В промышленной подготовке воздуха переход на адсорбционную осушку-это всегда осознанный и просчитанный шаг. К установке такого оборудования не приходят спонтанно. Напротив, инженеры закладывают его в проект пневмосистемы целенаправленно, когда технологический процесс или климатические условия эксплуатации изначально исключают компромиссы.
Если стандартный рефрижераторный осушитель закрывает базовые потребности большинства производств внутри теплых цехов, то адсорбционная установка-это решение для жестких температурных режимов и бескомпромиссных требований к чистоте воздуха.
Однако на практике эти две технологии часто работают не вместо друг друга, а в жесткой связке. В этой статье мы подробно и без академического занудства разберем устройство адсорбционного осушителя, его физику работы и то, почему правильная инженерная обвязка требует хирургической точности.
1. Область применения: где компромиссы невозможны
Обычный рефрижераторный осушитель охлаждает сжатый воздух до +3°C (его точка росы). Этого достаточно для работы общепромышленного оборудования в отапливаемом помещении. Однако, если пневмотрасса хотя бы частично выходит на улицу или проложена через неотапливаемые склады, зимой остаточный водяной пар мгновенно превратится в ледяные пробки и заблокирует систему.
Адсорбционный осушитель работает иначе: он удаляет влагу на молекулярном уровне, обеспечивая экстремальную точку росы: -40°C или даже -70°C. При таких показателях водяной пар в воздухе практически отсутствует.
Основные направления, где адсорбционная сушка закладывается по регламенту:
Внешние и уличные пневмосети: Заводы, конвейеры и технологические объекты, где трубы проложены на открытом воздухе в условиях Российских зим.
Лазерная и плазменная резка: Защита дорогостоящих оптических линз станков от малейших следов конденсата, который может исказить фокус или повредить дорогую оптику.
Высокотехнологичные отрасли: Фармацевтика, химия, электроника и пищевая промышленность, где сжатый воздух напрямую контактирует с продукцией.
Премиальное окрасочное производство: Полное исключение риска появления кратеров, пузырей и отслоений на лакокрасочном покрытии.
2. Принцип работы: как устроен «вечный двигатель» осушки
В основе работы аппарата лежит физический процесс адсорбции-удержания молекул газа (в данном случае воды) поверхностью твердого пористого тела (адсорбента). Внутри колонн находятся миллиарды гранул силикагеля, активированного оксида алюминия или молекулярных сит. Благодаря микропорам площадь поверхности всего одного грамма такого вещества сопоставима с площадью футбольного поля.
Почему колонн всегда две?
Адсорбент имеет предел насыщения. Как только гранулы полностью заполняются влагой, они перестают работать. Чтобы подача сухого воздуха потребителям шла непрерывно, осушитель всегда состоит из двух параллельных колонн (башен), работающих циклически. Пока одна башня находится в режиме осушки, вторая-«отдыхает» и избавляется от накопленной влаги (процесс регенерации). За переключение потоков отвечает блок автоматических клапанов и контроллер.
Четыре фазы стандартного цикла (на примере холодной регенерации)
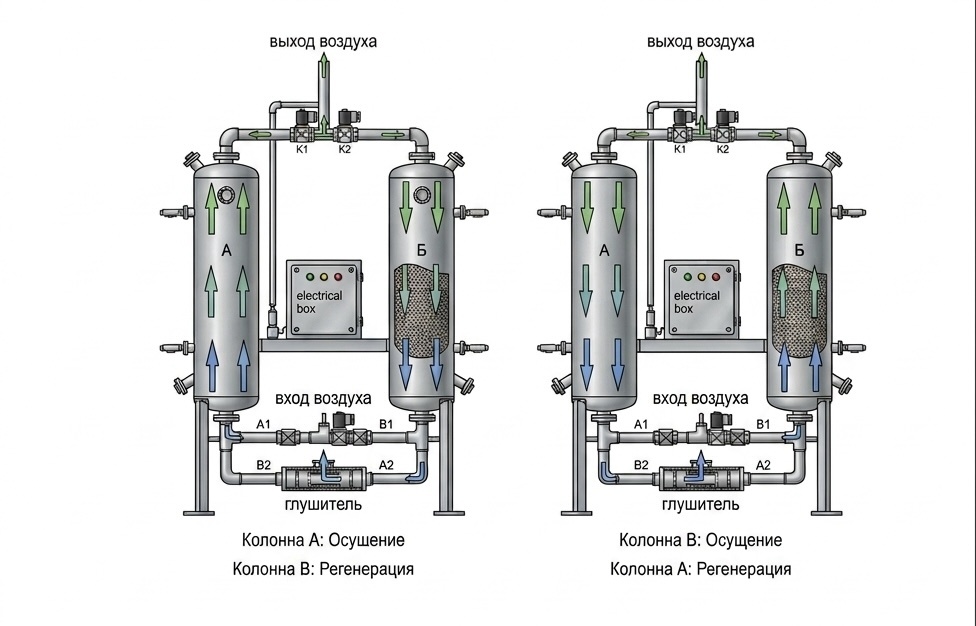
- Фаза осушки (Колонна А в работе): Влажный сжатый воздух заходит в нижнюю часть Колонны А, поднимается вверх через толщу адсорбента, полностью теряет влагу и выходит в сеть с заданной точкой росы.
- Фаза регенерации (Колонна Б сохнет): Колонна Б изолируется от основной магистрали. Осушитель отбирает часть (около 15–20%) уже готового сухого воздуха из Колонны А, расширяет его до атмосферного давления и пускает в обратном направлении-сверху вниз через Колонну Б. Этот сухой поток буквально «вытягивает» влагу из гранул и через глушитель сбрасывает её в атмосферу.
- Выравнивание давления (Пресс-цикл): Перед переключением Колонна Б плавно заполняется воздухом до рабочего давления системы. Это критически важно: резкий скачок давления вызовет гидроудар, гранулы адсорбента начнут бешено тереться друг о друга и быстро превратятся в бесполезную пыль.
- Переключение (Рокировка): Клапаны меняют направление потоков. Колонна Б встает на осушку линии, а Колонна А уходит на цикл регенерации.
3. Тандем технологий: зачем перед адсорбцией ставить рефрижератор
Главная ошибка неопытных проектировщиков-попытка заставить адсорбционный осушитель забирать влагу напрямую из компрессора. Адсорбент великолепно задерживает пар, но пасует перед большими объемами жидкого конденсата.
Для создания по-настоящему надежной и экономичной системы применяется двухступенчатая схема осушения:
- Первая ступень (Рефрижераторный осушитель): Охлаждает сжатый воздух и «забирает» до 80% всей влаги, переводя её в жидкий конденсат и выводя через дренаж.
- Вторая ступень (Адсорбционный осушитель): Получает уже предварительно осушенный воздух и без лишней нагрузки филигранно удаляет оставшуюся молекулярную влагу до глубокого минуса (-40°C ...-70°C).
Такой гибридный подход позволяет использовать адсорбционный осушитель меньших габаритов, снижает потери сжатого воздуха на регенерацию башен с привычных 15–20% до минимума и продлевает жизнь адсорбенту.
⚠️ Важное правило проектирования: Даже при наличии рефрижератора, из-за потерь воздуха на продувку башен адсорбционника, компрессор для системы должен выбираться с запасом по производительности не менее 20-25%, иначе в моменты переключения колонн давление в пневмосети предприятия начнет падать.
4. Защита адсорбента: зачем нужна угольная колонна?
Главный враг адсорбционного осушителя-компрессорное масло. Если воду силикагель или оксид алюминия способны пережить, то масляный туман убивает их безвозвратно. Попадая на гранулы, масло покрывает их микропоры тонкой непроницаемой пленкой. Адсорбент моментально теряет способность впитывать влагу, закоксовывается, и дорогостоящая засыпка подлежит полной замене.
Обычные коалесцирующие фильтры эффективно собирают жидкие капли. Но масло при сжатии в компрессоре нагревается и частично переходит в газообразное состояние-масляный пар. Эту фракцию стандартные фильтры пропускают насквозь.
Решение: Интеграция угольной колонны (или магистрального угольного фильтра большой емкости типа CF) строго ДО адсорбционного осушителя. Активированный уголь поглощает масляные пары на молекулярном уровне. В результате на адсорбент поступает воздух, идеально очищенный от углеводородов, что гарантирует сохранение ресурса засыпки на протяжении 3–5 лет и более.
5. Идеальная схема подключения в пневмолинию
Подготовка воздуха в такой продвинутой системе требует жесткой последовательности. По рекомендациям ведущих производителей , правильная инженерная цепочка выглядит следующим образом:
- Циклонный сепаратор (маслоотделитель)-за счет центробежных сил отжимает первые крупные капли влаги и масла.
- Ресивер-сглаживает пульсации, накапливает воздух и частично охлаждает его.
- Рефрижераторный осушитель-охлаждает поток, превращая основной объем пара в жидкий конденсат и выводя его из системы.
- Угольный фильтр / Угольная колонна-финишный барьер, полностью поглощающий газообразные пары масла.
- Адсорбционный осушитель-финишно поглощает остаточный водяной пар, обеспечивая точку росы -40°C ...-70°C.
- Пылевой фильтр (на выходе из адсорбционника)-необходим, чтобы мелкая технологическая пыль от трения гранул адсорбента не улетела в пневмосеть предприятия.
Итог:
Адсорбционный осушитель-это высокотехнологичный инструмент, требующий безупречной инженерной обвязки. Он увеличивает капитальные затраты на старте, а его эффективная работа напрямую зависит от того, насколько хорошо подготовил воздух стоящий перед ним рефрижераторный осушитель.
Однако для задач, где малейшее присутствие влаги означает брак продукции или остановку завода на морозе, такая двухступенчатая схема с обязательной угольной защитой является единственным профессиональным и технически оправданным решением.