Купили новый обрабатывающий центр, радовались как дети. Прошло три года — детали поплыли. Виноват оператор? Нет. Китайские запчасти? Тоже нет.
Ваш станок медленно убивает себя сам. Каждый запуск шпинделя, каждый микрон перемещения — это шаг к могиле. Если не знаете 10 физических процессов, которые точат точность быстрее амортизации — готовьте деньги на новый шпиндель.

Враг №1. Жар внутри. Тепловое расширение
Станок греется. Двигатели, подшипники, трение кареток — всё выделяет тепло. Металл расширяется. Шпиндель «вырастает» по оси Z. Станина удлиняется.
Что делать:
- Грейте станок 20-30 минут на холостом ходу перед сменой.
- Используйте системы термокомпенсации.
- Контролируйте температуру в цехе — разница не более ±2°C.
Враг №2. Пыльная смерть. Износ направляющих и винтов
Направляющие и шарико-винтовые пары работают в абразивной среде. Микроскопическая стружка — как наждачка. Плюс постоянные нагрузки. Со временем на рельсах появляются ямки, в гайках растёт зазор.
Когда пора бить тревогу: если зазор между направляющими превысил 0,07-0,1 мм на всей длине — ровной линии уже не получить. Станок начнёт «вибрировать» при обработке.
Симптомы:
- Волнистая поверхность после точения
- Люфт при смене направления движения
- Стук при реверсе
Что делать:
- Регулярно протягивайте болты направляющих.
- Не жалейте смазки — автоматическая система увеличивает ресурс в полтора раза.
- Контролируйте чистоту — стружка не должна попадать на направляющие.
Враг №3. Шпиндельная болезнь. Биение и износ подшипников
Самая дорогая поломка. Подшипники работают с натягом. Вылетела смазка — появился микро-люфт. На высоких оборотах центробежная сила начинает раскачивать вал.
К чему приводит:
- Отверстия становятся больше номинала — фреза «гуляет»
- Инструмент гибнет — один зуб перегружается и крошится
Что делать: только вибродиагностика с анализом спектра (метод БПФ) — она поймает разрушение подшипника на ранней стадии.
Враг №4. Болты-предатели. Ослабление креплений
Станок — это гора болтовых соединений. Вибрация делает своё чёрное дело: болты откручиваются, зажимы слабеют.
Что делать: используйте стопорные гайки с нейлоновым кольцом или шайбы Гровера. И проверяйте затяжку по графику.
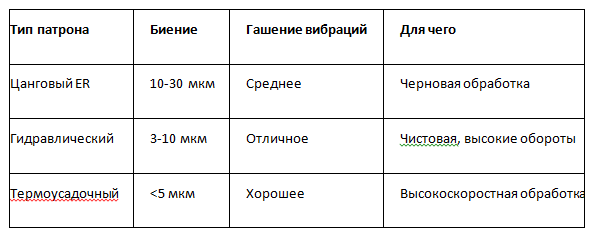
Враг №5. Грязный конус. Плохой держатель инструмента
Патрон — последнее звено перед деталью. Грязный конус, изношенная цанга или царапина на посадочном месте сведут на нет точность идеального станка.
Тревожные звоночки:
- Инструмент заклинило в держателе.
- На стенке паза следы «дробления».
- Пластины изнашиваются неравномерно.
Что выбрать
Враг №6. Тупая кромка. Естественный износ инструмента
Первые 100 деталей — как по маслу. На 300-й начинается кошмар, размер поплыл.
Режущая кромка затупляется. Силы резания растут. Инструмент перестаёт резать — он начинает «отжиматься» и прогибаться.
Что делать: следите за током шпинделя. Если нагрузка выросла на 15% — пора менять инструмент.
Враг №7. Старая электроника. Дрейф системы управления
Электроника стареет как всё живое. Конденсаторы теряют ёмкость. Энкодеры «пылят» — оптика мутнеет. Симптом: станок промахивается при позиционировании.
Что делать: проверяйте обратную связь по энкодеру и измеряйте пульсации напряжения на сервоусилителе. Раз в год.
Враг №8. Мёртвая зона. Люфт в передачах
Самый опасный момент — смена направления. Пока не выбран зазор в редукторе или ШВП, двигатель крутится, а стол стоит на месте.
Что делать: ежеквартально калибруйте лазерным интерферометром и настраивайте компенсацию люфта в системе ЧПУ.
Враг №9. Кривой пол. Отсутствие геодезии
Станок стоит на полу. Вибрация от соседнего пресса, усадка фундамента, перекос из-за неправильно выставленных опор — всё влияет.
Что делать: раз в год вызывайте специалиста с лазерной следящей системой или электронными уровнями. Проверяйте геометрию — уровень, параллельность, перпендикулярность.
Враг №10. Электрический хаос. Шум в сигналах датчиков
Старые кабели обратной связи работают как радиоприёмники. Электромагнитные помехи от силовых кабелей накладываются на слабый сигнал с линейки.
Результат — кошмар технолога: система ЧПУ получает фантомные импульсы. Контроллер думает, что стол проехал 1 мм, а по факту — 1,002 мм. Брак спонтанный, не повторяющийся, с ума сойти можно.
Что делать: меняйте экранированные кабели каждые 2-5 лет. И проверьте заземление.
Где взять специалистов?
Если станок уже «поплыл» — появилось биение, люфт или дрейф электроники — самодеятельностью не лечится. Нужны профессионалы.
Как их найти без риска: на специализированных платформах вроде Tech Ex. Там можно отфильтровать сервисы по региону, специализации и рейтингу. Экономия времени на поиске — до 2 недель.