
Почему ABS — не просто «пластик для прототипов»
Когда говорят о 3D-печати для начинающих, обычно упоминают PLA: он прост, почти не пахнет, не требует закрытой камеры и прощает ошибки новичка. ABS в этой картине мира нередко подаётся как «чуть более сложный PLA» — мол, та же история, только с термокамерой.
Это в корне неверное представление.
ABS — это совсем другой класс материала. Его не используют для печати декоративных фигурок или настольных органайзеров. Из него делают функциональные детали, которые работают в реальных условиях: корпуса электронного оборудования, автомобильные компоненты, производственную оснастку, детали механизмов, которые испытывают ударные нагрузки, тепло и химическое воздействие.
Оглянитесь: клавиши клавиатуры под вашими пальцами, скорее всего, сделаны из ABS. Корпус компьютерной мыши — тоже. Детали торпедо в автомобиле, корпуса бытовой техники, трубы и фитинги — ABS присутствует везде, где нужна сочетание прочности, термостойкости и технологичности при разумной цене.
В 3D-печати ABS занял ту же нишу: входная точка в мир инженерных полимеров. Это первый материал, к которому обращаются, когда деталь должна не просто выглядеть правильно, но и работать.
Химия и физика: что внутри ABS
ABS расшифровывается как акрилонитрил-бутадиен-стирол. Три компонента в составе — не случайность: каждый отвечает за свой набор свойств.
- Акрилонитрил даёт химическую стойкость и твёрдость
- Бутадиен отвечает за ударопрочность и эластичность даже при низких температурах
- Стирол обеспечивает жёсткость и хорошую обрабатываемость поверхности
Результат — термопласт с удачным балансом характеристик.
Что важно знать о поведении ABS:
Материал реагирует с ацетоном — это одновременно плюс и минус. С одной стороны, детали из ABS можно склеивать ацетоном или обрабатывать в ацетоновой паровой бане для получения глянцевой гладкой поверхности. С другой — хранить изделия рядом с растворителями не стоит.
К слабым местам относится чувствительность к ультрафиолету: при длительном воздействии солнечного света ABS теряет прочность и становится хрупким. Для уличного применения лучше подходит ASA (акрилонитрилстиролакрилат) — ближайший родственник ABS, у REC он выпускается под названием Eternal. Ну или красить.
При нагреве в процессе печати ABS выделяет ощутимый запах. Работать нужно в проветриваемом помещении или с принтером, оснащённым системой фильтрации.
Что реально печатают из ABS
Перечислим основные области применения — не теоретические, а реальные:
Корпуса и защитные кожухи — ABS жёсткий, хорошо держит форму и легко поддаётся механической обработке. Его шлифуют, шпаклюют, красят, сверлят, вплавляют резьбу. Именно поэтому он стал стандартом для корпусных деталей в электронике и приборостроении.
Автомобильные детали — детали интерьера, кронштейны, заглушки, элементы приборной панели. ABS термостойкий, не боится температур в салоне автомобиля, и — что особенно важно для автопрома — отлично шкурится, шпаклюется и красится. PETG, например, этим похвастаться не может: его сложно качественно подготовить под покраску. Подробнее о применении 3D-печати в ремонте и обслуживании автомобилей читайте в базе знаний СПИН.РФ — там собрано много примеров того, какие детали внутри машины печатают именно из ABS.
Производственная оснастка — кондукторы, фиксаторы, шаблоны, технологические держатели. Детали должны выдерживать многократное использование в цеховых условиях, и ABS здесь справляется.
Нагруженные функциональные детали — шестерни, переходники, хомуты, соединительные элементы. Если деталь испытывает ударные или изгибающие нагрузки, ABS выдержит там, где PLA треснет.
Мастер-модели для литья — заготовки под последующее силиконовое или полиуретановое литьё. Поверхность ABS-изделий легко довести до нужной чистоты.
ABS бывает разным: чистый vs наполненный
Это принципиальное разделение, которое многие упускают. «ABS» — не один материал, а целое семейство.
Чистый ABS
Базовый материал без добавок. Именно его имеют в виду, когда просто говорят «ABS». Широкая цветовая палитра, хорошо обрабатывается, доступная цена. Подходит для большинства задач, где важны прочность и термостойкость при умеренных требованиях к механическим характеристикам.
У REC чистый ABS выпускается в 16+ цветах диаметром 1,75 и 2,85 мм, на катушках 750 г и 2 кг. Весь материал производится из первичного сырья.
У ECCmarket (ИКЦ) чистый ABS представлен в тех же 16 цветах, катушки по 1 кг — что удобнее по весу для регулярного использования. Цена: 2 520 руб./кг. Этот ABS активно применяют в профессиональных бюро 3D-печати: он стабилен в работе, дает предсказуемый результат от партии к партии и особенно хорош для автопрома — именно потому, что отлично шкурится, шпаклюется и красится, в отличие от PETG, который сложно качественно подготовить под покраску. Мы тут писали обзоры на оборудование Mingda и весь пластик из этих обзоров как раз ECCmarket.
ABS со стекловолокном — Clotho ABS (REC)
Clotho ABS — это ABS с 13% стекловолокна в составе. Разница в характеристиках существенная:
- На 63% прочнее обычного ABS при растяжении вдоль слоёв
- На 15% прочнее по межслойной адгезии
- Минимальная усадка и коробление
- Теплостойкость до 100°C
При этом материал сохраняет совместимость с обычными FDM-принтерами — не требует специального оборудования, только более жёсткие настройки: сопло 260–290°C, стол 110–115°C, без обдува.
Clotho ABS подходит для конструктивных элементов, функциональных деталей с повышенными требованиями к прочности, тюнинга и деталей, которые эксплуатируются в нагруженных условиях. Доступен в четырёх цветах: чёрный, сине-зелёный, оригинальный зелёный, тёмно-серый.
ABS с углеволокном — FormaX (REC) и ABS Carbon (ИКЦ)
Следующий уровень: углеволокно даёт максимальную жёсткость и прочность при сохранении лёгкости.
FormaX от REC — инженерный термопласт на основе ABS с добавлением углеволокна до 15%. Повышенная прочность и теплостойкость. Важно! Требует сопла из закалённой стали.
ABS Carbon от ИКЦ (ECCmarket) — аналогичный инженерный материал для задач, где требуется максимальная жёсткость. Цена отражает уровень: 6 220 руб./750 г.
ABS с антипиреном — ABS V0 (REC)
Специальный материал класса UL94-V0: при воздействии огня самозатухает. Применение очевидно — корпуса электрооборудования, электрические щиты, детали, к которым предъявляются требования пожаробезопасности.
По механическим свойствам близок к обычному ABS, основное отличие — огнестойкость. Важно: поскольку состав нестандартный, параметры печати придётся подбирать — рекомендуется начинать с диапазона 235–250°C для сопла, 110°C для стола. Очень интересный пластик.
ABS+PC: когда одного ABS недостаточно
В промышленности давно известен факт: большинство ответственных деталей делают не из чистого ABS, а из смеси ABS с поликарбонатом (PC). Это сочетание даёт свойства, которые ни один из компонентов по отдельности обеспечить не может.
Поликарбонат добавляет теплостойкость и ударопрочность. ABS делает смесь более технологичной, снижает температуру переработки и уменьшает усадку по сравнению с чистым PC.
REC выпускает ABS+PC (цена 2619 руб) — и это один из ключевых материалов в линейке.
Материал ударопрочный, хорошо обрабатывается, стабилен по размерам. Поставляется в многоразовом вакуумном пакете с силикагелем — это важно, поскольку ABS+PC гигроскопичен и требует хранения в сухом месте.
Параметры печати:
- Сопло: 280°C
- Стол: 95°C
- Камера: 60–90°C
- Обдув: 25% (минимальный)
- Сушка перед печатью: 80°C, не менее 4 часов
- В качестве поддержек рекомендуется HIPS
ABS+PC — правильный выбор, когда детали предстоит работать при повышенных температурах или под ударными нагрузками, а чистый ABS по теплостойкости уже не проходит.
REC vs ECCmarket (ИКЦ): два российских производителя
REC — более широкая линейка, включая наполненные материалы, ABS+PC и гранулы для промышленного применения. Чёткая техническая документация, сертификаты.
ИКЦ (ECCmarket) — хорошо известен среди профессиональных бюро 3D-печати как стабильный рабочий материал. Катушки по 1 кг удобнее для регулярной работы, чем 750-граммовые катушки REC. ABS ИКЦ высоко ценится именно за постобработку: поверхность хорошо реагирует на шлифовку, шпаклёвку и окраску — то, что критически важно для автомобильного применения, где деталь после печати нередко нужно привести в товарный вид.
Отзывы: что говорят реальные пользователи
По отзывам на ABS REC чёрный (32 отзыва, рейтинг 4,9 из 5) складывается чёткая картина.
Что хвалят:
- Стабильный диаметр прутка — раз настроил принтер, не нужно перенастраивать при смене катушки
- Хорошая спекаемость слоёв
- Лёгкая постобработка
- Вакуумная упаковка сохраняет свойства материала
- Быстрая отправка заказов
Что критикуют:
- Катушка 750 г вместо 1 кг — хотят больше материала за раз
- Цена чуть выше среднего по рынку
Один отзыв с двумя звёздами связан с проблемой межслойной адгезии — производитель ответил, что причина в включённом обдуве и неправильно подобранной температуре, дал конкретные рекомендации. Это говорит о том, что команда следит за обратной связью.
Независимое тестирование
Компания 3DVision тестировала REC ABS на промышленном принтере Stratasys Fortus mc450. Вывод: «REC — надёжный производитель материалов для 3D-печати, активно использующийся на производстве. Материал PC прошёл сертификацию и соответствует требованиям трудногорючих материалов.» При тестировании ABS выявили небольшие недочёты, связанные с расхождением рабочей температуры принтера (315°C) и рекомендованной (240°C). Вывод очевиден: соблюдайте температурные рекомендации производителя.
Также в руки редакции попал документ, где на оборудовании Stratasys сравнивались зарубежные пластики марки интамсис с пластиками российских производителей для импортозамещения. И среди них был как раз ECCmarket. И в этом сравнении ABS от ECCmarket подошел для замены по всем параметрам.
Советы по печати ABS: как избежать типичных ошибок
ABS не прощает небрежности — это правда. Но большинство проблем решаются пониманием причин.
Главная проблема: усадка и коробление
ABS значительно усаживается при охлаждении. Чем больше деталь, тем сильнее эффект. Края отрываются от стола, деталь деформируется — особенно на больших плоских поверхностях.
Решение:
- Закрытая камера — главный инструмент. Поддерживает равномерную температуру в объёме печати, не даёт детали резко остывать
- Нагретый стол: 90–110°C для чистого ABS, 95°C для ABS+PC
- Адгезионные средства: специальный клей или лак для 3D-печати. Перед нанесением протирайте стол изопропиловым спиртом
- Без обдува — или минимальный. Принудительное охлаждение — главная причина расслоения ABS
Сушка
ABS гигроскопичен. Влажный пластик при печати даёт пузырьки, щелчки, слабые слои. Сушите перед использованием: 80°C, 4+ часа — особенно ABS+PC и наполненные варианты.
Постобработка
Одно из главных достоинств ABS — широкие возможности обработки:
- Ацетоновое сглаживание: пары ацетона растворяют поверхностный слой, устраняя видимость слоёв. Результат — глянцевая поверхность. Работать нужно в проветриваемом помещении, вдали от открытого огня
- Шлифовка — ABS хорошо шлифуется наждачной бумагой от грубой к мелкой
- Шпаклёвка и окраска — особенно актуально для автопромовых применений
- Склейка: ABS-сок (раствор ABS в ацетоне) даёт прочное соединение деталей
- Механическая обработка: фрезеровка, сверление, нарезка резьбы — всё работает
Гранулы для 3D-печати: отдельная история
Большинство пользователей знают ABS в виде нити на катушке. Но есть другой формат — гранулы (пеллеты). И для промышленного применения это принципиально важная тема.
Что такое FGF и почему это важно
Технология называется FGF — Fused Granulate Fabrication. Принтер с шнековым экструдером плавит гранулы напрямую и экструдирует расплав. Никакой промежуточной стадии намотки нити.
Схема производства по технологии FGF:
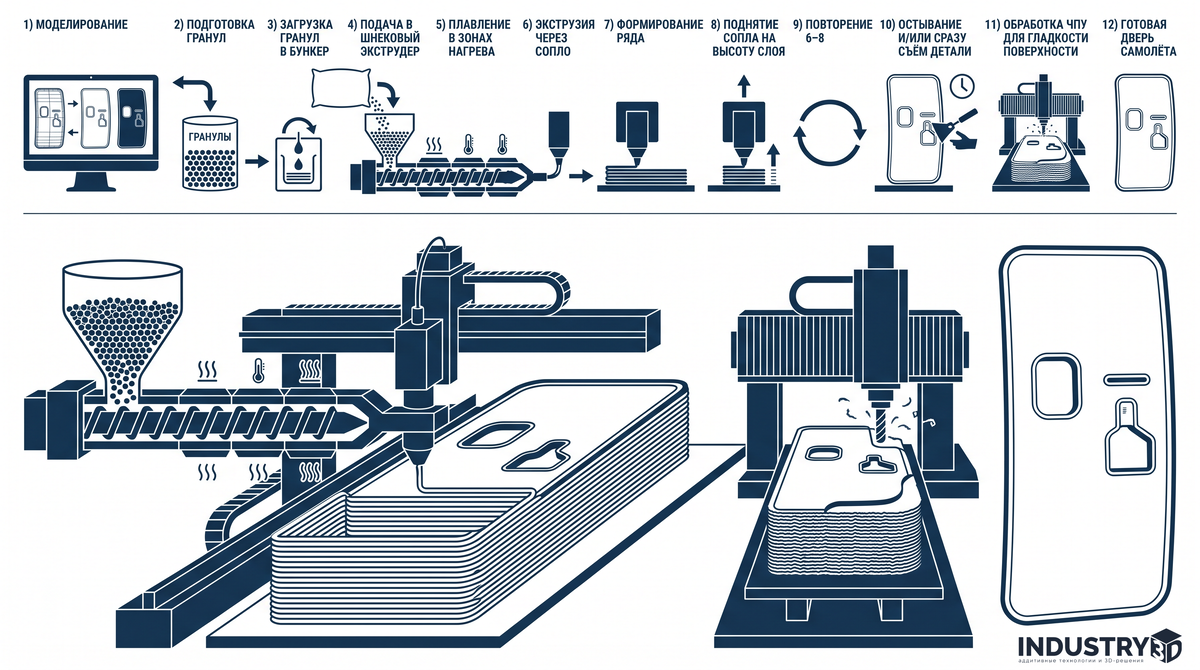
- Гранулы в 3–5 раз дешевле нити — нить делается из гранул, и этот передел стоит денег. Для производства оснастки и крупных деталей разница в себестоимости существенная
- Высокая производительность: современные гранульные экструдеры дают 1–5 кг/час и выше — с нитью такого не добиться
- Более широкий выбор материалов: любой термопласт, доступный в гранулах, включая инженерные и наполненные композиты
- Прочность деталей: при 100% заполнении детали из гранул по прочности не уступают литым, а зачастую превосходят детали из филамента
Что производит REC
REC — один из немногих российских производителей, который выпускает гранулы собственного производства наряду с нитью. Производственная площадка находится в Москве. В ассортименте — гранулы на основе ABS, PETG и полиамида, в том числе с наполнителями (стекловолокно, углеволокно) в линейках X-line и Clotho.
Важный момент: REC не просто продаёт гранулы — компания разрабатывает составы под задачи заказчика. Полный цикл: от подбора рецептуры и тестирования до серийного производства пробной партии и механических испытаний образцов. Актуально для предприятий, которым нужен специфический материал с конкретными характеристиками.
Что делают из гранул ABS
На практике гранульные принтеры с ABS применяют для:
- Пресс-форм, матриц и пуансонов — в том числе для выкладки углепластиковых изделий
- Крупногабаритной производственной оснастки — кондукторы, стапели, технологические приспособления
- Мебели и малых архитектурных форм — детали, которые потом фрезеруются до финальной геометрии
- Прототипов крупных изделий — быстро и дёшево, с постобработкой
- Конечных деталей — там, где нужны крупные габариты и нет смысла использовать нить
Мы ранее писали о том, что можно печатать из гранул.
Российские гранульные принтеры для ABS
Рынок российских гранульных принтеров развивается. Вот актуальные решения, с которыми работает ABS.
F2 Innovations
Российский производитель с несколькими моделями гранульных принтеров:
F2 Pro Pellet — промышленный гранульный принтер с областью печати 1000×600×1000 мм. Трёхзонный нагрев экструдера обеспечивает равномерную подачу материала. Работает с ABS, PLA, PP, PE и наполненными гранулами. Поддерживает вторсырьё: переработанные гранулы PET, PP, ABS. Изделия не расслаиваются и не деформируются при печати высоких деталей — принудительная конвекция камеры держит равномерную температуру. Встроенные фильтры блокируют вредные частицы и запахи.
F2 Gigantry — решение для по-настоящему крупных задач. Область печати: 4000×1700×1500 мм и более — по требованию заказчика. Материалы: ABS, ABS+CF, PA, TPU, PP, PETG, Keltran. Применение: оснастка, мебель, малые архитектурные формы, конечные детали. По данным производителя, сокращение издержек в сравнении с традиционными методами — до 40 раз. Скорость создания оснастки — в 4–12 раз выше традиционной.
U3Printer GR 1000
Российский гранульный принтер с производительностью ~1000 см³/час. Поддерживает ABS, PLA, PET, FLEX, SBS и наполненные материалы в закрытом корпусе. Подходит для среднесерийного производства.
3D LIFE ART-PRO
Высокоскоростной принтер (до 600 мм/сек, FastFDM). Область печати 500×500×900 мм, термостатированная камера до 80°C. Тестовые образцы из российского ABS успешно изготавливались на скоростях 500–800 мм/сек. Компания — резидент «Сколково». Подходит для FDM-печати филаментом, не для гранул.
Кейсы: ABS в реальных проектах
Переходим от теории к практике. Вот реальные примеры с цифрами.
Кейс 1: Корпуса для промышленного контроллера ALIOT
Заказчик: компания ЧЕСКА
Задача: изготовить пробную партию корпусов для электронных контроллеров — нестандартные корпуса, которые не купить готовыми
Материал: ABS
Принтер: Bambu Lab X1 Carbon
Результат: 5 корпусов напечатаны за 13 часов суммарного времени печати
Почему ABS? Корпус контроллера — это функциональная деталь, которая должна держать форму, выдерживать случайные удары и не деформироваться при нагреве электронных компонентов. ABS — стандартный материал для таких задач в промышленной электронике. Заказ выполнен СПИН.РФ.
Кейс 2: Переходник для выгрузки сыпучих материалов
Заказчик: компания SLOИ
Задача: изготовить нестандартный переходник (насадку), которого нет в готовом ассортименте
Материал: PETG
Принтер: Bambu Lab X1 Carbon
Время: 14 часов
Этот кейс показывает важный принцип: материал выбирается под задачу. Переходник, контактирующий с сыпучими материалами и не требующий последующей покраски, — подходящий сценарий для PETG. Если бы деталь нужно было красить или она стояла бы под нагревом — выбор сместился бы в сторону ABS. Подробнее — на СПИН.РФ.
Кейс 3: Конус для испытания высоковяжущих бетонов
Заказчик: компания SLOИ
Задача: лабораторный конус для определения подвижности (осадки) бетонной смеси — стандартизированный прибор, требующий геометрической точности
Материал: PLA
Принтер: F2 Lite
Время: 28 часов (2 захода: 22 + 6 часов)
Лабораторный прибор не испытывает ударных нагрузок и не работает при высоких температурах — здесь важна прежде всего размерная точность. PLA даёт минимальную усадку и обеспечивает точную геометрию. Ещё один пример правильного выбора материала под конкретную задачу. Кейс на сайте СПИН.РФ.
Кейс 4: Оснастка из ABS-гранул для авиастроения
Масштаб: международный
Задача: формовочная оснастка для изготовления компонентов самолёта Boeing 777X
Материал: гранулированный ABS + 20% углеволокна
Оборудование: гибридная FGF-система Thermwood
Результат: деталь длиной 4 метра напечатана целиком, без сборки, затем прошла фрезерную обработку
Этот кейс — точка отсчёта для понимания возможностей гранульной ABS-печати в промышленности. Если технология подходит для аэрокосмической оснастки, она точно подойдёт для задач большинства российских предприятий.
Итоги
ABS остаётся одним из главных материалов для 3D-печати функциональных деталей — и останется таковым, пока существует потребность в прочных, термостойких, технологичных изделиях.
Ключевые выводы:
- ABS — не для декора и не для прототипов как таковых. Это материал для деталей, которые должны работать
- Правильно выбирать между чистым ABS, наполненными вариантами (стекло, углеволокно) и ABS+PC в зависимости от требований к детали
- REC — широкая линейка с полной технической документацией, собственным производством гранул и возможностью разработки составов под ТЗ. Оптимален для производственных задач
- ИКЦ (ECCmarket) — надёжный рабочий ABS для бюро и производств, особенно хорош там, где важна постобработка под покраску
- Гранулы — следующий шаг для крупногабаритного производства: дешевле, производительнее, прочнее при правильном оборудовании
- Российские гранульные принтеры (F2 Gigantry, F2 Pro Pellet, U3Printer) дают реальную альтернативу традиционным методам изготовления оснастки и крупных деталей
Выбор между производителями и форматами — вопрос задачи. Для печати корпусов небольших серий и для инженерных деталей с требованиями по прочности и теплостойкости подойдёт как REC ABS+PC или Clotho ABS так и ECCmarket с катушками по 1 кг. Так и. Для производственной оснастки в масштабе — гранулы REC на F2 Gigantry.