Привет всем энтузиастам, инженерам и просто неравнодушным к запаху плавящегося пластика мейкерам!
Если вы когда-нибудь завороженно стояли перед своим 3D-принтером, наблюдая, как печатающая голова выписывает плавные, гипнотические волны внутри детали, не образуя ни единого прямого угла, значит, вы уже знакомы с главным героем нашей сегодняшней беседы. Вы наблюдали за рождением гироида.
В свои сорок лет я пропустил через свои руки немало разного оборудования. Я помню времена, когда печать обычного кубика без дефектов считалась магией, а настройка первого слоя напоминала танцы с бубном. Я собирал лазерные граверы, возился с тяжелыми фрезерными станками с ЧПУ по дереву, боролся с капризами фотополимерной смолы, но именно FDM-печать всегда оставалась для меня чем-то особенным. И знаете, что я вам скажу? В индустрии аддитивных технологий редко случаются моменты, когда чистая, абстрактная математика, суровая инженерная эффективность и прямая коммерческая выгода сливаются воедино так идеально. Гироидные решетки — это именно такой, уникальный случай.

Сегодня, в 2026 году, использование гироида — это уже не просто забавная фишка для гиков, которые любят ковыряться в экспериментальных настройках слайсера. Это абсолютный стандарт инженерного мышления. Это маркер, отличающий профессионала, понимающего физику процесса, от новичка, который печатает по шаблонам из интернета. В этой статье мы без лишней воды, сложных академических терминов и заумных выкладок разберем гироид по косточкам. Мы выясним, что это такое на самом деле, почему эта структура работает на порядок лучше привычных нам сот или кубической сетки, как правильно настраивать ее при слайсинге под разные материалы, и, самое главное, как эта волнистая текстура помогает делать по-настоящему крутые продукты и зарабатывать реальные деньги. Устраивайтесь поудобнее, наливайте кофе, разговор будет долгим и обстоятельным.
Что такое гироидная решетка: объясняем на пальцах без высшей математики
Чтобы понять гениальность гироида, нам придется сделать небольшой экскурс в геометрию, но обещаю, обойдемся без учебников. В строгом научном мире гироид описывается как «трипериодическая минимальная поверхность». Звучит пугающе, правда? Давайте переведем это на нормальный человеческий язык.
Представьте себе детскую забаву — пускание мыльных пузырей. Если вы возьмете проволочный каркас сложной формы и опустите его в мыльный раствор, то мыльная пленка, натянувшаяся внутри каркаса, примет форму с минимально возможной площадью поверхности для заданных границ. Природа ленива, она всегда стремится к минимуму энергии. Эта мыльная пленка — классический пример минимальной поверхности.
А теперь представьте, что эта поверхность не плоская и не замкнута в пузырь, а непрерывно извивается, уходя в бесконечность по всем трем измерениям (длине, ширине и высоте), разделяя пространство на два непересекающихся лабиринта. Если вы нальете воду в одну часть этого лабиринта, она никогда не смешается с водой в другой части.
У гироида есть три уникальных свойства, которые делают его особенным:
- Полное отсутствие замкнутых плоскостей и прямых линий. В гироиде нет ни одного плоского участка. Вся структура состоит из плавных, перетекающих друг в друга седел и изгибов.
- Отсутствие пересечений. В отличие от кубической сетки или линий, стенки гироида никогда не пересекаются друг с другом крест-накрест. Это единая, непрерывная стена, свернутая хитрым образом.
- Равномерность во всех направлениях. Как бы вы ни повернули кубик, заполненный гироидом, его внутренняя структура будет выглядеть и работать примерно одинаково.
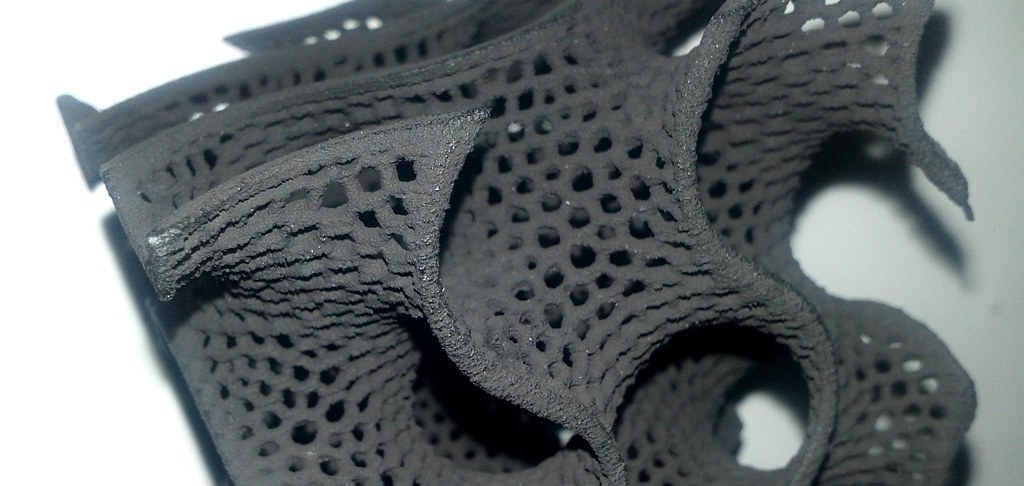
Долгое время эта структура существовала только в головах математиков (ее открыл физик Алан Шен в семидесятых годах прошлого века, работая в NASA) и в живой природе. Да-да, природа давно опередила инженеров! Если посмотреть под мощным электронным микроскопом на чешуйки крыльев некоторых бабочек, которые переливаются ярким металлическим блеском, мы увидим там крошечные гироидные структуры из хитина. Именно они так хитро преломляют свет.
Но почему же инженеры десятилетиями не использовали такую потрясающую форму в промышленности? Ответ банален до безобразия: мы просто не умели ее производить.
Идеальный союз: почему гироид и 3D-печать созданы друг для друга
До появления современных аддитивных технологий изготовить деталь с внутренней гироидной структурой было физически невозможно.
Подумайте сами. Вы не можете выточить такую деталь на токарном станке или вырезать на ЧПУ-фрезере — фреза просто не сможет проникнуть внутрь закрытого объема и выбрать материал по сложной криволинейной траектории. Вы не можете отлить ее из металла или пластика в пресс-форму, потому что после остывания материала вы никогда в жизни не сможете вытащить внутренний пуансон — сложнейшие переплетения гироида намертво заблокируют его внутри.
Классическое производство загнало инженеров в жесткие рамки прямых углов, сплошных заливок или, в лучшем случае, простых пчелиных сот.
И тут на сцену выходит 3D-печать. Технология послойного наплавления (FDM) разрушила оковы традиционного производства. Экструдеру абсолютно все равно, какую геометрию выкладывать в плоскости XY на каждом конкретном слое. Принтер не вырезает лишнее, он создает деталь из пустоты, слой за слоем. Для него напечатать сложнейший волнообразный срез гироида так же легко, как напечатать обычный прямой квадрат.
Более того, отсутствие пересечений линий в одном слое (как это бывает при классическом заполнении «сетка») делает печать гироида невероятно плавной. Сопло не скачет на кочках из уже наплавленного пластика, экструдер движется плавно, как лодка по волнам. По сути, гироид — это первая в истории инженерии форма, которая была не адаптирована под аддитивное производство, а буквально рождена для него.
Разрушители мифов: Механика гироида против классических заполнений
Чтобы по-настоящему оценить силу гироида, нам нужно сравнить его с ветеранами 3D-печати: пчелиными сотами и кубическим заполнением. Слишком долго мы по инерции использовали эти старые паттерны, не задумываясь об их скрытых недостатках.
Миф о непобедимости пчелиных сот
Долгие годы паттерн «соты» (Honeycomb) считался золотым стандартом. Инженеры смотрели на природу, видели прочные пчелиные ульи и слепо копировали их в слайсерах. И да, соты действительно великолепно работают, но только при одном важнейшем условии: если нагрузка направлена строго вдоль их стенок (вертикально).
Представьте себе блок сотового картона или стопку коктейльных трубочек, склеенных вместе. Если вы положите на них тяжелую гирю сверху, они легко выдержат вес. Но стоит вам ударить по этому блоку сбоку, перпендикулярно оси трубочек, как вся конструкция мгновенно сложится, как карточный домик. Это называется анизотропией — когда физические свойства детали кардинально зависят от направления.
В реальном мире, когда вы делаете кронштейн для полки в гараже или деталь для велосипеда, вы далеко не всегда можете предсказать, с какой стороны прилетит удар или куда будет направлен вектор изгиба. Деталь с сотовым заполнением, получив боковую нагрузку, с которой она не рассчитана справляться, просто треснет.
Проблема кубического заполнения: стресс в углах
Кубическое заполнение или классическая прямолинейная сетка хороши тем, что слайсер просчитывает их за доли секунды, а принтер печатает их быстро. Но у них есть фундаментальный порок с точки зрения сопротивления материалов.
В местах пересечения прямых линий (в углах крестовин) создаются так называемые концентраторы напряжений. Когда на деталь действует сила, она распределяется неравномерно. Нагрузка стекается к этим острым углам и перекрестиям. Именно там образуются микротрещины, которые со временем разрастаются и приводят к фатальному разрушению всей детали. Деталь не гнется, она резко лопается в самом слабом месте.
Триумф гироида: объемная изотропная пружина
А теперь вернемся к гироиду. Помните, мы говорили, что у него нет прямых углов и ровных плоскостей? Это меняет правила игры кардинально.
- Изотропная прочность. Гироид работает одинаково хорошо во всех направлениях. Сожмете вы его сверху, ударите сбоку или попытаетесь скрутить — волнообразная структура встретит нагрузку одинаковым сопротивлением. Это делает гироид идеальным выбором для сложных функциональных деталей, где векторы сил распределены хаотично.
- Отсутствие концентраторов напряжений. Поскольку стенки гироида плавно перетекают друг в друга, механическое напряжение при деформации не скапливается в одной точке, а равномерно «размазывается» по всей обширной поверхности решетки.
- Усталостная прочность. Гироид работает как огромная, сложная трехмерная пружина. При кратковременных пиковых нагрузках (ударах) он способен слегка деформироваться, поглотить энергию удара, а затем вернуть форму (если позволяет материал). Деталь с гироидом скорее упруго спружинит, чем хрупко разлетится на куски, как это бывает с кубическим заполнением.
Подводя итог этой механической битве: в 2026 году использовать соты или сетку в ответственных, нагруженных деталях — это признак устаревшего подхода. Вы экономите копейки на времени печати, но радикально снижаете надежность изделия.
Симфония пластика: как разные материалы раскрываются с гироидом
Гироид — это структура, но то, как она себя поведет, на сто процентов зависит от пластика, который вы заправите в экструдер. Разные филаменты реагируют на эту инопланетную геометрию совершенно по-разному.
PLA-пластик: визуальная эстетика и прототипы
Начнем с классики. PLA (полилактид) — самый дружелюбный и популярный материал. Он почти не дает усадки, отлично липнет к столу и не пахнет при печати.
В связке с PLA гироид выглядит просто потрясающе. Если напечатать деталь без верхних и нижних крышек, оставив только стенки и внутренний гироид, вы получите роскошный декоративный элемент. Вазы, подставки для карандашей, плафоны для светильников, напечатанные таким образом, выглядят космически дорого. Свет, проходящий через хитросплетения волн PLA, создает невероятные оптические иллюзии.
Но с механической точки зрения PLA и гироид — спорная пара. PLA — очень жесткий и хрупкий материал. Он не умеет пружинить. При превышении нагрузки тонкие стенки гироида из PLA просто с хрустом сломаются. Поэтому для жестких функциональных деталей, которые будут испытывать ударные нагрузки, лучше поискать что-то другое.
PETG: идеальный баланс для суровых будней
Живя здесь, в Питере, где влажность воздуха порой зашкаливает, я давно перевел большую часть своей домашней мастерской на PETG. Этот материал не так сильно впитывает влагу, как нейлон или некоторые виды PLA, он обладает отличной межслойной адгезией и небольшим запасом гибкости.
Гироид и PETG — это, пожалуй, самый универсальный и надежный рабочий тандем для FDM-печати. Из этой связки получаются шикарные корпуса для электроники, кронштейны для инструментов, детали для авто- и мототехники. PETG дает гироиду ту самую необходимую вязкость. При ударе деталь не лопается, а слегка мнется.
Однако нужно помнить одну особенность PETG: он очень любит тянуть «сопли» (волосить) при перемещении сопла над пустыми пространствами (ретракты). И хотя при печати гироида сопло редко прерывает подачу пластика в пределах одного островка, на высоких скоростях и низких процентах заполнения вы можете получить внутри детали пушистую паутину из микронитей. Это не влияет на прочность, но эстетика внутренней части может пострадать.
TPU (Флексы): магия тактильности и антистресс
А вот здесь начинается настоящая магия. Если вы хотите понять истинную силу гироида, заправьте в свой принтер с директ-экструдером (например, в тот же популярный Sovol или Bambu) катушку мягкого полиуретана (TPU).
TPU и гироид созданы для того, чтобы работать вместе. Это та самая комбинация, на которой сегодня строятся целые бизнесы. Даринка недавно попросила напечатать ей органайзер для хрупкой косметики, и я сделал ложементы именно из мягкого TPU с 15-процентным гироидом. Результат оказался фантастическим.
Меняя процент заполнения гироида при печати флексом, вы можете кардинально менять жесткость конечного изделия.
- Заполнение 5-10%: Деталь получается невероятно мягкой, как воздушный зефир. Она легко сжимается пальцами и медленно восстанавливает форму. Идеально для мягких прокладок, амортизаторов легких деталей и тактильных антистресс-игрушек.
- Заполнение 20-30%: Отличная упругость. Деталь по жесткости напоминает подошву хороших беговых кроссовок. Из этого получаются великолепные демпферы для ножек тяжелого оборудования, бамперы для радиоуправляемых машинок и защитные чехлы.
- Заполнение 40% и выше: Деталь становится жесткой, как монолитный кусок автомобильной покрышки. Сжать ее руками почти невозможно, но она отлично гасит тяжелые вибрации.
Гироид не дает стенкам из TPU складываться гармошкой (как это бывает с сотами при сжатии), обеспечивая благородное, равномерное, пружинистое сопротивление. Все премиальные печатные стельки для ортопедической обуви сегодня делаются именно по этой технологии.
Инженерные пластики: Нейлон, Поликарбонат и Угленаполненные композиты
Когда речь заходит о суровой промышленности, в дело вступают инженерные полимеры: Nylon (PA), Polycarbonate (PC) и их модификации, усиленные рубленым углеволокном или стекловолокном.
Печать этими материалами требует закрытой камеры и высоких температур, но результат оправдывает средства. Гироид из угленаполненного нейлона обладает колоссальной прочностью при минимальном весе. Из таких композитов печатают кастомные детали для дронов, элементы подвески спортивных автомобилей и роботизированные захваты на конвейерах. Здесь изотропные свойства гироида раскрываются на сто процентов — деталь выдерживает чудовищные вибрации, многовекторные нагрузки и перепады температур, не теряя при этом своей геометрии.
Мастерская слайсера: как правильно настраивать гироид
Если вы просто выберете в выпадающем меню слайсера (будь то Cura, PrusaSlicer или Orca) пункт «Gyroid» и нажмете кнопку «Нарезать», вы, скорее всего, получите приемлемый результат. Но чтобы выжать из этой структуры максимум, нужно понимать физику процесса и тонко настраивать параметры. Гироид не любит «дешевых» настроек на скорую руку.
1. Играем с процентом плотности (Infill Density)
Плотность заполнения — это главный рычаг управления прочностью и весом. В отличие от кубической сетки, где плотность визуально понятна, гироид масштабирует размер своей волны.
- 5-10% (Воздушный режим): Подходит только для визуальных моделей, декоративных фигурок или очень больших деталей, которые не несут никакой нагрузки. В этом режиме волны гироида огромные. Нужно быть осторожным: если деталь имеет плоскую верхнюю крышку, соплу придется делать длинные мосты (печатать по воздуху) между редкими стенками гироида, и верхние слои могут провиснуть. Чтобы этого избежать, придется увеличивать количество верхних сплошных слоев (Top Shell Layers) до 5-6 штук.
- 15-25% (Золотой стандарт): Оптимальный режим для 90% задач. Кронштейны, корпуса, держатели. В этом диапазоне достигается тот самый идеальный баланс, когда деталь уже очень прочная, но вы все еще экономите массу пластика и времени.
- 30-40% (Тяжелая артиллерия): Используется для деталей, подвергающихся высоким механическим нагрузкам — шестерни, зажимы, нагруженные узлы станков. Гироид становится плотным, как густая мыльная пена.
- Выше 45-50%: Практически теряет смысл. Во-первых, печать становится неоправданно долгой. Во-вторых, короткие волнообразные движения сопла на высокой плотности заставят ваш принтер вибрировать так, словно он собирается взлететь (особенно если у вас старый «дрыгостол», а не современный CoreXY). Если вам нужна деталь прочнее, чем гироид на 40%, просто добавьте толщины внешним стенкам.
2. Толщина стенок (Perimeters / Wall Line Count)
Это самое главное правило, которое игнорируют новички: любое заполнение работает только в связке с внешними стенками! Вы можете поставить хоть стопроцентное заполнение внутри, но если у вас стоит всего два периметра (тонкая внешняя оболочка), деталь будет хрупкой. Нагрузка всегда ложится на внешний контур изделия, а заполнение лишь поддерживает этот контур изнутри, не давая ему смяться.
Для прочных деталей, печатаемых с гироидом (скажем, на 20% плотности), всегда ставьте минимум 4-5 периметров (толщина стенки от 1.6 до 2.0 мм при стандартном сопле 0.4 мм). Толстая монолитная корка снаружи в комбинации с упругой изотропной гироидной решеткой внутри — это рецепт неубиваемой детали.
3. Ширина линии заполнения (Infill Line Width)
Секретный трюк, о котором редко рассказывают. В слайсере вы можете задать ширину экструзии для заполнения больше, чем диаметр вашего сопла. Например, при сопле 0.4 мм вы можете выставить ширину линии гироида 0.6 мм или даже 0.8 мм.
Принтер будет подавать больше пластика, размазывая его соплом, делая стенки гироида жирными и массивными. Это колоссально увеличивает прочность внутренней решетки, почти не увеличивая время печати. Деталь становится невероятно жесткой на скручивание.
4. Скорость печати и ускорения: пощадите механику
Гироид — это непрерывная кривая. Для печати сот принтер едет по прямой, делает резкий угол, снова едет по прямой. При печати гироида моторы осей X и Y находятся в постоянном, синхронном движении, описывая микро-дуги.
Если вы попытаетесь печатать гироид на запредельных скоростях с высокими ускорениями (как сейчас модно на современных скоростных принтерах), тяжелая печатающая голова (особенно если это Direct-экструдер) начнет создавать сильный резонанс. Вы услышите характерный гул, а принтер будет трястись. Чрезмерная скорость просто «размажет» геометрию волны, пластик не успеет остыть и лечь ровно.
Секрет качественного гироида — умеренная, постоянная скорость заполнения. Ограничьте скорость печати инфилла в пределах 60-100 мм/с (в зависимости от возможностей вашей кинематики). Плавное, безостановочное движение сопла даст вам идеальную, монолитную структуру без разрывов и недоэкструзии.
Экономика гироида: как волнообразные линии превращаются в реальные деньги
Давайте отложим в сторону физику и поговорим о том, что волнует каждого мейкера, решившего превратить свое хобби в бизнес. Где здесь деньги? Как сложная математическая форма помогает зарабатывать?
Я как раз недавно дописывал логику для своего калькулятора себестоимости печати, в котором учитывается амортизация оборудования, электроэнергия, время работы мастера и стоимость материалов. И анализ цифр показывает удивительную картину.
1. Жесткая экономия дорогого пластика
Предположим, вы производите на заказ массивные ложементы для транспортировки дорогостоящей измерительной аппаратуры. Клиенту нужна прочность и идеальная посадка прибора в кейсе.
Если вы будете печатать эти ложементы с монолитным заполнением или плотной кубической сеткой, вы потратите на один ложемент килограмм хорошего, дорогого инженерного PETG или ударопрочного ABS. Это долго и дорого.
Переход на гироидное заполнение плотностью 20-25% с толстыми внешними стенками позволяет снизить вес готового изделия на 40-50%, сохраняя все ударопоглощающие свойства. Вы экономите полкилограмма дорогого филамента с каждой детали. Учитывая, что время печати тоже сокращается (так как принтеру нужно плавить меньше объема), рентабельность вашего изделия взлетает до небес.
2. B2B сектор: решение проблем, за которые платят щедро
Бизнес не покупает 3D-печать просто так. Бизнес покупает решение своих проблем. И гироид позволяет решать специфические задачи недоступные конкурентам с традиционным подходом.
- Авиация и автоспорт: Компании, строящие дроны или гоночные багги, бьются за каждый грамм веса. Предложите им детали (кронштейны камер, крепления антенн, корпуса датчиков) с гироидной структурой из угленаполненного поликарбоната. Они получат деталь, которая весит в два раза меньше литой алюминиевой, но выдерживает такие же перегрузки. За снижение веса в этих сферах платят по премиальному тарифу.
- Промышленное демпфирование: Заводы часто сталкиваются с проблемой вибраций на конвейерных линиях. Детали расшатываются, станки шумят. Печатные подушки-демпферы из жесткого TPU с гироидным заполнением работают как промышленные амортизаторы, гася вибрации сложной частоты лучше обычных резиновых прокладок.
- Медицина и ортопедия: Изготовление индивидуальных ортезов на сломанные конечности вместо тяжелого гипса. Гироидная структура внутри ортеза делает его легким, невероятно прочным, и, что критически важно для пациента, она позволяет воздуху циркулировать внутри (если сделать внешнюю стенку перфорированной). Кожа дышит, рука не потеет. Это продукт с колоссальной добавленной стоимостью.
3. Премиальное позиционирование вашего продукта
В малом бизнесе очень важно, как выглядит ваш продукт. Если клиент берет в руки напечатанную вами деталь, смотрит внутрь (или на срез, если это дизайнерская задумка) и видит там дешевую квадратно-гнездовую сетку, он подсознательно ассоциирует это с дешевой китайской штамповкой.
Когда клиент видит гироид, он видит сложную инженерию. Волнообразная структура выглядит футуристично, дорого и «высокотехнологично». Вы можете (и должны!) использовать этот факт в маркетинге. Объясняйте клиентам, что вы не просто «печатаете пластмассу», а применяете топологически оптимизированные структуры, которые используются в аэрокосмической отрасли. Люди готовы платить больше за технологии, которые они не могут повторить у себя в гараже обычными методами.
Будущее уже здесь: куда эволюционируют гироидные структуры
Мы живем в потрясающее время, когда программное обеспечение для 3D-печати развивается быстрее, чем железо принтеров. Что ждет гироидные решетки в ближайшем будущем (а кое-где это доступно уже в 2026 году)?
- Адаптивные решетки (Modifier Meshes). Слайсеры уже сейчас позволяют делать гироид неравномерным. Представьте деталь в виде буквы «Г». Слайсер (или вы вручную с помощью модификаторов) может уплотнить гироид до 50% именно в месте внутреннего угла, где нагрузка на излом максимальна, а в остальных длинных частях детали оставить плотность на уровне 15%. Деталь получается легкой там, где можно, и монолитно-непробиваемой там, где это жизненно необходимо.
- Искусственный интеллект и генеративный дизайн. Скоро нам вообще не придется думать о процентах заполнения. Инженер просто задаст в программе векторы приложения сил к детали, а нейросеть сама сгенерирует внутреннюю структуру. Она возьмет за основу гироид и начнет его изгибать, утолщать стенки в нужных местах и разряжать в ненагруженных зонах. Деталь будет напоминать структуру человеческой кости — губчатую внутри и прочную снаружи.
- Использование гироида в теплообменниках. Благодаря тому, что гироид разделяет пространство на два изолированных, бесконечно извилистых канала, инженеры уже начинают печатать гироидные теплообменники из металла и теплопроводных керамик. В один канал пускают горячую жидкость, в другой — холодную. За счет огромной площади соприкосновения стенок и завихрений потока, эффективность такого теплообменника в разы превосходит классические трубчатые радиаторы при меньшем весе.
Итоги: меняйте мышление, а не только настройки
Подводя итог этой масштабной экскурсии в мир трипериодических минимальных поверхностей, хочется сказать главное: гироид — это не просто очередной модный тренд в 3D-печати, который пройдет через год.
Это фундаментальный сдвиг в самой парадигме создания физических объектов. Столетиями мы проектировали вещи, опираясь на то, что мы можем отлить или отрезать. Прямые углы, плоские листы, круглые отверстия. Мы думали в 2D-плоскостях, собранных в 3D-объекты.
Гироид ломает эту систему. Это структура, которая мыслит сразу в трех измерениях. Она экономит дорогой материал без потери прочности. Она бережет ресурс вашего оборудования за счет плавной кинематики. Она позволяет создавать продукты с недостижимыми ранее свойствами поглощения ударов и распределения нагрузок.
Если вы мейкер, который до сих пор по привычке нажимает кнопку «Сетка» или «Соты» в настройках слайсера, сделайте одолжение себе и своему бизнесу. Откройте настройки, выберите Gyroid, поставьте плотность 20%, добавьте пару лишних стенок и запустите печать. Возьмите готовую деталь в руки, попробуйте сломать ее. Почувствуйте эту монолитность. Поверьте, после этого вы уже никогда не вернетесь к старым методам. Аддитивные технологии — это космос, так давайте использовать космические решения!
Удачной всем печати, ровного первого слоя и крепких, как сталь, гироидных решеток!
В Telegram, ВК и Макс я делюсь тем, что не всегда подходит для формата Дзена: бесплатные STL, короткие наблюдения, рабочие заметки и апдейты.
👉 Канал в телеграмм 3Д печатник