В предыдущих вопросах мы разобрали, что такое логистика, её цели, функциональные области, логистическую систему предприятия и стратегию планирования.
Теперь переходим к шестому вопросу — об основных способах организации материальных потоков в производственной логистике.
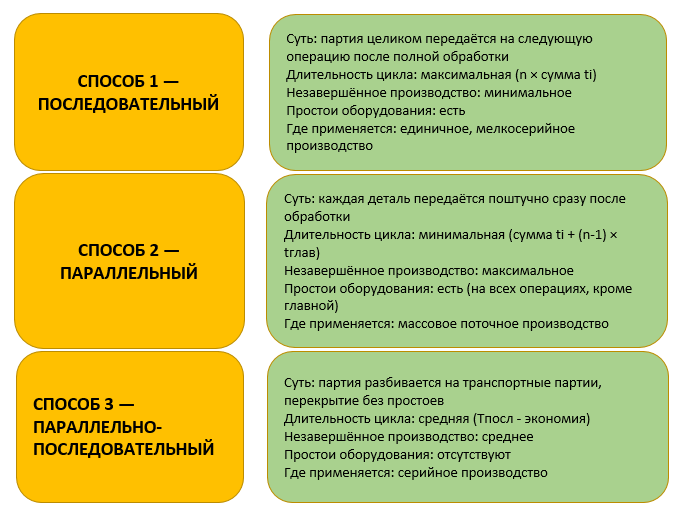
Если кратко: на заводе детали нужно перемещать между станками. Есть три принципиально разных способа это делать: последовательный, параллельный и параллельно-последовательный. Каждый способ влияет на то, как долго детали будут лежать в ожидании обработки, как долго будет длиться весь производственный цикл и сколько денег будет заморожено в незавершённом производстве.
Поехали.
1. ПРОИЗВОДСТВЕННЫЙ ЦИКЛ И ЕГО СТРУКТУРА
Прежде чем говорить о способах движения материалов, нужно понять, что такое производственный цикл.
Производственный цикл — это календарный период времени от начала до окончания процесса изготовления изделия, включая время выполнения всех технологических операций, время транспортировки, время контроля и время перерывов всех видов.
Простыми словами: если вы печёте пирожок, производственный цикл — это время от того момента, как вы взяли муку и замесили тесто, до того момента, когда пирожок готов и лежит на тарелке.
В структуру производственного цикла входят две основные части.
Первая часть — рабочий период. Это время, когда над деталью непосредственно работают: её обрабатывают на станках, собирают, контролируют качество, перемещают между цехами.
Вторая часть — время перерывов. Это время, когда деталь лежит и ждёт.
Перерывы бывают разных видов.
Межоперационные перерывы — деталь уже обработали на одном станке, но она ждёт, пока освободится следующий станок.
Межцеховые перерывы — деталь перевезли из цеха в цех, но в новом цехе её ещё не начали обрабатывать.
Перерывы из-за режима работы — завод работает в две смены, а ночью деталь просто лежит на складе.
Именно на сокращение времени перерывов и направлены разные способы движения материалов.
2. ТРИ СПОСОБА ОРГАНИЗАЦИИ МАТЕРИАЛЬНЫХ ПОТОКОВ В ПРОИЗВОДСТВЕ
В учебной литературе выделяют три вида движения предметов труда в производстве.
Первый вид — последовательный.
Второй вид — параллельный.
Третий вид — параллельно-последовательный.
Главное правило: чем более параллельно выполняются операции, тем короче производственный цикл, но тем сложнее организовать производство.
Самый долгий цикл — при последовательном движении, самый короткий — при параллельном.
Теперь разберём каждый вид подробно.
3. ПОСЛЕДОВАТЕЛЬНЫЙ ВИД ДВИЖЕНИЯ
При последовательном виде движения партия деталей целиком передаётся на последующую операцию после окончания её обработки на предыдущей операции. Ни одно изделие из обрабатываемой партии не передаётся на последующую операцию до тех пор, пока не будет обработана вся партия.
Простыми словами: представьте, что вам нужно просверлить 10 деталей, а потом отшлифовать их. При последовательном движении вы сначала сверлите все 10 деталей одну за другой, и только когда просверлены все 10, вы начинаете шлифовать первую. Вторая деталь ждёт шлифовки, пока вы шлифуете первую. Третья ждёт, пока вы шлифуете первую и вторую. И так далее.
Как это работает на практике. Первая операция: обрабатываются все 10 деталей. Вторая операция: начинается только после того, как закончена первая операция по всем 10 деталям. Третья операция: начинается только после окончания второй операции по всем 10 деталям.
Длительность производственного цикла при последовательном движении рассчитывается по формуле: Тпосл = n умножить на сумму времени обработки одной детали по всем операциям, где n — количество деталей в партии.
Пример. У вас партия из 4 деталей. Три операции: первая операция — 2 минуты на деталь, вторая операция — 1 минута на деталь, третья операция — 4 минуты на деталь. Сумма времени обработки одной детали: 2 + 1 + 4 = 7 минут. Тпосл = 4 умножить на 7 = 28 минут.
Плюсы последовательного движения.
- Во-первых, простая организация производства. Не нужно думать о синхронизации — просто обработали всю партию и передали дальше.
- Во-вторых, отсутствуют межоперационные перерывы в том смысле, что партия не дробится, нет сложной логистики перемещения деталей между станками.
- В-третьих, меньше планово-учётных единиц — проще учитывать, где какая деталь находится.
Минусы последовательного движения.
- Во-первых, длинный производственный цикл. Детали подолгу лежат и ждут своей очереди.
- Во-вторых, большой объём незавершённого производства. Деньги заморожены в деталях, которые уже обработаны на одной операции, но ещё ждут следующей.
- В-третьих, невозможно быстро реагировать на изменения спроса. Если нужно срочно доделать одну деталь, она всё равно будет ждать, пока обработается вся партия.
Где применяется последовательное движение. В единичном производстве, когда каждая деталь уникальна и изготавливается в одном экземпляре. В мелкосерийном производстве, когда партии маленькие и длинный цикл не критичен. Ограниченно применяется в серийном производстве.
Пример из жизни. Вы делаете на заказ 5 деревянных стульев. Сначала вы распиливаете все доски для всех 5 стульев. Потом вы собираете все 5 стульев. Потом вы красите все 5 стульев. Пока вы не распилите все доски, вы не начнёте сборку. Пока вы не соберёте все стулья, вы не начнёте покраску. Это медленно, но просто организовать.
4. ПАРАЛЛЕЛЬНЫЙ ВИД ДВИЖЕНИЯ
При параллельном виде движения передача предметов с предыдущей операции на последующую осуществляется поштучно или небольшими транспортными партиями. Каждый предмет труда передаётся на следующую операцию немедленно после окончания его обработки на предыдущей операции, независимо от срока окончания обработки всей партии.
Простыми словами: вернёмся к примеру с 10 деталями. При параллельном движении вы просверлили первую деталь — и сразу же, не дожидаясь, пока просверлятся остальные 9, передаёте её на шлифовку. Пока шлифуется первая деталь, вы сверлите вторую. Как только вторая просверлена — она идёт на шлифовку, и так далее.
Как это работает на практике. На первой операции одновременно обрабатываются несколько деталей, и как только одна готова, она немедленно запускается в обработку на следующей операции. Все операции идут параллельно, с небольшим сдвигом во времени.
Длительность производственного цикла при параллельном движении рассчитывается по формуле: Тпар = сумма времени обработки одной детали по всем операциям плюс (n минус 1) умножить на время обработки одной детали на самой длительной операции, где n — количество деталей в партии. Самая длительная операция называется главной.
Если детали передаются не поштучно, а транспортными партиями по несколько штук, формула выглядит так: Тпар = размер транспортной партии умножить на сумму времени обработки детали по всем операциям плюс (n минус размер транспортной партии) умножить на время обработки на главной операции.
Пример с теми же 4 деталями и теми же операциями. Операция 1: 2 минуты, операция 2: 1 минута, операция 3: 4 минуты. Самая длительная операция — третья, 4 минуты. Сумма времени обработки одной детали: 2 + 1 + 4 = 7 минут. Тпар = 7 + (4 - 1) умножить на 4 = 7 + 3 умножить на 4 = 7 + 12 = 19 минут. Для сравнения, последовательный цикл был 28 минут. Параллельный дал сокращение на 9 минут, то есть почти на треть.
Плюсы параллельного движения.
- Во-первых, самый короткий производственный цикл из всех трёх видов.
- Во-вторых, детали практически не пролёживают в ожидании обработки — сразу идут в дело.
- В-третьих, позволяет быстро реагировать на изменения спроса. Если нужно срочно доделать одну деталь, её можно протащить через все операции без ожидания остальных.
Минусы параллельного движения.
- Во-первых, на всех операциях, кроме самой длительной, возникают простои оборудования и рабочих. Оборудование работает с перерывами, потому что следующая деталь ещё не готова.
- Во-вторых, увеличивается число планово-учётных единиц. Нужно отслеживать, где находится каждая деталь или транспортная партия.
- В-третьих, более высокий темп работы транспортных средств. Нужно чаще перемещать детали между операциями.
Где применяется параллельное движение. В массовом непрерывно-поточном производстве, например, на автомобильном конвейере. Когда операции синхронизированы по времени, то есть примерно одинаковы по длительности. При организации поточных линий.
Пример из жизни. Представьте конвейер по сборке телефонов. Каждый рабочий на конвейере выполняет свою операцию. Как только первый рабочий установил процессор на плату, он передаёт плату второму рабочему. Тот сразу начинает паять детали. Параллельно первый рабочий берёт следующую плату. Телефоны собираются непрерывно, без ожидания. Если какая-то операция длится дольше других, конвейер всё равно не останавливается, но у более быстрых рабочих возникают микропаузы.
Параллельно-последовательный вид движения — это комбинированный способ, который занимает промежуточное положение между последовательным и параллельным.
Суть этого метода в том, что партия деталей разбивается на транспортные партии. На смежных операциях обработка последующей операции начинается до окончания обработки всей партии на предыдущей операции, но без образования простоев на рабочих местах. То есть обрабатываем, не останавливаясь, но и не заставляя детали подолгу ждать.
Простыми словами: это золотая середина. Вы не ждёте, пока обработаются все детали (как в последовательном), но и не гоняете каждую деталь поштучно (как в параллельном). Вы делите партию на небольшие кусочки и запускаете их в обработку с небольшим перекрытием.
Как запомнить главную идею. При параллельно-последовательном движении детали не лежат без дела. Как только на одной операции освободилось место, туда сразу подаётся следующая деталь или партия деталей с предыдущей операции. Но при этом организация сложнее, чем в параллельном методе, потому что нужно точно рассчитать момент запуска каждой транспортной партии.
Длительность производственного цикла при параллельно-последовательном движении рассчитывается как длительность последовательного цикла минус сумма экономии времени на каждой паре смежных операций.
Экономия на каждой паре смежных операций равна (n минус p) умножить на минимальное время обработки из двух смежных операций, где n — размер всей партии, p — размер транспортной партии.
Формула: Тпар-посл = n умножить на сумму ti минус (n - p) умножить на сумму минимальных времён обработки по каждой паре смежных операций.
Пример с теми же 4 деталями и теми же операциями. Операция 1: 2 минуты, операция 2: 1 минута, операция 3: 4 минуты. Партия из 4 деталей, транспортная партия — 1 деталь. Последовательный цикл мы уже знаем: 28 минут. Считаем экономию. Для первой и второй операций: минимальное время из 2 и 1 равно 1 минуте. (n - p) умножить на 1 = (4 - 1) умножить на 1 = 3 минуты экономии. Для второй и третьей операций: минимальное время из 1 и 4 равно 1 минуте. (4 - 1) умножить на 1 = 3 минуты экономии. Общая экономия = 3 + 3 = 6 минут. Тогда Тпар-посл = 28 - 6 = 22 минуты.
Для сравнения: последовательный — 28 минут, параллельный — 19 минут, параллельно-последовательный — 22 минуты.
Плюсы параллельно-последовательного движения.
Во-первых, сокращение производственного цикла по сравнению с последовательным методом, причём существенное.
Во-вторых, отсутствие простоев оборудования и рабочих (в отличие от параллельного метода, где простои есть).
В-третьих, непрерывная загрузка рабочих мест — каждый станок работает без остановок. В-четвёртых, более короткое время пролёживания деталей по сравнению с последовательным методом.
Минусы параллельно-последовательного движения.
Во-первых, цикл длиннее, чем при параллельном движении (но короче, чем при последовательном).
Во-вторых, сложность планирования и организации — нужно точно рассчитать моменты запуска каждой транспортной партии.
В-третьих, увеличение числа планово-учётных единиц по сравнению с последовательным методом.
Где применяется параллельно-последовательное движение. В серийном производстве, когда партии деталей достаточно большие. При обработке трудоёмких деталей, когда важно и сократить цикл, и не иметь простоев. В большинстве современных машиностроительных заводов — это основной метод.
Пример из жизни. Вы делаете 10 деревянных стульев не по одному (как при параллельном) и не все сразу (как при последовательном). Вы разбиваете работу на этапы: сначала распиливаете доски для трёх стульев и сразу отдаёте их на сборку. Пока собирают эти три, вы распиливаете доски для следующих трёх. Сборщики, закончив первые три, сразу берут следующие три. Нет простоя ни у вас, ни у сборщиков. И стулья готовы быстрее, чем если бы вы сначала распилили все 10, а потом начали собирать.
6. СРАВНЕНИЕ ТРЁХ СПОСОБОВ
Ниже приведены основные критерии сравнения трёх видов движения предметов труда.
Критерий — Последовательный.
Суть: Партия целиком передаётся на следующую операцию только после полной обработки всех деталей на предыдущей.
Длительность цикла: Максимальная.
Незавершённое производство: Минимальное (детали компактно лежат партией).
Простои оборудования: Есть (оборудование ждёт, когда придёт вся партия с предыдущей операции).
Параллельность: Нет (операции идут строго одна за другой).
Сложность организации: Низкая (просто, надёжно).
Где применяется: Единичное и мелкосерийное производство.
Критерий — Параллельный.
Суть: Каждая деталь или маленькая партия передаётся на следующую операцию немедленно после обработки на предыдущей.
Длительность цикла: Минимальная.
Незавершённое производство: Максимальное (детали распределены по разным операциям).
Простои оборудования: Есть на всех операциях, кроме самой длительной.
Параллельность: Полная (все операции идут одновременно с небольшим сдвигом).
Сложность организации: Высокая (нужна синхронизация).
Где применяется: Массовое поточное производство.
Критерий — Параллельно-последовательный.
Суть: Обработка последующей операции начинается до окончания обработки всей партии на предыдущей, но без простоев.
Длительность цикла: Средняя.
Незавершённое производство: Среднее.
Простои оборудования: Отсутствуют (оборудование загружено непрерывно).
Параллельность: Частичная (операции перекрываются во времени).
Сложность организации: Средняя.
Где применяется: Серийное производство.
7. КЛЮЧЕВЫЕ ВЫВОДЫ ДЛЯ ОТВЕТА НА ЭКЗАМЕНЕ
Если вы запомните только это — уже сможете уверенно ответить на вопрос.
Первый вывод. В производственной логистике существуют три основных способа движения предметов труда: последовательный, параллельный и параллельно-последовательный. Каждый из них имеет свою длительность цикла, свой объём незавершённого производства и свою сложность организации.
Второй вывод. Последовательный способ — самый простой, но и самый медленный. Детали лежат и ждут, пока обработается вся партия. Цикл максимальный. Незавершёнка минимальная. Применяется в единичном и мелкосерийном производстве.
Третий вывод. Параллельный способ — самый быстрый, но и самый сложный. Детали идут поштучно, без ожидания. Цикл минимальный. Незавершёнка максимальная. Есть простои оборудования на всех операциях, кроме самой длительной. Применяется в массовом поточном производстве.
Четвёртый вывод. Параллельно-последовательный способ — золотая середина. Цикл короче, чем при последовательном, но длиннее, чем при параллельном. Простоев оборудования нет. Организация сложнее последовательной, но проще параллельной. Применяется в серийном производстве.
Пятый вывод. Длительность цикла при последовательном движении рассчитывается как n умножить на сумму времени обработки одной детали. При параллельном — как сумма времени обработки одной детали плюс (n минус 1) умножить на время самой длительной операции. При параллельно-последовательном — как последовательный цикл минус сумма экономии по каждой паре смежных операций.
Шестой вывод. Пример из жизни: изготовление стульев. Последовательный — сначала распилить все доски, потом собрать все стулья, потом покрасить все стулья. Параллельный — распилил один стул, сразу собрал, сразу покрасил. Параллельно-последовательный — разбить на маленькие партии и запустить с перекрытием, без простоев.
Седьмой вывод. На экзамене вы можете ответить так: В производственной логистике существуют три способа организации материальных потоков. Последовательный — когда вся партия обрабатывается целиком на каждой операции, цикл максимальный, организация простая. Параллельный — когда каждая деталь передаётся поштучно на следующую операцию, цикл минимальный, но есть простои оборудования и сложная организация. Параллельно-последовательный — когда партия разбивается на транспортные партии и обрабатывается с перекрытием операций без простоев. Это золотая середина, наиболее распространённая в серийном производстве. При ответе можно привести пример с изготовлением деталей на трёх станках и показать разницу в длительности циклов.
Продолжение следует...
Следующий пост: Вопрос №7 — «Задачи распределительной логистики и методы их решения»