Введение
Задняя бабка для токарного станка – важный узел для работы с заготовками большой длины. Она поджимает деталь с противоположной от шпинделя стороны, предотвращая ее вибрацию при обработке. На современных токарных станках с ЧПУ применяются задние бабки разных типов. Основные их отличия в степени автоматизации и способе управления. Задняя бабка может управляться вручную, в полуавтоматическом или в полностью автоматическом режиме. Обрабатываемая деталь может поджиматься выдвижной пинолью или всем корпусом задней бабки. Рассмотрим основные конструкции более подробно.
Ручная задняя бабка
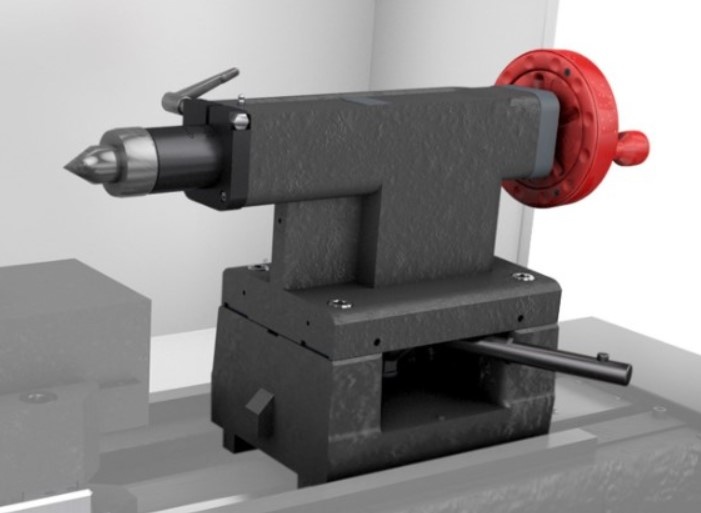
У полностью ручной задней бабки перемещение и фиксация ее корпуса, а также пиноли, осуществляются вручную с помощью маховика и рукояток фиксации. Это простое и недорогое решение, но оно требует некоторых усилий от оператора и времени на переналадку.
Вначале нужно вручную переместить заднюю бабку ближе к детали, зафиксировать ее, а потом с помощью маховика необходимо выдвинуть пиноль с установленным вращающимся задним центром и поджать деталь.
Качество операции также зависит от опыта и мастерства оператора, которому нужно определить оптимальное усилие зажима. С одной стороны усилие должно обеспечивать стабильную и качественную обработку, с другой стороны оно не должно быть чрезмерным, чтобы не повредить деталь, чтобы не было ее прогиба.
Такая конструкция задней бабки не требует сложного технического обслуживания.
Ручная задняя бабка с гидравлической пинолью
Выдвижная пиноль у такой задней бабки приводится в действие гидравлической системой. Управление пинолью возможно с помощью педали, кнопок на панели ЧПУ или с помощью М-кодов из управляющей программы. Усилие зажима можно регулировать с помощью регуляторов давления и контролировать с помощью интегрированных в конструкцию станка манометров. Таким образом, обеспечивается оптимальное и стабильное усилие зажима детали.
Такая конструкция задней бабки обеспечивает более высокий уровень автоматизации. Однотипные детали могут изготавливаться в полностью автоматическом режиме. Если осуществляется переналадка на производство деталей с существенно другой длиной, то корпус задней бабки нужно будет передвинуть в другое место вручную. Задняя бабка такого типа часто применяется на относительно небольших токарных станках с ЧПУ.
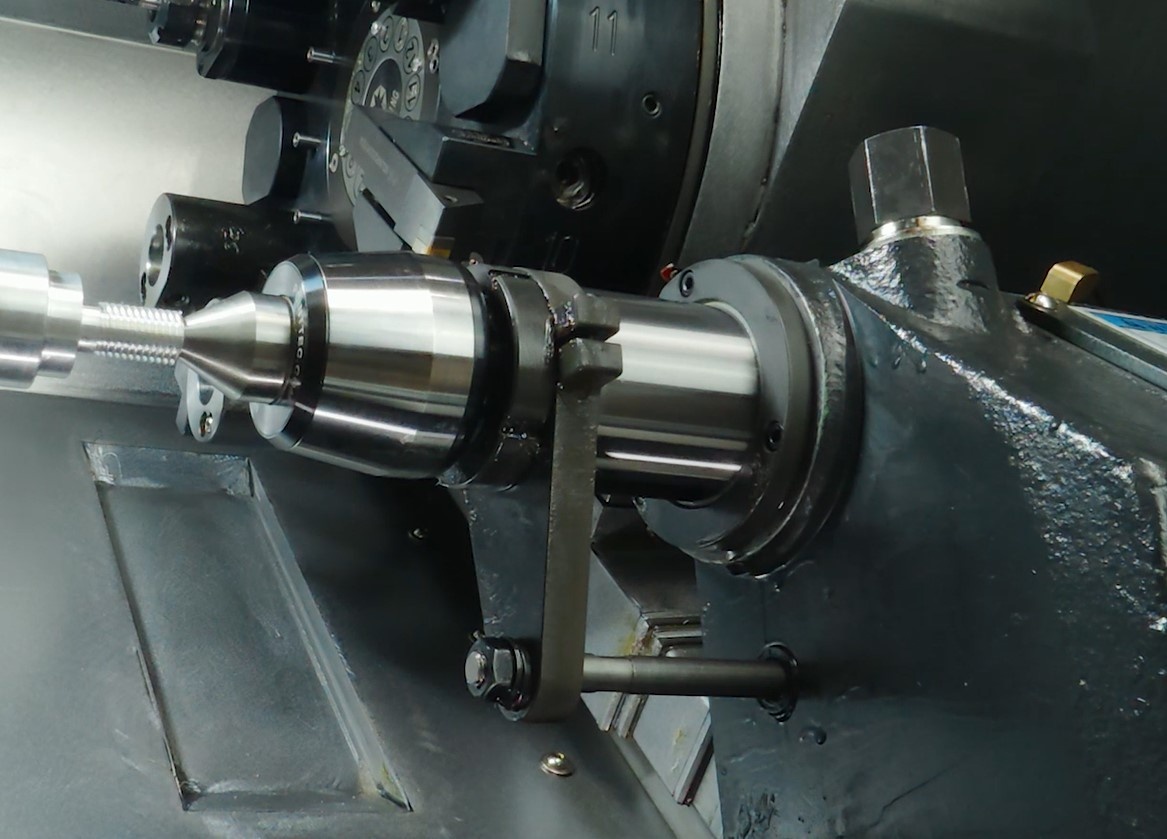
Буксируемая задняя бабка с гидравлической пинолью
Распространенное решение для современных токарных станков с ЧПУ. Конструкция обеспечивает высокий уровень автоматизации и стабильный зажим детали. Такая задняя бабка не имеет собственного привода подачи. Ее буксирует в нужную позицию суппорт с помощью специального захвата (выдвижного пальца). После необходимого позиционирования задняя бабка фиксируется на направляющих с помощью гидравлического зажима. Все операции происходят в автоматическом режиме.
Деталь поджимается выдвижной гидравлической пинолью с установленным в нее задним центром, как и в предыдущем случае. Давление в гидросистеме, а, следовательно, и усилие поджима можно регулировать. Управляется пиноль М-командами из управляющей программы. Усилие поджима может быть достаточно большим. Такая задняя бабка часто применяется на крупных токарных станках с ЧПУ, предназначенных для силовой обработки.
К недостаткам можно отнести потерю времени, которое необходимо на транспортировку задней бабки суппортом вдоль оси Zв нужное место.
Гидравлическая задняя бабка
Полностью гидравлическая задняя бабка имеет неподвижную пиноль с конусом Морзе, в которую вставляется вращающийся задний центр. Поджим детали происходит за счет перемещения и давления всего корпуса задней бабки.
Перемещение корпуса гидравлической бабки осуществляется посредством гидроцилиндра. Такой задней бабке не требуется жесткая фиксация, так как она постоянно давит на деталь, стремясь переместиться в заданную точку, которая находится в теле детали. Управлять задней бабкой можно с помощью М-кодов, педалью или кнопками на панели ЧПУ. Усилие зажима также легко регулируется и контролируется, что обеспечивает надежный и стабильный зажим.
Гидравлическая задняя бабка хорошо подходит для обработки на станке с ЧПУ в автоматическом режиме. Стабильное усилие зажима и высокая скорость работы обеспечивают надежность процесса обработки и высокую производительность.
Задняя бабка с сервоприводом
У задней бабки с сервоприводом весь корпус передвигается вдоль станины станка с помощью сервомотора, ШВП и линейных направляющих, что обеспечивает жесткость конструкции и высокую точность перемещения. Одно из главных отличий задней бабки такого типа заключается в том, что система управления станка может не только ее перемещать, но может также с высокой точностью контролировать усилие поджима.
Усилие поджима заготовки задается и контролируется через систему ЧПУ токарного станка посредством контроля крутящего момента серводвигателя. Система поддерживает это усилие постоянным, что исключает недостаточный зажим детали и ее деформацию.
Задняя бабка с сервоприводом – полностью автоматизированный узел. В автоматическом режиме можно подводить бабку к детали и возвращать в исходное положение, перемещать ее одновременно с другими осями станка для экономии вспомогательного времени и даже выполнять операцию сверления с помощью сверла, которое установлено в неподвижной пиноли. Ускоренное перемещение бабки также сокращает время цикла, а ее замедление рядом с деталью обеспечивает плавность поджима и исключает удары.
К недостаткам задней бабки с сервоприводом можно отнести достаточно высокую ее стоимость и более сложную настройку и управление.
Заключение
Существующие задние бабки токарных станков с ЧПУ можно разделить по типу пиноли и способу перемещения корпуса.
Пиноль может быть подвижной и неподвижной. Подвижные пиноли чаще всего бывают ручными или гидравлическими.
Корпус задней бабки может перемещаться вручную, с помощью суппорта станка, гидропривода или сервомотора. Для ремонтного цеха с единичным производством подойдет и полностью ручная задняя бабка. Ручная бабка с гидравлической пинолью позволит работать в полуавтоматическом режиме, а задние бабки с гидроприводом, сервомотором или перемещаемые суппортом в полностью автоматическом.
Задние бабки с серво- или гидроприводом имеют неподвижную пиноль и поджимают деталь всем своим корпусом. Такие бабки могут работать достаточно быстро, что повышает эффективность серийного производства.
Буксируемая суппортом задняя бабка с гидравлической пинолью не имеет собственного привода, ее конструкция проще, но на такую буксировку требуется больше времени.
Статья подготовлена бренд-менеджером компании «Абамет» Сергеем Филиным.
------------------------------------
С 1990 года компания Abamet занимается комплексным оснащением производств в сфере металлообработки. Станки с ЧПУ по металлу, станочная оснастка, режущий инструмент – в каталоге интернет-магазина. Продажи и поставки по всей России. Познакомиться с нами, а также получить профессиональную консультацию можно на нашем сайте Abamet.ru. Переходите, выбирайте, спрашивайте!