Аддитивная технология, попросту 3D-печать, в наши дни умеет работать даже с такими трудными материалами, как титан и нержавеющая сталь. А ведь этот метод очень молод — ему всего 20 лет. Далее вы узнаете, какие основные методы печати металлом существуют, как обрабатывают напечатанную деталь, чтобы довести ее до идеального состояния, и с чем еще умеют работать современные 3D-принтеры.
3D‑печать металлом позволяет создавать вещи, недостижимые для традиционных методов производства на обрабатывающих станках. Например, производить легкие ажурные конструкции очень сложной формы. В отрасли наиболее популярны такие технологии, как прямое лазерное спекание металлов (DMLS) и селективное лазерное плавление (SLM): их уже активно используют аэрокосмическая, автомобильная и медицинская отрасли.
Когда начали печатать металлами
В целом, историю 3D‑печати отсчитывают с 1987 года, когда ученый Карл Деккард впервые разработал метод селективного лазерного спекания (SLS). Его первые эксперименты были с полимерными смолами, и лишь заметно позже этот метод был адаптирован для металлических порошков — более сложных материалов с высокой температурой плавления.
Впрочем, промышленное освоение началось с появлением в нулевых другого метода, названного прямым лазерным спеканием металлов (DMLS). В последующее десятилетие 3D-печать охватывала все больше сфер применения. Признаком настоящего размаха стало то, что в конце 2010-х металлургические компании начали создавать отдельные линейки сплавов специально для 3D‑печати с оптимальным набором свойств.
Первым промышленным методом, который смог освоить работу с металлами, стала технология прямого лазерного спекания.
Какие материалы бывают
Современные технологии позволяют использовать широкий диапазон металлов и сплавов:
нержавеющая сталь — один из самых популярных, ценится за коррозионную стойкость и прочность,
- титан — прочный, легкий и биосовместимый, подходящий для имплантов,
- алюминий — легкий, с хорошей теплопроводностью,
- жаропрочные никелевые сплавы,
- кобальт‑хром — износостойкий и термостойкий,
- медь — материал с высокой тепло- и электропроводностью,
- инконель, стойкий к экстремальным нагрузкам и температурам,
- золото и серебро — ювелиры вполне оценили возможности 3D-печати.

5 популярных методов 3D-печати
В начале статьи уже упоминались технологии DMLS, SLM и SLS. Расскажем подробнее, чем они отличаются и какие еще методы существуют.
DMLS - прямое лазерное спекание
При этом методе, на поверхность детали наносят частицы металлического порошка слой за слоем, а лазер их спекает. Хорошо освоенный метод широко используется в авиации и космонавтике, медицине и автопроме, и позволяет работать с титаном, нержавеющей сталью и кобальт‑хромом.
SLM - селективное лазерное плавление
Отличие в том, что лазер полностью расплавляет порошок, чтобы создать однородно плотный, а потому более прочный слой. Его возможности более всего ценятся в аэрокосмической отрасли и медицине. Метод работает с «нержавейкой» и титаном, а также алюминием и никелевыми сплавами.
EBM - электронно‑лучевая плавка
Главная его изюминка - использование пучка электронов в вакууме вместо лазерного луча. Благодаря вакуумной среде, материал детали оказыватеся очень чистым и содержит минимум примесей, что особенно ценится для создания имплантов и аэрокосмических компонентов. Чаще всего его применяют для работы с титаном и кобальт‑хромом.
DED - направленное энергетическое осаждение
Этот метод напоминает традиционную сварку: на уже готовую деталь наплавляют металл точками, создавая сильный нагрев в точке контакта. Способность нарастить уже существующий предмет используется для ремонта и создания крупногабаритных конструкций из нержавеющей стали, титана и никелевых сплавов. К тому же, этот метод образует меньше отходов.
Binder Jetting - струйное связывание
При таком методе поверхность детали обрабатывают связующим составом, на который наносят слой порошка. Затем связующее удаляют химическим способом, а порошок спекают. Это быстрый и экономичный способ серийного производства из нержавеющей стали или, например, бронзы.
Постоянно появляются все новые методы, которые могут заместить популярные сейчас технологии.
Напечатал — и готово?
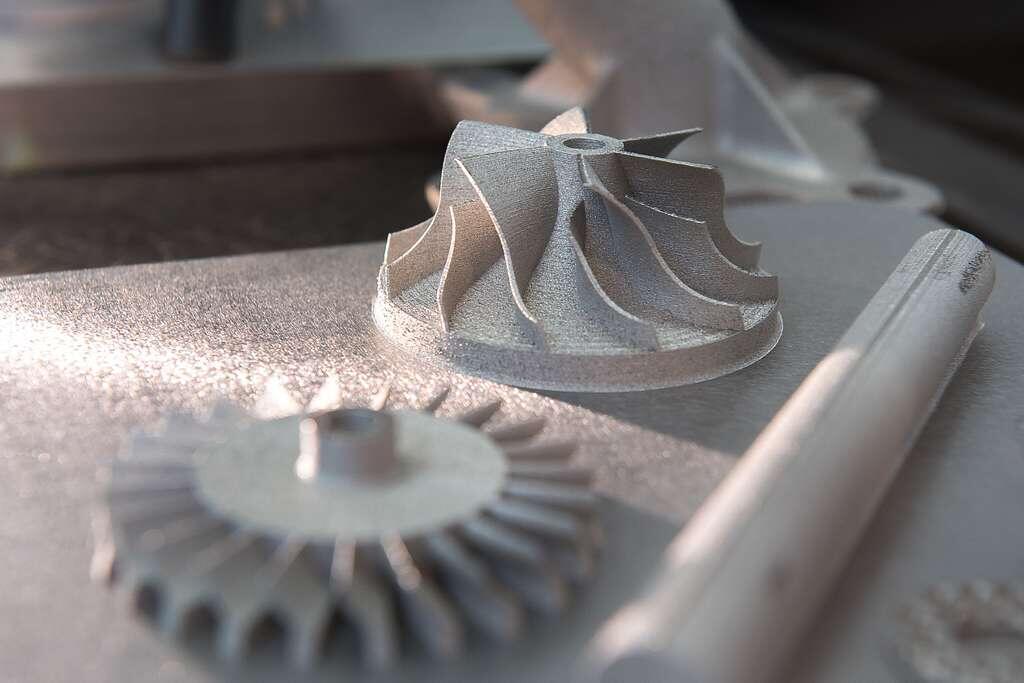
Не совсем. Напечатанная деталь может не обладать нужными свойствами. Для начала, она будет очень шершавой — 3D-печать не умеет создавать гладкие поверхности. Она также может не обладать закалкой и другими нужными свойствами.
Поэтому вынутую из принтера деталь отделяют от подложки и обрабатывают механически, добиваясь нужной степени полировки. Затем химическими методами или ультразвуком удаляют остатки связующих составов. В конце ее могут подвергнуть термообработке, чтобы снять напряжения, сделать отжиг, закалку или отпуск. Лишь после этого деталь приобретет требуемые параметры вязкости, упругости и твердости.