
3D-печать против литья под давлением: что выгоднее в 2026 году?
Многие годы граница между прототипированием и серийным производством определялась одной технологией: литьём под давлением. Она оставалась бесспорным стандартом для массового выпуска пластиковых деталей, тогда как 3D-печать отводилась роль «визуального макета» — инструмента для проверки геометрии, но не функциональности или масштабирования.
Однако появление промышленного селективного лазерного спекания (SLS) кардинально изменило эту дихотомию. Сегодня инженеры и владельцы бизнеса оказываются перед стратегическим выбором. Стоит ли вкладывать значительные средства в постоянную стальную оснастку, или цифровой, бесформовочный процесс может обеспечить такие же «профессиональные» результаты с большей гибкостью? Технология **sls 3d печать** предлагает проверенное решение для ответственных задач.
Это руководство предлагает объективное сравнение 3D-печати и литья под давлением, основанное на реальных данных и отвечающее на ключевые вопросы производителей, стремящихся оптимизировать свои цепочки поставок.
Что есть что: технологии по существу
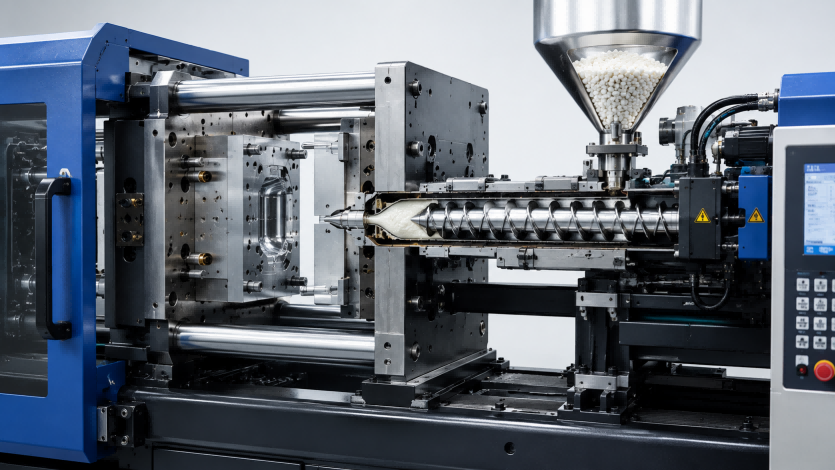
Литьё под давлением: высоконапорный стандарт
Литьё под давлением (IM) — это расплавление полимерных гранул и впрыск их под высоким давлением в специально изготовленную металлическую форму (оснастку). После охлаждения и затвердевания материала деталь извлекается. Этот процесс — мировой эталон для выпуска миллионов идентичных изделий с исключительной повторяемостью и гладкой поверхностью.
SLS-печать: лазерная альтернатива
Селективное лазерное спекание — это аддитивный процесс, в котором мощный CO₂-лазер выборочно сплавляет (спекает) частицы полимерного порошка, чаще всего нейлона, в твёрдую структуру. В отличие от других методов 3D-печати, SLS не требует поддерживающих структур: неспечённый порошок служит естественной опорой. Это позволяет делать «3D-укладку», размещая сотни деталей вертикально в одном задании, что кратно повышает производительность по сравнению с традиционной «плоской» печатью. Такая **sls печать полиамидом** эффективна даже для сложных геометрий.
Прочнее ли литьё под давлением, чем 3D-печать?
Инженеров часто беспокоит, что детали, напечатанные на 3D-принтере, по определению хрупче литых. Исторически это было правдой: ранние методы часто давали анизотропию, при которой деталь была значительно слабее по вертикальной оси Z из-за плохой межслойной адгезии. 3D-печать металлом тоже сталкивалась с этой проблемой, но в полимерной SLS её удалось решить.
Прорыв в прочности: изотропия SLS
Промышленная SLS-технология во многом преодолела это ограничение. Системы TPM3D обеспечивают квази-изотропию на уровне 97–98%. Поскольку порошковая постель предварительно нагрета примерно до 85% температуры плавления материала, лазер спекает частицы, уже находящиеся в полурасплавленном состоянии с нижележащим слоем.
Реальные показатели: Рассмотрим параметры специализированных порошков TPM3D Precimid1172Pro и его производных:
- Экстремальная ударная вязкость (Nylon 11): Precimid1180 демонстрирует исключительную пластичность с относительным удлинением при разрыве 45%. В тестах на ударную вязкость по Изоду (ASTM D256) он часто показывает «отсутствие разрушения». Этого достаточно для функциональных протезных гильз и автомобильных защёлок, выдерживающих многократные динамические нагрузки.
- Высокая жёсткость (углеволокно): Precimid1174Pro CF (30% углеволокна) достигает предела прочности на растяжение 88 МПа и модуля упругости при изгибе 6000 МПа по оси X. Это на 91% прочнее стандартного нейлона, что позволяет заменять металл в высоконагруженных изделиях, например, в рамах дронов весом 6 граммов.
- Термостойкость (стеклошарик): Precimid1172Pro GF30 имеет температуру деформации под нагрузкой (HDT) 184,4°C. Из этого материала печатали впускные коллекторы V8, которые выдерживали экстремальный нагрев гоночных двигателей, где литые пластики могли бы деформироваться.
Литьё под давлением создаёт гомогенную монолитную массу, остающуюся эталоном абсолютной структурной жёсткости при массовом производстве. Тем не менее, промышленные SLS-детали теперь механически сопоставимы и полностью пригодны для высоконагруженных конечных применений.
Проблема восприятия: преодолеваем «прототипный» вид
Малый бизнес часто опасается, что 3D-печать, какой бы точной она ни была, всегда будет выглядеть как прототип. Кажется, что изделие будет выглядеть «просто» или «непрофессионально» по сравнению с гладкой поверхностью литой детали.
Раньше видимые слои и зернистая текстура выдавали 3D-печать. Однако промышленный SLS даёт однородную матовую поверхность, которая «чище», чем у других 3D-технологий: на ней нет следов от поддержек, что идеально для **sls печати для производства** потребительских товаров.
Для потребительских товаров существуют методы постобработки, например, обработка паром (vapor polishing). Она превращает матовую поверхность в гладкую, глянцевую и гидрофобную, почти неотличимую от литьевого пластика. Бренды сохраняют профессиональную эстетику, одновременно реализуя уникальные и сложные конструкции, которые невозможно отлить.
Дешевле ли 3D-печать литья под давлением?
Экономика сравнения 3D-печати и литья под давлением упирается в один главный фактор: оснастка.
Бутылочное горлышко оснастки
Литьё под давлением требует значительных первоначальных вложений в металлическую пресс-форму, стоимость которой может составлять от $5 000 до $50 000. Кроме того, литьё часто требует полной переработки конструкции с учётом технологичности (DFM). Необходимо предусмотреть уклоны, постоянную толщину стенок и исключить поднутрения, чтобы деталь можно было извлечь из формы. Малейшая ошибка в конструкции, обнаруженная после изготовления формы, удваивает расходы: форму придётся переделывать или выбрасывать.
ROI без оснастки: экономия на SLS
3D-печать полностью исключает затраты на оснастку. Вы переходите от CAD-файла к готовой детали за один шаг.
- Точка безубыточности: Отраслевые бенчмарки показывают, что 3D-печать экономически эффективнее для объёмов до 13 050 деталей.
- Реальные данные TPM3D: Мировой лидер в области интеллектуальных энергорешений перешёл с ЧПУ и силиконового литья на SLS принтер P360 от TPM3D для прототипов автоматических выключателей. Стоимость комплекта упала с ~$556 до ~$97 — снижение более чем на 80%.
- Эффективность в автомобилестроении: Для компании YAPP Automotive производство корпуса топливного бака с помощью традиционных «быстрых форм» стоило ~$6 944 за комплект. Используя TPM3D P360, компания снизила затраты до ~$1 250, а стоимость внутренних перегородок упала с ~$625 до ~$83
Насколько 3D-печать медленнее литья под давлением?
Ответ зависит от того, что измерять: время цикла или время выполнения заказа (lead time).
1. Время цикла: спринты больших объёмов
Когда форма готова, литьё невероятно быстро. Типовой цикл для небольшой детали занимает всего 50 секунд и позволяет производить сразу две и более деталей. Для сравнения, 3D-принтер печатает со скоростью 10–25 мм/ч. В пересчёте на «секунду производства» литьё в сотни раз быстрее.
2. Время выполнения: марафон разработки
Время выполнения — это общая длительность от «финального дизайна» до «готовой детали в руках». Здесь 3D-печать выигрывает:
- Литьё под давлением: Изготовление формы занимает от 4 до 6 недель. Если деталь не проходит испытания, вы ждёте ещё 6 недель новую форму.
- 3D-печать: Детали готовы через 24–48 часов.
- Пример TPM3D: Для YAPP Automotive традиционное время изготовления прототипа топливного бака составляло 12 дней. С использованием TPM3D P360 оно сократилось до 2 дней — снижение на 83%.
Для компаний, которые выпускают продукты ежемесячно или производят мелкосерийные полукастомные партии (1–50 штук), 3D-печать фактически оказывается намного «быстрее», так как позволяет избежать 6-недельного ожидания оснастки.
Свобода дизайна: сложность без штрафа
Одно из ключевых преимуществ 3D-печати перед литьём под давлением — разное отношение к сложности. В литье каждая дополнительная «особенность» — внутренние каналы, решётки или замки — увеличивает сложность и стоимость формы. Некоторые геометрии просто невозможно отлить.
Поскольку SLS не требует поддержек, производственных ограничений практически нет. Можно печатать:
- Решётчатые структуры для облегчения веса (как в дышащей обуви TPM3D).
- Внутренние каналы для оптимизации воздушного потока (как во впускных коллекторах V8 от DTMRS).
- Интегрированные сборки, которые уменьшают потребность в сварке и крепеже.
Заменит ли 3D-печать литьё под давлением?
Короткий ответ — нет. Это взаимодополняющие технологии.
Литьё под давлением останется двигателем для массового производства миллионов идентичных дешёвых потребительских товаров: крышек для бутылок или зубных щёток. Однако 3D-печать стремительно вытесняет литьё в сегменте «мостового производства» (bridge manufacturing) — этапе от первого прототипа до первых 10 000 единиц.
Внедряя SLS у себя с помощью систем, таких как TPM3D P360 или крупноформатный S600DL, компании могут сделать свои цепочки поставок более устойчивыми, запускать продукты на месяцы раньше и производить высокоперсонализированные компоненты, которые неподвижная металлическая форма просто не может обеспечить. Использование **PA12 для SLS печати** в таких решениях гарантирует стабильное качество.
Руководство по выбору: какой путь подходит вам?
Применение в России и СНГ
Для российских производителей выбор между 3D-печатью и литьём под давлением особенно актуален в условиях необходимости быстрой локализации и гибкости цепочек поставок. Промышленная SLS-печать уже активно внедряется на предприятиях приборостроения, автомобильной и авиационной промышленности. Она позволяет изготавливать функциональные прототипы, оснастку и даже мелкие серии изделий без долгого и дорогостоящего заказа металлических форм. Технология востребована там, где нужно быстро пройти этап НИОКР или выпустить партию кастомизированных деталей. Официальным дистрибьютором оборудования TPM3D в России является компания i3D. Получить консультацию и приобрести принтеры можно по телефону +7 (495) 108-60-68 или по почте 3d@i3d.ru.
Подробнее о технологии селективного лазерного спекания читайте в наших материалах: применение SLS-печати.