Введение
При гибке листового металла, особенно в серийном производстве на листогибочных прессах с ЧПУ, часто возникает ситуация, когда фактический угол детали отличается от заданного или «плавает» от гиба к гибу.
Важно понимать: при воздушной гибке небольшое отклонение угла
в пределах ±0,5° считается нормальным и связано с особенностями
технологии.
Однако если отклонения становятся нестабильными или выходят за допустимые пределы, необходимо провести диагностику процесса.
Рассмотрим основные причины нестабильного угла гибки и практические способы устранения проблемы.
Быстрая диагностика нестабильного угла
Перед разбором причин важно определить тип отклонения:
- случайное «плавание» угла чаще связано с материалом или направлением проката;
- постоянная ошибка в одну сторону обычно связана с настройкой инструмента или программы;
- изменение угла со временем связано с температурой, гидравликой или износом оборудования.
Эта классификация помогает быстрее определить источник проблемы и сократить время диагностики.
Основные причины нестабильного угла гибки
1. Точность и качество проката листового металла
Одна из самых распространенных причин нестабильного угла — неоднородность листового металла.
Как проявляется:
- угол изменяется даже при одинаковой программе;
- разные детали из одной партии дают различный результат.
Причина: толщина листа может отличаться:
- между листами одной партии;
- внутри одного листа.
Даже небольшие отклонения толщины способны влиять на результат гибки.
По ГОСТ 19904-90 листовой прокат делится на:
- ВТ — высокая точность;
- АТ — повышенная точность;
- БТ — нормальная точность (наиболее распространенный вариант).
Рекомендации:
- проверять толщину партии микрометром;
- не смешивать листы из разных поставок;
- по возможности использовать более точный прокат;
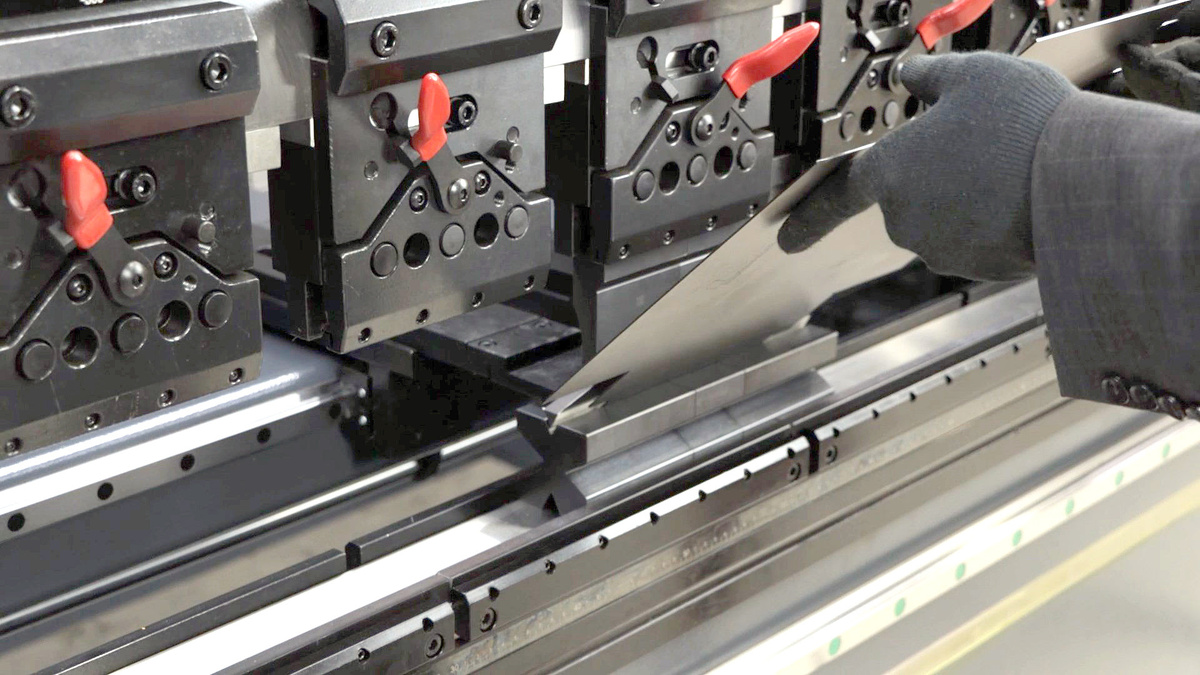
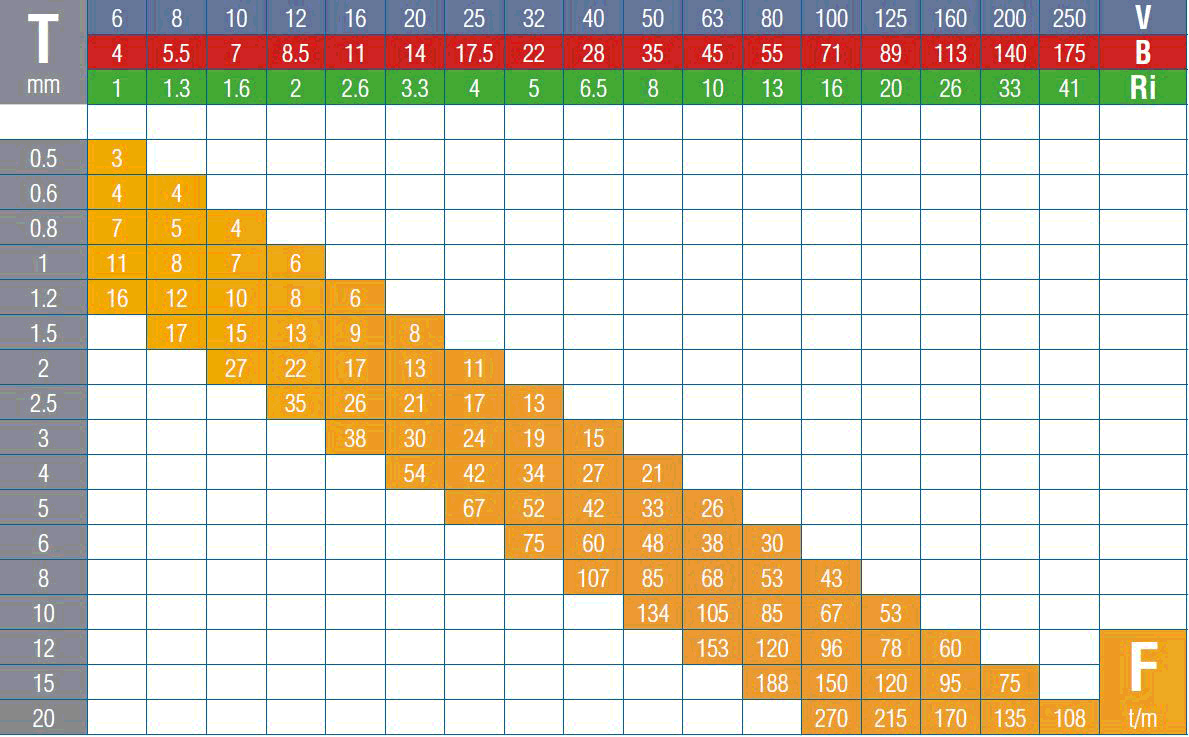
- увеличивать раскрытие матрицы (V-открытие), например, для 2 мм стали использовать V16–V20.
2. Направление проката (волокна металла)
Направление волокон после прокатки влияет на поведение металла при гибке.
Как проявляется:
- нестабильный угол при одинаковой геометрии деталей;
- появление трещин на внешнем радиусе при неблагоприятной ориентации.
Причины:
- при гибке вдоль направления проката металл хуже растягивается;
- при гибке поперек проката деформация более стабильна.
Рекомендации:
- учитывать направление волокон при раскладке деталей;
- располагать одинаковые детали одинаковым образом;
- сортировать детали после резки по ориентации;
- учитывать направление проката на этапе CAM/раскроя.
3. Технология раскроя и внутренние напряжения
Разные технологии раскроя формируют различное напряженное состояние в металле.
Как проявляется:
- одинаковые детали ведут себя по-разному при гибке;
- нестабильность угла после резки.
Причины
Лазерная резка:
- локальный нагрев материала;
зона термического влияния; - образование внутренних напряжений;
Координатно-пробивной пресс:
- пластическая деформация;
- эффект нагартовки (упрочнение кромки).
Рекомендации:
- не смешивать детали, полученные разными способами раскроя;
- сортировать партии по технологии обработки;
- при необходимости использовать отдельные программы гибки для разных групп.
4. Износ инструмента листогибочного пресса
Состояние инструмента напрямую влияет на стабильность угла гибки.
Как проявляется:
- постепенное изменение угла при одинаковых настройках;
- снижение повторяемости результата.
Причины:
- износ радиуса пуансона;
- изменение геометрии матрицы;
- нарушение точности контакта инструмент–деталь.
Дополнительно износ ускоряют:
- металлическая пыль;
- окалина после лазерной резки;
- перегрузка инструмента.
Рекомендации:
- регулярно контролировать состояние инструмента;
- очищать рабочие поверхности;
- соблюдать допустимые нагрузки;
- своевременно заменять изношенные элементы.
5. Температура и условия эксплуатации оборудования
Температурный режим особенно важен для гидравлических листогибочных прессов.
Как проявляется:
- нестабильный угол в начале работы;
- различия в результате в течении смены.
Причина: при низкой температуре
- изменяется вязкость гидравлического масла;
- ухудшается стабильность гидросистемы;
- снижается повторяемость усилия.
Рекомендации:
- минимальная рабочая температура масла от +10°C;
- нежелательно работать ниже +5°C;
- обеспечивать прогрев оборудования перед серийной работой.
Дополнительный фактор: поведение деталей после гибки
После выполнения гибки угол может незначительно изменяться:
- при транспортировке;
- при вибрациях;
- при механическом воздействии.
Это особенно заметно на тонколистовых деталях.
Заключение
Воздушная гибка листового металла является технологически гибким, но не прецизионным процессом.
Небольшие отклонения угла (до ±0,5°) считаются нормой и связаны с особенностями материала и оборудования.
Для стабильного результата необходимо учитывать комплекс факторов:
- качество проката;
- направление волокон;
- технологию раскроя;
- состояние инструмента;
- температурный режим.
Системный контроль этих параметров позволяет повысить повторяемость углов и снизить количество брака в серийном производстве.
Статья подготовлена бренд-менеджером компании «Абамет» Семеном Сарычевым.
-------------------------------
С 1990 года компания «Абамет» занимается комплексным оснащением производств в сфере металлообработки. Станки с ЧПУ по металлу, станочная оснастка, режущий инструмент – в каталоге интернет-магазина. Продажи и поставки по всей России. Познакомиться с нами, а также получить профессиональную консультацию можно на нашем сайте Abamet.ru. Переходите, выбирайте, спрашивайте!