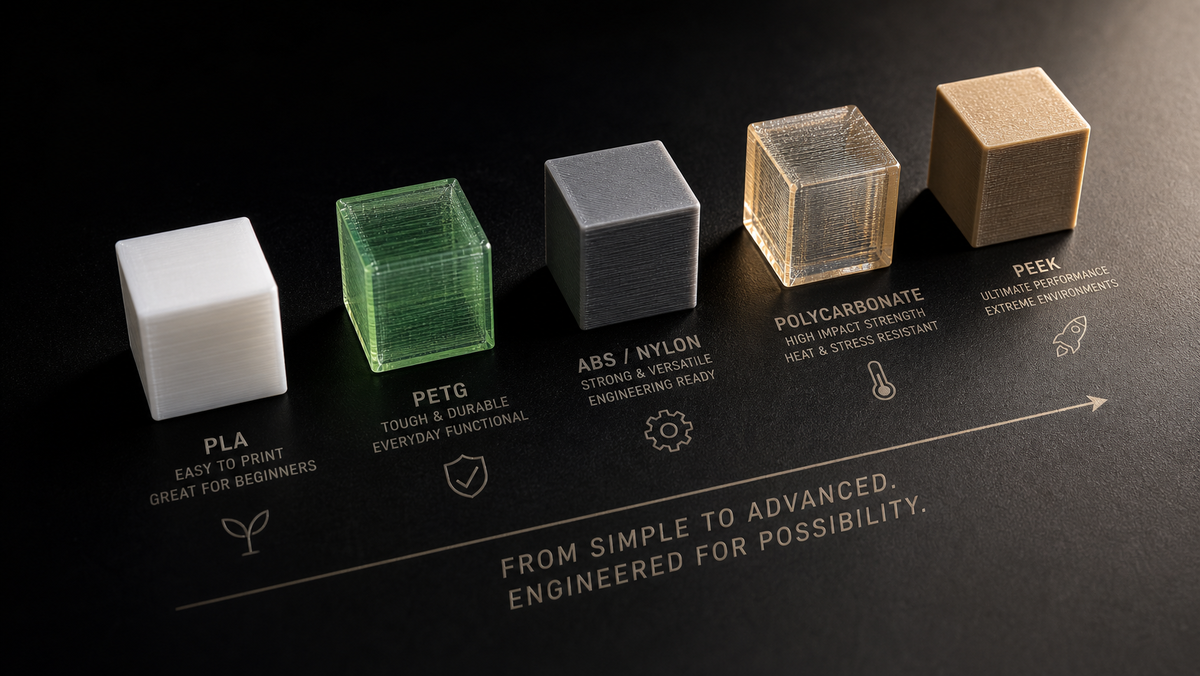
Когда нужна не просто красивая модель, а деталь, которая реально работает под нагрузкой — выбор филамента становится инженерной задачей. Разбираем основные материалы: от PETG до PEEK, и объясняем, когда какой имеет смысл.
PLA и PETG: когда этого достаточно
PLA — первый пластик для большинства. Легко печатается, подходит для прототипов, макетов и учебных моделей. Но низкая термостойкость и слабая механика быстро обозначают его потолок: всё, что работает в тепле или под постоянной нагрузкой, из PLA не сделать.
PETG — логичный следующий шаг. Лучше переносит удары, не так боится умеренного нагрева, меньше трескается при правильной настройке. Для бытового DIY и несложных функциональных деталей — вполне рабочий выбор. Но в оборудовании и оснастке его ресурса, как правило, уже не хватает.
ABS и нейлон: первый шаг в инженерный класс
ABS долго был стандартом для тех, кому нужно чуть больше, чем PLA: выдерживает более высокую температуру, подходит для корпусов и технических деталей. Минусы известны — усадка, запах, нестабильность в долгой эксплуатации. Для серьёзных задач его всё чаще вытесняют более современные материалы.
Нейлон хорошо работает там, где нужна живучесть под динамическую нагрузку: шарниры, гибкие элементы, функциональные детали с ударными воздействиями. Главное ограничение — гигроскопичность: без сушки и аккуратного хранения качество печати заметно падает.
Поликарбонат: инженерный пластик для 3D‑принтера без компромиссов по прочности
Поликарбонат выбирают, когда нужна настоящая жёсткость, стойкость к ударам и умеренный нагрев — но PEEK пока кажется избыточным. PC-филамент:
- держит форму под механической нагрузкой;
- выдерживает температуры, недоступные PETG и ABS;
- в прозрачном варианте подходит для смотровых окон и рассеивателей.
Печатать поликарбонат сложнее — нужен жёсткий контроль температур и, желательно, закрытая камера. Но результат оправдывает усилия: это уже полноценный инженерный пластик, а не «улучшенный базовый».
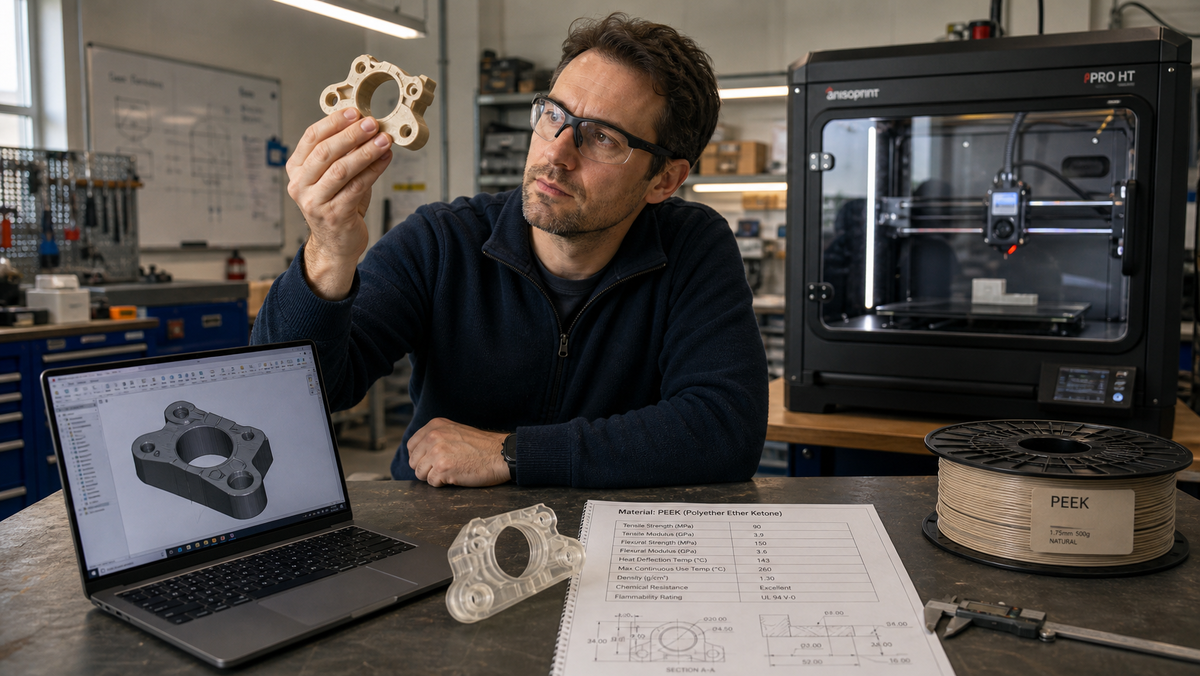
PEEK: когда другие материалы уже не справляются
PEEK — это другой уровень. Полиэфирэфиркетон сохраняет свойства при высоких температурах, устойчив к агрессивным средам и держит геометрию под длительными нагрузками. Раньше в таких условиях безальтернативно использовался металл — теперь часть этих задач закрывает PEEK-филамент для 3D‑принтера.
Его имеет смысл рассматривать, когда:
- поликарбонат и нейлон не вывозят по температуре или ресурсу;
- деталь работает в нагруженном узле, оснастке или в условиях MRO;
- нужно максимально приблизить испытания к реальным условиям эксплуатации.
Как выбрать материал под конкретную задачу
Если отбросить детали, логика простая:
- Прототипы и макеты — PLA, PETG. Быстро, дёшево, достаточно.
- Функциональные детали без серьёзного нагрева — PETG, ABS, нейлон.
- Нагрузка + умеренный нагрев + важна жёсткость — поликарбонат (PC-филамент).
- Высокие температуры, агрессивная среда, замена металла — PEEK.
И важный момент, который часто упускают: смотрите не только на «максимальные» цифры из таблицы, но и на стабильность материала от партии к партии, требования к вашему принтеру и реальный опыт коллег в похожих задачах.
Не прыгайте сразу на PEEK — сначала проверьте PC
Перескочить с PLA сразу на PEEK можно, но чаще это путь через лишние расходы и разочарования. Более рабочий сценарий:
- Сформулируйте задачу: нагрузка, температура, среда, нужный ресурс.
- Проверьте, не решается ли она поликарбонатом или нейлоном.
- Если нет — смотрите на PEEK с учётом требований к оборудованию.
- Тестируйте на реальной детали, которая уже доставляет проблемы — не на калибровочном кубике.
Где взять материал и с чего начать
Если вы сейчас выбираете между поликарбонатом и PEEK для конкретной задачи — удобнее всего начать с небольшой тестовой партии. Филаменты от проверенного производителя с подтверждёнными характеристиками доступны на Ozon — подходит для заказа небольших и средних объёмов:
👉 https://ozon.onelink.me/SNMZ/ialz90u4
👉 https://ozon.onelink.me/SNMZ/pgtvf0x0
Если нужна оптовая партия или вы подбираете материал под серийное производство, оснастку или MRO — лучше сразу написать напрямую техническому менеджеру: sale@ipdemidov.ru. В письме достаточно коротко описать тип детали, условия работы (нагрузка, температура, среда) и нужный объём — менеджер поможет подобрать материал, согласовать партию и избежать лишних тестов вслепую.