Текст: Дмитрий Суханов
В настоящее время в мире микроэлектроники всё больше говорят о технологии сквозных отверстий в стекле (through-glass vias – TGV) и их применении в различных современных устройствах. Давайте рассмотрим влияние, которое оказывает стеклянная подложка-основание с TGV на надежность паяных соединений при его использовании на печатной плате (PCB).
Сначала кратко напомним о преимуществах и недостатках стеклянной подложки-основания по сравнению с обычной органической подложкой-основанием, а также о TGV и слоях перераспределения (redistribution layer–RDL).
Преимущества и недостатки корпусирования на стеклянный носитель
Преимущества:
а) сверхвысокая плоскостность для улучшения глубины резкости при литографии;
б) стабильность размеров, необходимая для чрезвычайно плотного наложения межсоединений между слоями;
в) более высокая плотность межсоединений;
г) более высокая механическая стабильность для корпусов сверхбольшого форм-фактора с высоким выходом годных изделий при сборке;
д) повышенная гибкость для правил проектирования в области подачи питания и маршрутизации сигналов;
е) наилучшие решения для одновременной высокоскоростной передачи сигналов и питания;
ж) более высокая устойчивость к высоким температурам;
з) возможность бесшовной интеграции оптических межсоединений.
К недостаткам можно отнести:
а) более высокую стоимость материалов;
б) более высокую стоимость производства;
в) более высокие потери выхода продукции;
г) хрупкость;
д) сложности в обращении;
е) трудности в изготовлении TGV;
ж) размягчение стекла при высоких температурах;
з) специальное и дорогостоящее оборудование.
Стеклянная подложка-основание против стеклянного интерпозера
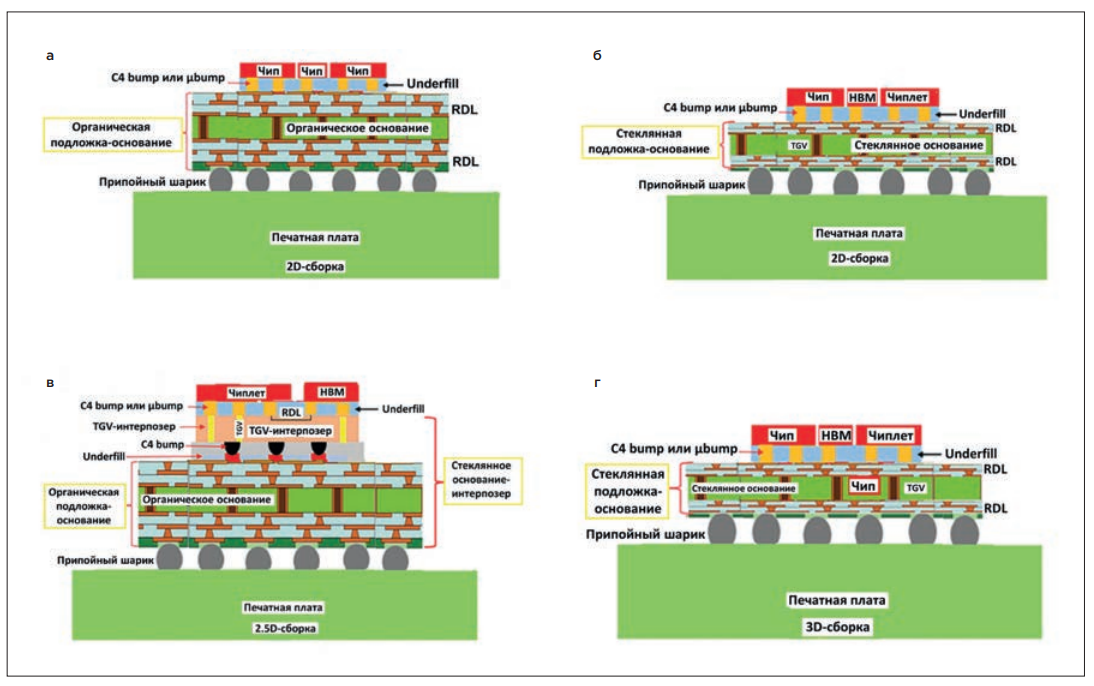
Часть корпусирования на стеклянную подложку-основание показана на РИС 1: органическая подложка-основание при корпусировании (РИС 1a) заменена стеклянной подложкой-основанием (РИС 1б). Традиционный интерпозер со сквозными отверстиями в кремнии (through-silicon via – TSV) заменен на интерпозер TGV (РИС 1в).
Такое корпусирования можно отнести к интеграции 2,5D для производства интегральных схем (ИС). Видно, что интерпозер TGV, поддерживающий чипы, также поддерживается органической подложкой, как показано
на РИС 1в. И, наконец, чип встраивается в стеклянную подложку для финального корпусирования – то есть мы переходим к полноценной интеграции 3D-ИС (РИС 1г).
TGV и RDL – что и как
Процессы изготовления TGV и TSV сильно отличаются друг от друга. Для большинства TSV это метод глубокого реактивного ионного травления (DRIE). Однако сегодня большинство TGV изготавливаются методом
лазерного сверления. Один из таких методов – глубокое лазерное травление (laser-induced deep etching – LIDE).
Наиболее часто используемыми материалами стекла служат бесщелочное стекло и высокочистое некристаллическое плавленое кварцевое стекло. Оба материала имеют низкие коэффициенты теплового расширения (КТР), близкие к КТР кремния.
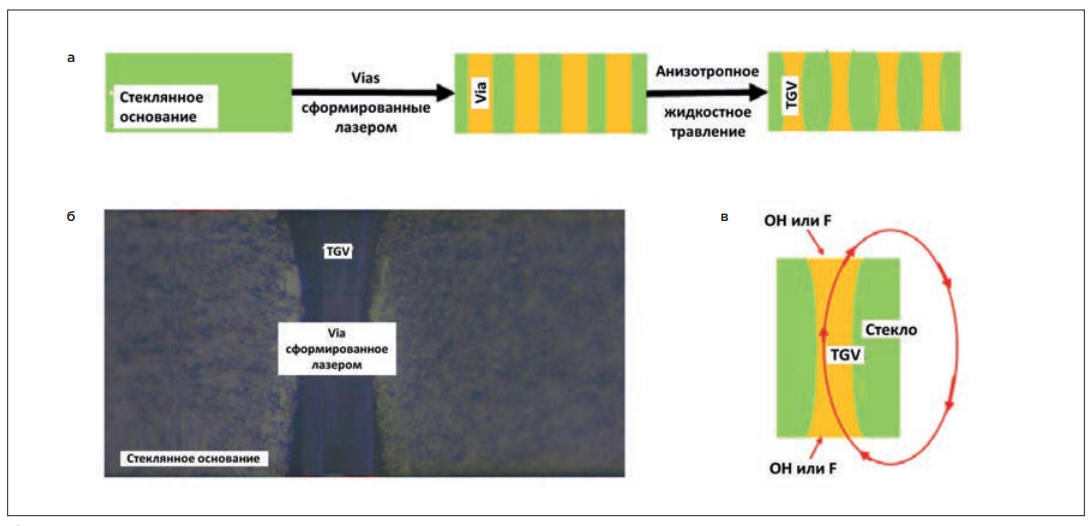
Технологический процесс изготовления TGV показан на РИС 2a. Переходные отверстия формируются высокоскоростным лазером, а модифицированная область стекла удаляется анизотропным влажным химическим травлением, например, плавиковой кислотой (HF) или гидроксидом натрия (NaOH). На РИС 2б показано изображение типичного TGV. Видно, что на переходном отверстии имеется конусный угол. Наличие такого конуса обусловлено скоростью циркуляции и температурой травильного раствора, а также разницей концентраций травильного раствора. Такие технологические особенности приводят к перемещению внешнего ионизатора внутрь и его заполнению, как показано на РИС 2в. Чем выше скорость травления, тем больше конусный угол.
Затем следует металлизация затравочного слоя, который может быть из такого материала как Ti/Cu, химическое осаждение меди и т. д. (РИС 3a). Затем для заполнения переходного отверстия проводится электролитическое осаждение меди (РИС 3б). На РИС 3в показано изображение заполненных медью межсоединений TSV. Технологический процесс изготовления слоев RDL
стеклянного основания очень похож на технологический процесс, используемый для изготовления слоев RDL межсоединений TSV. Для L/S≥2 мкм (L/S – line / space – линия / зазор) в качестве диэлектрических материалов
используются либо фотоэлектрический материал (photo-imageable dielectric – PID), либо специальная пленка (Ajinomoto build-up film – ABF). Для L/S<2 мкм – SiO2.
Для L/S≥10/15 мкм в качестве диэлектрического материала может использоваться смола. На РИС 4 показаны изображения заполненных медью межсоединений TSV с нанесенными слоями RDL, полученные с помощью сканирующего электронного микроскопа (СЭМ).
Что послужило мотивацией для появления TGV?
До настоящего времени проблемы надежности при использовании стеклянных подложек-оснований мало обсуждались в мире микроэлектроники. Давайте рассмотрим такие структуры на РИС 5. РИС 5a соответствует
устройству с flip-chip на органической подложке-основании, а РИС 5б – устройству с flip-chip на подложке со стеклянной подложкой-основанием. Чтобы обеспечить надежность паяного соединения микроконтактов между
чипом и подложкой многослойного корпуса, коэффициент теплового расширения (КТР) стеклянной подложкиоснования стараются сделать как можно ближе к КТР кремниевого чипа. Но в этом случае увеличивается
несоответствие ТКР между подложкой многослойного корпуса со стеклянной подложкой-основанием и печатной платой, а надежность паяных соединений в корпусе типа «шариковая матрица» (ball grid array – BGA) вызывает сомнения.
Что должно быть в идеале?
КТР стеклянной подложки-основания не должен быть близок к КТР кремниевого чипа (2,8×6/°C), а должен быть, скорее, ближе к КТР печатной платы (18,5×6/°C).
На показанной структуре микроконтакт изготовлен из припоя Sn0.7Cu (температура плавления = 227 °C), а припой BGA-соединения – из Sn3Ag0.5Cu (или SAC, температура плавления = 217 °C). Оба припоя обеспечивают надежность паяных соединений при термической усталости. Все материалы считаются постоянными за исключением припоя (Sn3Ag0.5Cu), свойства которого зависят от времени и температуры. Кроме того, припои
Sn3Ag0.5Cu и Sn0.7Cu подчиняются уравнению вязкопластичности Ананда.
На РИС 6 схематически показана новая структура.
Кремниевый чип (10 мм × 10 мм × 350 мкм) поддерживается многослойным корпусом с использованием традиционного материала – органическое основание (толщина 800 мкм) и нового материала – стеклянного
основания (толщина 800 мкм). На верхней и нижней сторонах этих оснований расположены два многослойных покрытия, изготовленных методом фотопроявляемого диэлектрика (photoimageable dielectric – PID) для диэлектрического слоя (толщиной 5 мкм) и электрохимического осаждения меди (electrochemical deposition – ECD) для металлического слоя (толщиной 3 мкм).
Давайте обратим отдельное внимание на срок службы паяных соединений при термической усталости.
Простое уравнение термической усталости для бессвинцовых паяных соединений имеет вид:
где Nf – термическая усталостная долговечность паяного соединения, а αj и βj (отрицательное значение) – константы, определяемые экспериментальным путем, например, изотермическими испытаниями на усталость для конкретного компонента или корпуса и паяного соединения. ΔWi – накопленная плотность энергии неупругой деформации за цикл в элементе зазора, определяемая с помощью конечно-элементного моделирования, а Vi – объем этого элемента зазора.
Видно, что чем больше накопленная плотность энергии неупругой деформации за цикл, тем меньше (короче) термическая усталостная долговечность паяного
соединения.
Немного о накопленной неупругой деформации в микроконтактных паяных соединениях между чипом и подложкой
Различные исследования показали, что максимальная неупругая деформация возникает в углах в небольшой локальной области в месте пайки микроконтакта.
Максимальная эквивалентная неупругая деформация в углу микровыступа (bump) на подложке со стеклянным основанием меньше, чем на подложке с органическим основанием, причем в два раза. Это объясняется тем, что разница в термическом расширении между стеклянной подложкой и кремниевым чипом меньше, чем между органической подложкой и кремниевым чипом.
А вот ситуация в угловом паяном соединении при использовании BGA в сборке с flip-chip абсолютно противоположна. Максимальная эквивалентная неупругая деформация в угловом паяном соединении BGA со стеклянной подложкой больше, причем тоже в два раза, по сравнению с органической подложкой. Это объясняется тем, что разница в ТКР между стеклянной подложкой-основанием и печатной платой больше, чем между органической подложкой-основанием и печатной платой.
В качестве заключения кратко подведем итоги
- Доказана устойчивость к термической усталости паяных соединений микроконтактов с flip-chip на стеклянной подложке-основании при многослойном корпусировании и паяных соединений BGA на печатной плате, а также приведено сравнение аналогичной структуры на стандартной подложке из органического материала при многослойном корпусировании.
- Максимальная накопленная эквивалентная неупругая деформация в паяном соединении микроконтакта меньше в два раза в структуре со стеклянной подложкой-основанием, чем в структуре с органической подложкой-основанием.
- Максимальная накопленная эквивалентная неупругая деформация в паяном соединении BGA в два раза больше в структуре со стеклянной
подложкой-основанием, чем в структуре с органической подложкой-основанием. - При корпусировании с использованием высоких температур для обеспечения надежности паяного соединения микроконтактов на подложке обычно требуется заполнение подложки компаундом (подзаливка – underfill). Однако андерфилл редко используется в качестве подложки-основания для корпусирования на печатных платах, т. к. после данного процесса невозможно провести любую доработку. Поэтому для обеспечения надежного паяного соединения BGA необходимо, чтобы
разница в тепловом расширении между подложкой корпуса и печатной платой была как можно меньше – особенно для больших сборок.
К сожалению, в настоящее время, стеклянные подложки для процесса корпусирования развиваются в неправильном направлении. Например, ТКР стекла приближается к ТКР кремния (α = 2,8×10⁻⁶/°C) и отдаляется от ТКР печатной платы (α = 18,5×10⁻⁶/°C), а при выборе свойств материала, таких как ТКР стеклянной подложки, рекомендуется проявлять осторожность, учитывая разницу в тепловом расширении между стеклянной подложкой и печатной платой – особенно для многоуровневых сборок большого размера по площади.
В реальности ТКР стеклянной подложки должен быть ближе к ТКР печатной платы, поскольку на стеклянной подложке имеется защита микроконтактов из припоя в виде андерфилла, тогда как на печатной плате такой защиты нет – особенно для больших по площади сборок на стеклянном основании.
Использованные материалы
1. «Effect of a through-glass via (TGV) substrate on solder joint reliability» By John H. Lau (Unimicron Technology Corporation). Chip Scale Review September – October,
2025.
Журнал рассылается БЕСПЛАТНО предприятиям-изготовителям электронной аппаратуры по именной рассылке без ограничения количества подписчиков от одного предприятия. Вы можете оформить подписку на журнал, отправив запрос по электронной почте info@ostec-group.ru