Через пять лет «гидроабразив» перестанет быть просто способом раскроя — он станет узлом цифрового производства. Параллельно с этим меняются и сами материалы: композиты последних поколений, аддитивные заготовки из титана, бронематериалы и многослойные сэндвич-панели — всё то, что лазер и плазма режут плохо или с потерей свойств. Ниже — карта изменений, которые уже происходят, и практические выводы для тех, кто принимает решения о парке оборудования и технологиях резки на горизонте 3–5 лет.
- Холодная резка как стратегический выбор, а не «ещё один способ»
Гидроабразивная резка занимает место наравне с лазерной и плазменной — как один из трёх базовых промышленных методов раскроя, у каждого из которых своя оптимальная область применения. При этом требования к качеству реза, остаточным напряжениям и сертификации деталей в авиации, оборонной промышленности, медтехнике и атомной энергетике вышли на уровень, при котором сам факт наличия зоны термического влияния — это уже отбраковка. Именно поэтому роль холодных методов в современном производстве растёт особенно динамично.
Гидроабразив устраняет три проблемы термических методов одновременно: ЗТВ, окалину и наведённые напряжения. Для деталей, идущих далее на термообработку, химическое травление, склейку или сварку трением с перемешиванием, это не «преимущество», а условие технологичности.
Когда холодный рез становится обязательным:
- титановые заготовки для ортопедических имплантатов (требования ASTM F136 / ISO 5832-3 к чистоте поверхности и отсутствию термоальтерации);
- композиты с углеродным и арамидным армированием для авиаструктур — лазер вызывает деградацию полимерной матрицы и деламинацию (расслоение);
- бронематериалы и средства защиты — высокопрочный полиэтилен и керамические бронеплиты, где термический рез разрушает связующее и керамические гранулы;
- электротехническая сталь для статоров и роторов мощных электродвигателей — термическое влияние ухудшает магнитные свойства в зоне реза (рост удельных потерь по различным данным от единиц до 10–15% в зависимости от марки стали и режима);
- монокристаллический и закалённый инструментальный материал, где любой нагрев — это сорванная партия.
Практический индикатор: если деталь после раскроя идёт хотя бы на один передел, где важны свойства поверхностного слоя (HIP, азотирование, ионная имплантация, склейка по поверхности), — экономика гидроабразива почти всегда выигрывает у лазера на горизонте полного цикла, даже если погонная скорость в 10–15 раз ниже.
2. Где сейчас проходит граница: трезвое сравнение методов
Чтобы выбор технологии был осознанным, важно понимать, где каждый метод раскрывается оптимально. Ниже — сравнение по ключевым технологическим параметрам.
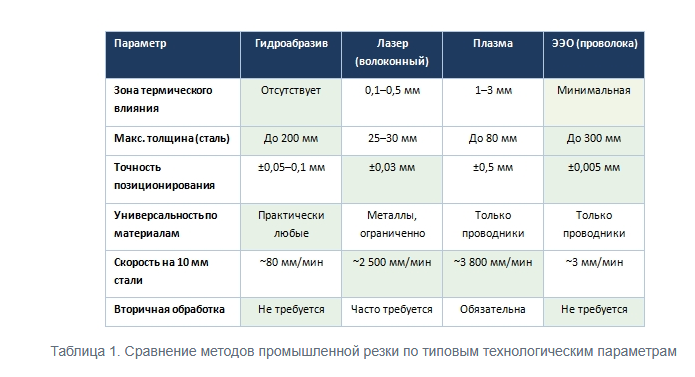
Что отсюда следует на практике:
- Для серии тонкого листа из углеродистой стали лазер закрывает задачи по скорости — это его естественная зона. Гидроабразив здесь применяется, когда к деталям предъявляются требования по отсутствию ЗТВ или последующей термочувствительной обработке.
- Начиная с толщин 12–15 мм и при работе с нержавейкой, титаном и алюминиевыми сплавами экономика и качество всё отчётливее работают на гидроабразив — без вторичной обработки и с сохранением свойств материала.
- На толщинах от 40 мм и выше в большинстве металлов прямых конкурентов у гидроабразива практически нет — только плазма (для углеродистой стали с допуском по кромке) и ЭЭО (для штучных деталей с экстремальной точностью, но крайне низкой производительностью).
- Для композитов, сэндвич-панелей, керамики, камня и стекла гидроабразив остаётся технологическим стандартом — и в обозримом будущем альтернативы такого уровня универсальности не просматривается.
- Гидроабразив встраивается в Industry 4.0
Самое большое изменение ближайших лет — не в самой струе, а в том, что вокруг неё. Современная гидроабразивная установка превращается в источник данных: давление в магистрали высокого давления, расход абразива, звук работы струи в зоне реза, температура и проводимость воды, вибрации насоса — всё это становится измеримым в реальном времени и доступным для систем управления производством (MES/SCADA).
3.1. Цифровой двойник режущей головы
Передовые производители уже внедряют цифровых двойников фокусирующих трубок и водяных сопел. Модель прогнозирует износ диаметра на основе наработки, типа абразива, давления и марки материала, и за 4–8 часов до критической деградации сигнализирует о необходимости замены. Результат — стабильное качество кромки на всю смену и плановое, а не аварийное обслуживание.
3.2. AI-оптимизация параметров реза
Алгоритмы машинного обучения, обученные на тысячах операций, сегодня уверенно подбирают параметры реза для нового материала за 5–10 пробных проходов вместо 30–50 в режиме «инженер у пульта». Особенно это важно для композитов и сэндвич-панелей, где «теоретически рассчитанные» параметры почти никогда не работают.
3.3. Замкнутая обратная связь по качеству
Связка «лазерный профилометр в зоне выгрузки → анализ кромки → коррекция следующего прохода» уже не научная фантастика. На прецизионных задачах это даёт стабильность размеров ±0,03–0,05 мм даже при изменении плотности материала по толщине листа — то, чего раньше можно было добиться только перебором и ручной настройкой.
4. Гибридные системы: реальные конфигурации
Тема «гибридов» часто подаётся обобщённо. На практике сегодня применяются несколько вполне конкретных схем — у каждой своя ниша:
Гидроабразив + дисковая пила (камнеобработка, керамика). Пила делает прямые проходы со скоростью 5–10 м/мин, гидроабразив выполняет криволинейные участки, врезки, фигурные отверстия. Производительность участка по сравнению с одним гидроабразивом — выше в 2–3 раза при той же точности на сложных элементах.
Лазер + водоструйное направление (laser microjet). Тонкая водяная струя диаметром 30–120 мкм работает как волновод для лазера, отводя тепло. Применяется для микрорезки полупроводниковых пластин, медицинских стентов, алмазного инструмента. Это не замена «большому» гидроабразиву, а отдельный сегмент микрообработки.
Гидроабразив + 5-осевое фрезерование на одном портале. Сначала черновой раскрой струёй, далее без переустановки — финишная обработка торца. Снимает накопленную погрешность базирования, критичную для деталей размером более 1,5–2 м.
Гидроабразив + 3D-сканирование заготовки перед резом. Особенно ценно для раскроя поковок, литья и крупногабаритных аддитивных заготовок: программа реза адаптируется под фактическую геометрию, а не под идеальную CAD-модель.
5. Устойчивое развитие: от лозунга к KPI
ESG-повестка перестала быть «бумажной» — она вошла в технические задания. Заказчики из автопрома и авиации всё чаще требуют от поставщиков расчёта удельного расхода воды, абразива и электроэнергии на деталь. У гидроабразивной резки здесь есть честные преимущества и честные ограничения, и важно говорить и о тех, и о других.
Преимущества:
- отсутствие токсичных аэрозолей, дыма и оксидных выбросов в зону работы оператора;
- вода в замкнутом контуре с очисткой — расход 4–8 л/мин на одну головку при правильной системе фильтрации;
- гранатовый абразив — природный минерал, инертный, классифицируется как неопасный отход;
- возможность рециклинга абразива до 50–70%, утилизация шлама как наполнителя в стройматериалах.
Ограничения, о которых стоит знать:
- энергопотребление HP-насоса класса 50 кВт сопоставимо с показателями альтернативных методов резки в пересчёте на установку — при этом гидроабразив выигрывает в случаях, где для других методов требуется дополнительная финишная обработка, переплавка кромки или восстановление свойств материала;
- на крупных производствах объёмы отработанного абразива требуют системного подхода — современные программы рециклинга (50–70% возврата) и утилизации шлама как наполнителя в стройматериалах закрывают этот вопрос;
- уровень шума HP-насоса и зоны реза — 95–105 дБ — требует штатных решений по шумоизоляции; в современных установках этот вопрос решается на этапе компоновки.
6. Что делать прямо сейчас: чек-лист для принимающих решения
Если вы планируете обновление парка, запуск нового продукта или пересмотр технологии раскроя в горизонте 2026–2028, имеет смысл задать себе следующие вопросы:
- Какая доля моих деталей идёт на термочувствительные переделы? Если выше 30–40% — приоритет холодных методов резко возрастает.
- Готово ли оборудование к интеграции в MES/SCADA? Уточняйте у поставщика наличие OPC UA / MQTT интерфейсов, иначе цифровизация участка станет дорогой и долгой задачей.
- Считаете ли вы себестоимость реза «по гранату», а не «по тонне на входе»? Это разные цифры — иногда разница достигает 30%.
- Есть ли у вас стратегия по рециклингу абразива? На горизонте 3–5 лет это перестанет быть «опцией для экологичных» и станет операционной необходимостью.
- Под какие материалы вы проектируете технологию — текущие или перспективные? Аддитивные заготовки, новые композиты, биметаллы — гидроабразив с ними работает; вопрос в подготовке программ и параметров.
Вместо выводов
Гидроабразивная резка следующего поколения — это не «быстрее и сильнее». Это умнее, измеримее и встроеннее. Сама струя останется примерно такой же, какой была 20 лет назад: вода под давлением 4 000–6 000 бар, разогнанный гранатовый абразив, миллиметровая точность. Но всё вокруг неё — мониторинг, обратная связь, рециклинг, гибридизация с другими методами, AI-оптимизация — за ближайшие пять лет изменится сильнее, чем за предыдущие двадцать.
Для технолога это означает новую квалификацию: уметь работать не только с режимами реза, но и с данными. Для конструктора — возможность закладывать в детали геометрию и материалы, которые ещё недавно считались «нетехнологичными». Для владельца производства — пересмотр модели затрат на раскрой с учётом полного жизненного цикла абразива.
Р-ГАРНЕТ работает с этой повесткой с двух сторон: качество и стабильность гранатового абразива на входе и программы возврата и переработки на выходе. Если на вашем производстве годовой расход абразива измеряется тоннами, имеет смысл считать совместно — мы готовы предоставить расчёт полной стоимости владения под конкретные режимы и материалы.