставшуюся мелкую паутину на готовой детали можно мгновенно убрать, слегка проведя по ней пламенем обычной зажигалки или потоком горячего воздуха из строительного фена — нити просто оплавятся и исчезнут, не повредив саму модель.
Проблема третья: недоэкструзия и пропуски слоев
На поверхности детали появляются некрасивые проплешины, слои в некоторых местах не сплавились, а сама деталь легко ломается в руках при минимальном нажатии.
Почему это произошло? Чаще всего это связано с постепенным засорением сопла или так называемым «пробкообразованием». Если вы до TPU печатали на принтере обычным PLA или ABS пластиком, их остатки могли остаться на стенках сопла. Поскольку TPU печатается при других режимах и имеет высокую вязкость, он начинает цепляться за эти нагары, проходное отверстие сужается, и принтер начинает недоливать материал.
Что делать? Перед тем как заправить катушку TPU, всегда делайте так называемую «холодную протяжку» (Cold Pull) специальным чистящим нейлоном или тем же PLA. Прогрейте сопло до двухсот пятидесяти градусов, протолкните кусочек пластика вручную, затем выключите нагрев и дайте соплу остыть примерно до девяноста градусов. После этого резким, уверенным движением выдерните пруток обратно вверх. Вместе с кончиком пластика из сопла выйдет весь скопившийся там за долгие месяцы нагар и грязь. Только после этой процедуры можно заправлять нежный TPU.
От хобби к стабильному доходу: реальный бизнес на гибкой печати
А теперь давайте перейдем к самой вкусной и интересной части нашего разговора. 3D-принтер в квартире сорокалетнего мужика — это, конечно, отличная игрушка и прекрасный способ отвлечься от повседневной суеты. Но согласитесь, гораздо приятнее, когда ваше увлечение не просто окупает затраты на пластик и электричество, а приносит весомый, стабильный доход.
И вот тут печать материалами группы TPU открывает такие горизонты, о которых создатели сувенирных фигурок и пластиковых вазочек из PLA могут только мечтать. Рынок перенасыщен людьми, которые печатают копеечных пластиковых драконов и кораблики Бенчи. Там огромная конкуренция и копеечная маржинальность. Но когда речь заходит о функциональных, надежных вещах из резины на заказ — конкуренция стремится к нулю, а бизнес готов платить очень серьезные деньги.
Давайте разберем реальные, проверенные направления, на которых можно построить прибыльный мейкерский бизнес прямо сейчас, используя всего пару принтеров в обычной комнате.
Направление первое: автомобильный сектор и кастомный ремонт
Каждый автовладелец знает, что современная машина состоит из огромного количества мелких резиновых и пластиковых деталей, которые имеют свойство со временем протираться, рваться и приходить в негодность. Это всевозможные пыльники, уплотнительные кольца, демпферы замков дверей, заглушки, втулки и прокладки.
Купить такую оригинальную мелочевку у официального дилера часто бывает либо безумно дорого, либо невозможно из-за прекращения поставок старых моделей. А на китайских сайтах качество резины часто оказывается ниже всякой критики. И вот тут на сцену выходите вы.
Кейс из практики: к вам приходит человек, у которого на редком японском внедорожнике порвался уникальный уплотнитель редкого патрубка интеркулера или защитный пыльник рулевой рейки. Оригинал ждать три месяца, цена вопроса кусается. Вы берете остатки старой детали, за полчаса моделируете её точную копию в CAD-программе, закладываете в модель нужные допуски на усадку и отправляете на печать из жесткого, маслобензостойкого TPU 95A или 60D. Через три часа клиент получает деталь, которая по своим прочностным характеристикам превосходит заводскую резину. Он счастлив, его машина снова на ходу, а вы получаете отличную оплату за инженерную работу и печать. Демпферы для дверей автомобилей — вообще золотая жила. Они печатаются сотнями, расход пластика минимальный, а спрос среди автолюбителей стабильно высокий, так как они убирают неприятный стук при закрывании дверей.
Направление второе: B2B-рынок, производство и малый бизнес
Малые производственные компании, частные мастерские, автосервисы и владельцы станков ЧПУ — это ваша самая лояльная и платежеспособная аудитория. Им постоянно требуются кастомные решения для их оборудования.
Например, любому производству, где есть конвейерные ленты или упаковочные линии, регулярно требуются мягкие подающие ролики, направляющие упоры и защитные накладки, которые не должны царапать готовую продукцию (например, стеклянные бутылки или крашеные металлические корпуса). Изготовить такие ролики из резины традиционными методами литья ради партии в пять-десять штук — экономический абсурд. Стоимость изготовления пресс-формы перекроет всю выгоду. А для вас напечатать десяток таких роликов из мягкого TPU 85A — задача на один рабочий день.
Еще один отличный сектор — изготовление так называемых «мягких губок» (Soft Jaws) для тисков фрезерных станков или слесарных верстаков. Когда в тисках нужно зажать деталь сложной формы из мягкого алюминия или ценных пород дерева, стальные губки тисков неизбежно оставят на ней глубокие вмятины и царапины. Мейкеры печатают кастомные накладки на губки тисков из TPU точно по форме зажимаемой детали. Они намертво фиксируют объект за счет высокой силы трения резины, но при этом не деформируют его поверхность. Такие заказы разлетаются среди местных мастерских как горячие пирожки.
Направление третье: мир радиоуправляемых моделей и дронов
FPV-дроны, квадрокоптеры, радиоуправляемые модели автомобилей и самолетов — это индустрия, которая переживает сейчас невероятный бум. И вся эта техника постоянно бьется, падает и ломается. Скорости там огромные, удары колоссальные.
Жесткий пластик на дронах не живет вообще — он разлетается после первого же неудачного приземления. Поэтому практически все навесное оборудование для квадрокоптеров делается исключительно из TPU. Это защитные бамперы для крошечных камер, виброизоляционные площадки для полетных контроллеров, посадочные ножки, крепления для аккумуляторов и антенн.
Если вы зайдете в любое местное сообщество любителей беспилотников, вы увидите бесконечный поток запросов: «Ребята, кто может оперативно напечатать подиум под новую камеру из TPU?». Освоив печать флексами, вы обеспечите себя постоянным потоком заказов от этой аудитории. Пластик здесь уходит килограммами, модели в сети лежат в открытом доступе, а маржинальность готового изделия может составлять триста-четыреста процентов от стоимости затраченного материала.
Направление четвертое: индивидуальная ортопедия и спорт
Это сфера с самой высокой добавленной стоимостью. Сегодня люди очень внимательно относятся к своему здоровью, и индивидуальные ортопедические стельки для обуви, сделанные по трехмерному скану стопы конкретного человека — это огромный и очень дорогой рынок.
Используя мягкие марки TPU и специальное заполнение (например, ту самую гироидную решетку, о которой мы говорили в прошлый раз), вы можете создавать стельки с переменной жесткостью. В зоне пятки, где нужна максимальная амортизация, вы делаете заполнение более редким. В зоне супинатора, где нужна поддержка стопы — делаете его плотным и жестким. Напечатать такую стельку на обычном принтере можно буквально за пару часов, а её розничная стоимость в ортопедических салонах начинается от нескольких тысяч рублей. Партнерство с местным частным врачом-ортопедом может превратить вашу домашнюю мастерскую в полноценный высокотехнологичный медицинский стартап.
Заглядываем за горизонт: будущее эластичных материалов
Мы живем в удивительное время. Еще десять лет назад сама мысль о том, что можно дома, на коленке, вырастить из жидкой нити полноценное резиновое изделие, казалась научной фантастикой. Сегодня это рутина. Но индустрия не стоит на месте, и то, что мы видим в лабораториях производителей филамента сейчас, через пару лет станет обычным стандартом.
Уже сейчас появляются так называемые «умные эластомеры» — материалы, которые способны менять свою жесткость в зависимости от температуры или приложении электрического тока. Активно развиваются проводящие электричество марки TPU, содержащие внутри себя углеродные нанотрубки или графит. Представьте, что вы можете на принтере с двойным экструдером одновременно напечатать мягкую подошву кроссовка из обычного TPU и встроенные прямо внутрь неё гибкие датчики шагов и давления из проводящего флекса. Это открывает просто невероятные возможности для создания носимой электроники и гаджетов нового поколения.
Идет активная работа над созданием биосовместимых марок термополиуретана, которые можно будет использовать для печати временных имплантов, искусственных кровеносных сосудов и элементов мягких роботов, способных работать внутри человеческого организма. Мы находимся в самом начале этого пути, и те мейкеры, которые досконально освоят работу с базовыми гибкими материалами сегодня, завтра окажутся на гребне технологической волны.
Финальное слово мастера: не бойтесь гнуться, чтобы не сломаться
Подводя итог нашему масштабному погружению в мир TPU, мне хочется сказать вам одну простую вещь. Самый главный тормоз в развитии любого мастера — это страх перед неизвестным и привычка работать по старым, накатанным шаблонам. Очень легко всю жизнь печатать стандартные коробочки из PLA на стандартных настройках и жаловаться, что 3D-печать — это просто баловство, не приносящее денег.
Да, TPU — материал с характером. Он требует к себе уважения, он заставит вас разобраться в механике вашего экструдера, научит вас правильно сушить пластик и заставит часами подбирать идеальную скорость в слайсере. Он не прощает спешки и поверхностного отношения.
Но те возможности, которые он дает взамен — несопоставимы с затраченными усилиями. Когда вы впервые возьмете в руки готовую функциональную деталь, которая идеально амортизирует, не боится ударов кувалды и пахнет качественным фабричным изделием, ваше мейкерское мышление изменится навсегда. Вы перестанете мыслить категориями «хрупких пластиковых поделок» и начнете создавать настоящие инженерные шедевры.
Не бойтесь экспериментировать. Начните с жесткого TPU 95A, просушите его как следует, сбросьте скорость принтера до минимума, отключите обдув — и просто попробуйте. Путь к мастерству состоит из множества маленьких шагов и неизбежных ошибок, но поверьте мне — этот путь стоит того, чтобы его пройти.
Желаю всем стабильного потока пластика, послушных экструдеров, идеальной адгезии первого слоя и, конечно же, бесконечной гибкости в творчестве и бизнесе!
В Telegram, ВК и Макс я делюсь тем, что не всегда подходит для формата Дзена: бесплатные STL, короткие наблюдения, рабочие заметки и апдейты.
👉 Канал в телеграмм 3Д печатник