
Зачем нужна ультразвуковая толщинометрия
Ультразвуковая толщинометрия (УЗТ) — это метод неразрушающего контроля, который позволяет измерять толщину стенки объекта без доступа к его внутренней поверхности. Основное применение:
- оценка коррозионного износа трубопроводов, резервуаров, емкостей;
- контроль остаточной толщины после механической обработки;
- выявление зон утонения на оборудовании, работающем под давлением.
Метод незаменим там, где нельзя сверлить или вскрывать объект, но нужно знать реальную толщину металла.
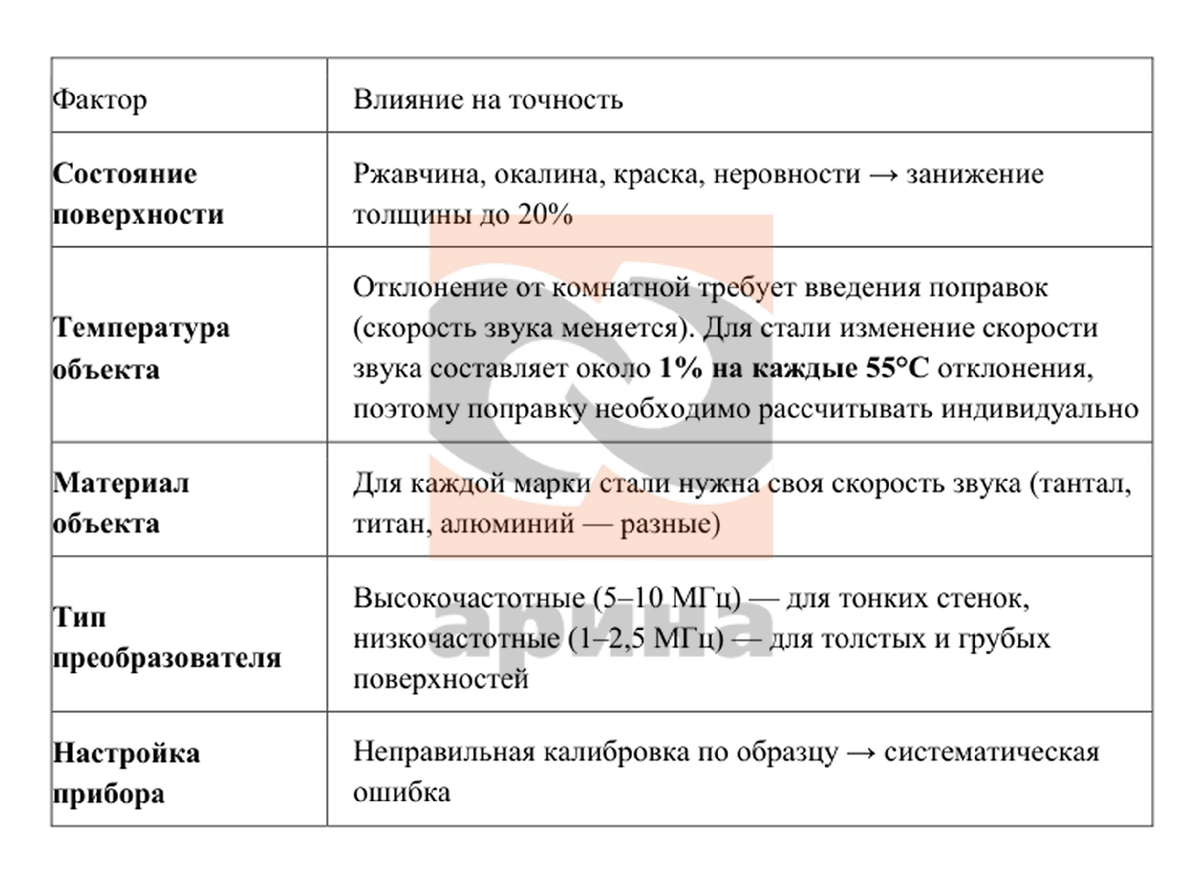
От чего зависит точность измерений
Точность УЗТ не является константой. Согласно требованиям к оборудованию (например, ГОСТ Р 55614-2013 — действующий аналог устаревшего ГОСТ 28702-90), погрешность зависит от модели прибора и измеряемой толщины. Для большинства современных толщиномеров предел допускаемой основной погрешности составляет ±(0,01 + 0,01·X) мм, где X — измеряемая толщина в мм. Паспортная погрешность в ±0,1 мм актуальна лишь для определённого диапазона и не может служить универсальной величиной.
На фактическую точность также влияют:
Практический вывод: ошибка в 0,5 мм на трубе с номинальной толщиной 8 мм может означать, что объект либо бракуется ошибочно, либо пропускается опасное утонение.
Как правильно настроить толщиномер (пошагово)
Большинство ошибок возникает именно из‑за неверной настройки. Рабочий алгоритм:
1. Выберите преобразователь под вашу задачу (диапазон толщин, материал, температура).
2. Очистите поверхность до металлического блеска в месте установки датчика (по крайней мере, в зоне точки измерения).
3. Настройте скорость звука в приборе по аттестованному образцу (СОП — стандартный образец предприятия) с известной толщиной из того же или близкого материала.
4. Проведите калибровку по двум точкам (если прибор поддерживает) — минимум и максимум диапазона.
5. Проверьте настройки на контрольном образце с другой толщиной — отклонение не должно превышать паспортной погрешности (указанной в руководстве по эксплуатации).
6. Зафиксируйте настройки в журнале контроля (дата, модель прибора, СИ, скорость звука, температура).
Важно: настройка однократно в начале смены — недопустима для ответственных объектов. Калибровку нужно повторять при смене партии объектов, преобразователя или при сильном изменении температуры.
Типичные ошибки при ультразвуковой толщинометрии
Мы регулярно видим одни и те же нарушения при проведении УЗТ на предприятиях.
Ошибка 1. Измерения по краске или ржавчине
✔ Последствие: ложное утонение, бракуется годная деталь.
✔ Как правильно: зачистить площадку, если невозможно — использовать специальные преобразователи с задержкой и учитывать поправку.
Ошибка 2. Неправильный выбор преобразователя
✔ Последствие: эхо теряется (низкая частота на тонком металле) или измерение нестабильно (высокая частота на грубой поверхности).
✔ Как правильно: диапазон контролируемых толщин сильно зависит от материала. Для стали можно ориентироваться на следующие значения:
- 1–10 мм — высокочастотные датчики (5–10 МГц);
- 10–100 мм — частота 2,5 МГц (в том числе для сварных швов);
- более 100 мм — низкочастотные преобразователи 1,0–1,25 МГц.
Ошибка 3. Настройка по образцу из другого материала
✔ Последствие: систематическая ошибка до 5–10%.
✔Как правильно: использовать СОП из того же металла или точно известной скорости звука.
Ошибка 4. Игнорирование температуры
✔ Последствие: завышение или занижение толщины. Для стали изменение скорости звука составляет около 0,2% на каждые 10°C отклонения от температуры настройки.
✔ Как правильно: ввести поправку в прибор или проводить настройку при рабочей температуре объекта.
Ошибка 5. Неравномерная притирка датчика
✔ Последствие: нестабильные показания, пропуск слоя (измерение не с первого донного сигнала).
✔ Как правильно: использовать стабильное усилие и гель-контакт, проверять визуально форму эха.
Когда результаты УЗТ нельзя считать достоверными
Ситуации, в которых лаборатория должна отказаться от выдачи заключения по результатам одного измерения:
- настройка не подтверждена контрольным образцом в тот же день;
- толщина в разных точках отличается более чем на 20% — требуется повторный осмотр и поиск расслоений;
- материал анизотропный (например, чугун с шаровидным графитом) — УЗТ даёт большую погрешность;
- задняя поверхность недоступна для отражения (сильное затухание, ржавый слой изнутри).
В этих случаях нужно применять другие методы (например, радиографию для поиска внутренних дефектов) или сочетать УЗТ с ультразвуковым контролем структуры.
Как мы помогаем с ультразвуковой толщинометрией
Наши специалисты ежедневно проводят УЗТ на объектах разной сложности:
· трубопроводы и ёмкости в полевых условиях (в том числе при отрицательных температурах);
· корпусные детали и листовой прокат;
· оборудование с антикоррозионными покрытиями (специальные методики).
Мы точно знаем:
· какой толщиномер и преобразователь даст стабильный результат на вашем материале;
· как минимизировать погрешность при работе по неидеальной поверхности;
· как документировать результаты, чтобы они не были оспорены проверкой.
Если нужны точные измерения «под ключ» или консультация по настройке оборудования — загляните на наш сайт. Там же можно заказать выезд специалиста.
Что вы получите, обратившись к нам:
· проведём измерения по согласованной сетке (количество точек, схемы);
· предоставим протокол с указанием погрешности и условий измерений;
· при необходимости разработаем методику УЗТ под ваш объект (с учётом температуры, доступов и шероховатости).
Не оставляйте коррозионный износ на волю случая
Пропущенное утонение стенки — это прямой путь к разрыву трубы, утечке продукта и штрафам. А неверная оценка погрешности может привести к ложному заключению. Мы поможем правильно измерить, не переплачивая за лишний контроль.
Оставьте заявку — наши специалисты подберут режимы измерений под ваш объект, рассчитают необходимое количество точек и подготовят программу контроля.