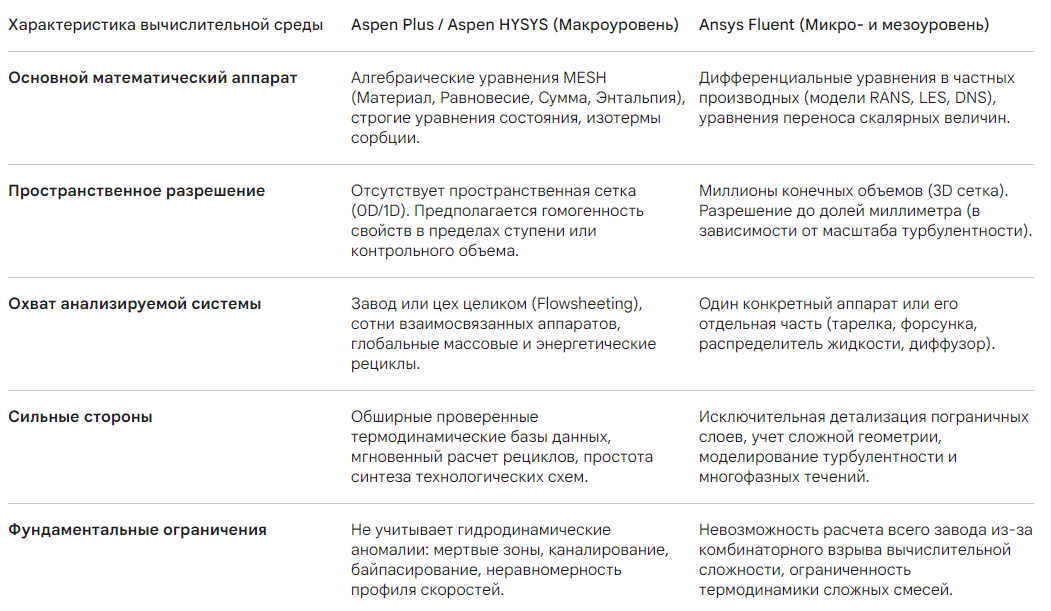
В современной химической, нефтехимической и энергетической промышленности проектирование, оптимизация и масштабирование сложных технологических процессов требуют беспрецедентно глубокого понимания явлений переноса, кинетики реакций и термодинамического фазового равновесия. Исторически сложилось так, что инженеры опирались на макроскопические нуль-мерные (0D) или одномерные (1D) модели, реализованные в таких программных комплексах, как Aspen Plus и Aspen HYSYS. Эти мощные инструменты превосходно справляются с расчетом материальных и тепловых балансов всего предприятия (flowsheeting), решением сложных уравнений состояния (например, Peng-Robinson, Soave-Redlich-Kwong, PC-SAFT) и расчетом парожидкостных и жидкостных равновесий (VLE, LLE) для многокомпонентных смесей. Они позволяют инженерам-технологам проводить оценку капитальных и операционных затрат, а также анализировать энергоэффективность в масштабах всего производственного комплекса.
Однако в основе макроскопических симуляторов лежат фундаментальные идеализированные допущения. При моделировании аппаратов используются концепции идеального перемешивания (в реакторах типа CSTR), идеального поршневого режима течения (в трубчатых реакторах PFR) и теоретических тарелок (в ректификационных колоннах). Эти допущения не позволяют учесть реальную трехмерную структуру потока, влияние геометрии внутренних устройств аппарата на гидродинамику, возникновение мертвых зон (stagnation zones), байпасирование потоков и локальные градиенты температур или концентраций.
С другой стороны, инструменты вычислительной гидродинамики (CFD), такие как Ansys Fluent, решают фундаментальные уравнения сохранения массы, импульса и энергии (уравнения Навье-Стокса) в трехмерном пространстве, опираясь на методы конечных объемов. CFD позволяет детально изучить явления микроперемешивания, профили скоростей, локальные термические перегревы (hot spots), структуру турбулентных вихрей и точное распределение времени пребывания (RTD). Тем не менее, использование исключительно CFD для моделирования всего технологического цикла предприятия с многочисленными аппаратами, рециклами и сложными физико-химическими превращениями вычислительно неосуществимо. Основными барьерами выступают колоссальные затраты процессорного времени, исчисляемые неделями кластерных вычислений для сложных многофазных систем, а также отсутствие во многих CFD-пакетах встроенных обширных баз термодинамических данных, необходимых для расчета свойств неидеальных многокомпонентных смесей.
Синергия этих двух подходов образует концепцию многомасштабного моделирования (multiscale modeling), где программное обеспечение макроскопического и микроскопического уровней не конкурирует, а органично дополняет друг друга. Aspen Plus или HYSYS берут на себя решение задач глобальной оптимизации, замыкания сложных рециклов и расчета строгой термодинамики, в то время как CFD предоставляет высокоточные данные о локальной гидродинамике конкретного аппарата. Синхронизация расчетов между этими вычислительными средами позволяет преодолеть фундаментальные ограничения обеих систем, что доказало свою исключительную эффективность в решении критических технологических проблем на реальных предприятиях.
Теоретические и алгоритмические основы синхронизации (Co-Simulation)
Процесс алгоритмического объединения расчетов макроскопического симулятора и CFD-кода может быть реализован несколькими способами, эволюционировавшими от ручной итерационной передачи данных через электронные таблицы до полностью автоматизированных интегрированных связок через открытые стандарты CAPE-OPEN (Computer-Aided Process Engineering) и архитектуру APECS (Advanced Process Engineering Co-Simulator).
Архитектура APECS и стандарт CAPE-OPEN
Стандарт CAPE-OPEN обеспечивает независимый от платформы объектно-ориентированный интерфейс, позволяющий программным компонентам (Unit Operations, Property Packages) от различных разработчиков беспрепятственно обмениваться данными во время исполнения. В рамках архитектуры APECS, разработанной при поддержке Министерства энергетики США (DOE), симулятор Aspen Plus выступает в роли главного "контроллера потока" (Flowsheet Controller).
Механизм работы этой архитектуры представляет собой сложную последовательность передачи данных. Когда алгоритм расчета технологической схемы в Aspen Plus доходит до блока, представляющего гидродинамически сложный реактор или сепаратор, система приостанавливает стандартный расчет по моделям идеального смешения. Вместо этого Aspen Plus через интерфейс CAPE-OPEN передает параметры входящих материальных потоков — температуру, давление, массовые расходы каждого компонента, а также их физико-химические свойства — непосредственно в Ansys Fluent.
Ansys Fluent использует эти данные для строгой инициализации граничных условий (inlet boundary conditions) своей трехмерной расчетной области. Одной из главных проблем CFD является ограниченность моделей свойств материалов. Для устранения этого недостатка используется механизм обратного вызова свойств (property call-backs): на каждом шаге итерации CFD-решатель обращается к термодинамическому ядру Aspen (Property Package) для локального обновления значений плотности, динамической вязкости и теплоемкости сложной неидеальной смеси в зависимости от меняющихся полей давления и температуры внутри аппарата. По завершении сходимости сетки, CFD-модель математически интегрирует поля скоростей, температур и концентраций на выходе из аппарата (outlet boundaries) и возвращает эти усредненные (mass-weighted average) значения обратно в Aspen Plus. После получения ответа Aspen Plus возобновляет расчет остальной части завода, передавая эти данные на следующие аппараты технологической цепи.
Модели пониженного порядка (Reduced Order Models - ROM)
Несмотря на элегантность прямой ко-симуляции (Co-Simulation), ее практическое применение в циклах оптимизации сталкивается с фундаментальной проблемой — колоссальной разницей во времени вычислений. Расчет одного стандартного блока в Aspen Plus занимает доли секунды, тогда как достижение сходимости CFD-модели многофазного реактора может требовать от нескольких часов до нескольких суток вычислений на высокопроизводительных кластерах. Это делает физически невозможным выполнение сотен итераций для сведения рециклов или работы алгоритмов глобальной оптимизации.
Для решения этой вычислительной проблемы в современной системной инженерии применяются модели пониженного порядка (Reduced Order Models, ROM). ROM строится на основе предварительного масштабного параметрического исследования (Design of Experiments) полномасштабной CFD-модели. С использованием методов снижения размерности, таких как метод главных компонент (Principal Component Analysis, PCA), или передовых алгоритмов машинного обучения (искусственные нейронные сети - ANN, методы поверхности отклика, кригинг), создается суррогатная модель, аппроксимирующая поведение CFD-кода.
Математический процесс трансформации заключается в отображении многомерного пространства входов на многомерное пространство выходов. Пусть вектор X представляет входные параметры (температуры, давления, массовые расходы на входе), а вектор Y — выходные параметры и проекции 3D-полей. Полномасштабная CFD-модель представляет собой сложный нелинейный оператор F, такой что Y = F(X). Суррогатная модель F обучается на массиве CFD-данных таким образом, чтобы Эта суррогатная модель инкапсулируется в интерфейс Aspen Plus как пользовательский модуль (например, блок USER3), выполняя расчеты за доли секунды, при этом сохраняя гидродинамическую точность полномасштабной CFD-модели в пределах обученного пространства параметров. Это элегантное решение позволяет применять стандартные алгоритмы последовательного квадратичного программирования (SQP) для оптимизации всего завода с учетом сложнейшей гидродинамики отдельных аппаратов.
Далее будут детально рассмотрены передовые промышленные проекты от ведущих мировых корпораций, где эта синергия программных инструментов позволила устранить серьезные технологические барьеры и достичь выдающихся экономических результатов.
Кейс 1: Синхронная оптимизация установки вакуумной перегонки мазута и эжекторной системы (Сектор нефтепереработки)
Контекст и технологическая проблематика
Установки вакуумной перегонки (Vacuum Distillation Unit - VDU) являются критическим звеном глубокой переработки нефти на любом современном нефтеперерабатывающем заводе (НПЗ). Их главная задача — фракционирование мазута (остатка атмосферной перегонки) на вакуумный газойль (HVGO и LVGO), который служит ценным сырьем для установок каталитического крекинга или гидрокрекинга, и вакуумный остаток (гудрон), используемый для производства битумов или кокса. Для предотвращения термического крекинга (разложения углеводородов) перегонка ведется при глубоком вакууме — остаточном давлении 10-40 мм рт. ст. Создание и стабильное поддержание такого глубокого вакуума обеспечивается сложной многоступенчатой системой пароструйных эжекторов.
На подавляющем большинстве мировых НПЗ (включая объекты, аналогичные историческому НПЗ в Абадане, где активно применяются вакуумные технологии и системы многоступенчатого испарения) вакуумная колонна и система эжекторов моделируются инженерами изолированно друг от друга. Инженеры по разделению используют макроскопические симуляторы (Aspen HYSYS или Aspen Plus) для строгого расчета тарелок колонны, задавая жестко фиксированное, предполагаемое значение давления на верху аппарата. Независимо от этого, инженеры-механики или гидравлики рассчитывают профили эжекторов на номинальные газовые нагрузки. Такая фрагментация приводит к тому, что система в реальности никогда не работает в математическом оптимуме. Изменение профиля температур, состава сырья или расхода циркуляционного орошения (pump-around) в колонне неминуемо меняет массовый расход, состав и молекулярную массу отходящих газов (смеси легких углеводородов, водяного пара и сероводорода). Это радикально сдвигает рабочую характеристику эжектора, изменяя фактически создаваемый им вакуум, что, в свою очередь, обратной связью влияет на профиль парожидкостного равновесия (VLE) во всей колонне.
Архитектура интеграции ПО
Для комплексного решения этой проблемы исследователями была реализована беспрецедентная схема одновременной (simultaneous) ко-симуляции, объединяющая макроскопический расчет разделения и сверхзвуковую газодинамику.
- Роль Aspen HYSYS: Моделирование процесса фракционирования сложной углеводородной смеси. Описание нефтяного сырья задается через кривые истинных температур кипения (TBP) и генерацию псевдокомпонентов. Aspen HYSYS рассчитывает массо- и теплообмен на структурированных насадочных слоях, вычисляя точный массовый расход, температуру и молекулярную массу легких углеводородов и инертных газов, уходящих с верха вакуумной колонны в эжекторную систему.
- Роль Ansys Fluent: Строгое моделирование пароструйного эжектора. В эжекторе рабочий водяной пар подается через сопло Лаваля, достигая сверхзвуковой скорости (часто превышающей 2-3 Маха). Fluent решает полные уравнения Навье-Стокса с учетом сжимаемости газа и турбулентности (применяются модели k−ω SST для корректного описания отрыва пограничного слоя и расположения скачков уплотнения в камере смешения и диффузоре).
- Механизм синхронизации: Данные из Aspen HYSYS (массовый расход парогазовой смеси, состав и термодинамические свойства) передаются как граничные условия на всасывающем патрубке 3D-модели эжектора во Fluent. CFD-модель рассчитывает процесс эжекции, определяет профиль скачка уплотнения и возвращает в HYSYS новое значение достижимого давления всасывания. В HYSYS автоматически пересчитывается профиль парожидкостного равновесия колонны при новом давлении, что меняет количество отходящего газа. Этот итерационный цикл повторяется до достижения полной сходимости по давлению между двумя симуляторами.
Промышленные результаты
Интегрированная макро- и микромасштабная модель позволила выявить неочевидную нелинейную гидродинамическую зависимость: искусственное снижение давления первичного рабочего пара в сопле эжектора (что на первый взгляд кажется контринтуитивным, так как обычно для создания лучшего вакуума пытаются подать больше пара под большим давлением) при определенных условиях смещает конфигурацию скачка уплотнения в диффузоре таким образом, что производительность по всасываемому газу увеличивается, предотвращая запирание (choking) потока.
В результате внедрения оптимизированных параметров на реальном производстве были достигнуты феноменальные показатели:
- Производительность по выработке тяжелого вакуумного газойлю (HVGO) возросла на 38%.
- Выход низкомаржинального вакуумного остатка (гудрона) сократился на 28%, что кардинально повысило общую маржинальность процесса переработки (так как HVGO является ценным сырьем для вторичных процессов, и его стоимость значительно выше гудрона).
- Суммарный годовой экономический эффект от внедрения данного интеграционного решения превысил 140 миллионов долларов США.
Этот кейс блестяще демонстрирует, как сугубо локальные гидродинамические эффекты (скачки уплотнения) внутри вспомогательного газодинамического оборудования (эжектора) фундаментально формируют макроскопический профиль фракционирования в колонне высотой в десятки метров.
Кейс 2: Синтез полиэтилена высокого давления (LDPE) в трубчатых реакторах (Концерн BASF)
Контекст и технологическая проблематика
Процесс получения полиэтилена низкой плотности (Low-Density Polyethylene - LDPE) исторически протекает в гигантских автоклавных или трубчатых реакторах (длиной от 1 до 2 километров) при экстремальных технологических условиях: давлениях от 1500 до 3000 бар и температурах до 300 °C. Процесс инициируется органическими пероксидами или кислородом по механизму свободно-радикальной полимеризации. Реакция полимеризации этилена характеризуется колоссальным экзотермическим эффектом. Основная инженерная проблема заключается в том, что макроскопические модели (предполагающие 1D идеальное поршневое течение), которые являются стандартом для коммерческих химических симуляторов (Aspen Plus), априори предполагают мгновенное и идеальное перемешивание впрыскиваемого инициатора с мономером этилена по всему сечению трубы.
В реальной промышленной практике смешение жестко ограничено микроуровнем турбулентных вихрей (micromixing). В местах инжекции холодного инициатора в горячий сверхкритический этилен возникают локальные зоны с экстремальным избытком свободных радикалов. Из-за конечной скорости диссипации турбулентной кинетической энергии эти радикалы не успевают распределиться по объему. Это приводит к возникновению локальных термических перегревов (hot spots). Эти температурные пики не только критически влияют на молекулярно-массовое распределение, индекс полидисперсности и степень разветвленности полимера (короткоцепочечные и длинноцепочечные разветвления, определяющие конечные физико-механические свойства пластика), но и создают прямую угрозу безопасности. При достижении критической температуры может начаться взрывообразная реакция распада этилена на сажу, водород и метан, что приводит к разрыву реактора.
Архитектура интеграции ПО
Для преодоления этого фундаментального противоречия исследователи из Университета штата Айова (ISU) совместно с инженерами концерна BASF разработали комплексную вычислительную платформу, органично объединяющую строгую химическую макрокинетику с CFD-моделированием микроперемешивания.
- Глобальная макроскопическая модель (аналог 1D-решателя Aspen): Рассчитывает общие балансы массы и энергии по всей колоссальной длине трубчатого реактора. Модель содержит сложнейшую многостадийную кинетическую схему полимеризации, включающую термическое инициирование двумя типами пероксидов, рост полимерной цепи, обрыв цепи (в частности, механизмом диспропорционирования) и реакции передачи цепи (на мономер, полимер и модификаторы). Для снижения жесткости системы дифференциальных уравнений применялся принцип квазистационарности (Quasi-Steady-State-Approximation - QSSA) для активных радикалов.
- Роль Ansys Fluent (CFD): Выполнял моделирование исключительно локальных критических зон впрыска инициатора в полном 3D-пространстве. Для математического описания нелинейного взаимодействия сложной химии с турбулентностью (turbulence-chemistry interaction) применялся передовой метод функции плотности вероятности (PDF – Probability Density Function) совместно с многосредовой моделью микроперемешивания (multi-environment CFD micromixing model). Этот подход позволяет отслеживать, как реагирующие вещества смешиваются на уровне вихрей Колмогорова.
- Алгоритм ISAT: Поскольку интеграция детальной радикальной кинетики (включающей десятки элементарных стадий) в каждой из миллионов ячеек CFD-сетки на каждом шаге по времени требует абсолютно нереалистичных вычислительных ресурсов, исследователи применили инновационный алгоритм адаптивной табуляции in-situ (In-Situ Adaptive Tabulation - ISAT). ISAT интегрирует жесткие системы дифференциальных уравнений химической кинетики и сохраняет результаты в многомерное бинарное дерево памяти (hash table) непосредственно во время CFD-расчета. При попадании термодинамического вектора ячейки (температура, концентрации) в пределы заданной погрешности от уже изученной области, CFD-код просто интерполирует готовое значение скорости реакции, избегая прямого интегрирования ODE. Это техническое решение ускорило расчеты турбулентного реагирующего потока в сотни раз.
Промышленные результаты
Комплексная гибридная модель была строго валидирована на массиве экспериментальных данных, полученных с реальной промышленной установки BASF. Профили концентраций непрореагировавшего мономера и детального распределения температур по оси реактора совпали с показаниями промышленных датчиков.
Моделирование наглядно и математически неопровержимо продемонстрировало, что профили горячих точек (hot spots) напрямую зависят от гидродинамики смешения в первые миллисекунды после впрыска. Благодаря точному определению толщины пограничных слоев и структуры турбулентных следов за инжекторами, инженеры BASF получили возможность оптимизировать геометрические параметры форсунок подачи инициатора, их углы установки и режим внешнего водяного охлаждения реактора. Это привело к беспрецедентной стабилизации реакционного фронта, минимизации риска теплового разгона (runaway reaction) и дало технологам инструмент для прецизионной настройки архитектуры полимерной цепи под синтез узкоспециализированных марок пластмасс с требуемым соотношением SCB/LCB (коротких и длинных разветвлений).
Кейс 3: Реактивная ректификация при производстве метилацетата (Eastman Chemical Company)
Контекст и технологическая проблематика
Традиционный процесс промышленного получения метилацетата (посредством обратимой реакции этерификации метанола уксусной кислотой) требует чрезвычайно сложной технологической схемы. Из-за фундаментальных ограничений химического термодинамического равновесия и образования серии сложных азеотропных смесей (в частности, бинарных и тройных азеотропов метанол-метилацетат и вода-метилацетат), классическая схема состояла из каскада реакторов с мешалками, нескольких дистилляционных колонн, декантаторов и секций экстрактивной дистилляции. Корпорация Eastman Chemical совершила подлинную революцию в химической инженерии, объединив все эти разрозненные аппараты в одну единственную колонну реактивной ректификации (Reactive Distillation - RD).
В такой гибридной колонне химическая реакция этерификации протекает на твердом гетерогенном катализаторе (например, сильнокислотной ионообменной смоле Amberlyst 15), который конструктивно упакован внутри специализированной гофрированной структурированной насадки (такой как Katapak-SP 12 или Sulzer BX). Процесс реакции происходит одновременно с фазовым разделением продуктов. Целевой продукт — метилацетат — являясь наиболее летучим компонентом, непрерывно удаляется с верха колонны в паровую фазу, в то время как вода опускается в куб. Этот механизм непрерывного отвода продуктов сдвигает химическое равновесие вправо (согласно принципу Ле Шателье), обеспечивая практически 100% конверсию реагентов без использования их избытка.
Однако аппарат такого типа характеризуется колоссальной нелинейностью и сложностью масштабирования. Коммерческие процессные симуляторы (использующие уравнения MESH) концептуально предполагают идеальное, равномерное распределение жидкости и пара по площади тарелок или слоев насадки. В реальности, присутствие громоздких проницаемых каталитических блоков сложной геометрии вызывает сильное обратное перемешивание (back-mixing), каналирование жидкости (channeling) вдоль стенок и формирование хаотичных нестационарных потоков.
Архитектура интеграции ПО
Для успешного и безопасного масштабирования (scale-up) этого процесса применялся строгий мультимасштабный подход с использованием интеграции макромоделирования в Aspen Plus и гидродинамического анализа в CFD.
- Роль Aspen Plus: Моделирование колонны целиком с использованием строгого расчетного блока RadFrac. Aspen Plus рассчитывает сложную термодинамику многокомпонентной системы. Для учета сильной неидеальности жидкой фазы применяются модели локального состава (например, уравнения активности NRTL или UNIQUAC). Симулятор рассчитывает глобальные материальные балансы, теплоты испарения и выделения реакции на каждой теоретической или реальной стадии колонны.
- Роль Ansys Fluent (CFD): Моделирование течения на репрезентативных стадиях (например, на критической 25-й реакционной тарелке или слое структурированной насадки). Поскольку моделирование всей колонны в 3D невозможно, применялась концепция Representative Elementary Unit (REU) — расчет минимального повторяющегося элемента насадки или тарелки. Fluent решал уравнения Эйлера-Эйлера для двухфазного течения "газ-жидкость" (Eulerian-Eulerian multiphase model) с учетом сил межфазного аэродинамического сопротивления (drag forces), поверхностного натяжения, турбулентности жидкой пленки и массопереноса на границе раздела фаз.
- Механизм интеграции: CFD-анализ многофазного потока неопровержимо выявил наличие нескольких крупных рециркуляционных вихревых структур на тарелке и внутри каналов насадки. Жидкость двигалась не в идеальном поршневом режиме, как предполагает модель Aspen, а застаивалась в мертвых зонах, где катализатор был неэффективен, или байпасировала (проходила сквозь) реакционную зону без достаточного времени контакта. Полученные из CFD данные о реальном распределении времени пребывания (RTD) жидкой фазы и локальной задержке жидкости (liquid holdup) конвертировались в скорректированные коэффициенты эффективности тарелок по Мёрфри (Murphree efficiency) или в каскад моделей неидеальных CSTR (реакторов смешения с байпасами), которые затем загружались обратно в Aspen Plus для корректировки идеальной равновесной стадии.
Промышленные результаты
Изолированное использование Aspen Plus приводило к существенной переоценке производительности и селективности колонны. Совместное многомасштабное моделирование позволило инженерам правильно спроектировать конструкцию распределителей жидкости (liquid distributors) и гасителей потока (flow straighteners) внутри реакционной зоны, что необходимо для устранения байпасирования и обеспечения равномерного смачивания катализатора.
Успешное промышленное внедрение реактивной дистилляции метилацетата компанией Eastman Chemical сегодня считается в инженерном мире классическим, хрестоматийным "эталоном" интенсификации химических процессов (Process Intensification). Результатом стал ошеломляющий экономический эффект: сложная производственная схема из 11 аппаратов была физически заменена одной гибридной колонной. Это привело к колоссальному снижению капитальных затрат (CAPEX) в 5 раз и радикальному снижению энергопотребления (OPEX) также в 5 раз. Гибридное моделирование доказало, что успешное проектирование столь высокоинтегрированных систем невозможно без детального математического описания гидродинамики многофазных течений.
Кейс 4: Ко-симуляция оборудования газификации и энергогенерации с нулевыми выбросами (ALSTOM Power и DOE NETL)
Контекст и технологическая проблематика
В рамках перехода к экологически чистой энергетике Департамент энергетики США (DOE) через Национальную лабораторию энергетических технологий (NETL) и корпорация ALSTOM Power инициировали масштабную разработку угольных электростанций нового поколения. Эти разработки велись в рамках инициативы Vision-21 и концепции FutureGen, базирующихся на процессах IGCC (Integrated Gasification Combined Cycle — комбинированный цикл с внутрицикловой газификацией угля). Процесс представляет собой сложнейшую последовательность: газификация угля с получением синтез-газа (H2 + CO), глубокая очистка газа от серы, сжигание синтез-газа в высокотемпературной газовой турбине, утилизация тепла в паровом цикле и улавливание CO2 для захоронения.
Для глобальной оптимизации коэффициента полезного действия (КПД) всей электростанции инженерам необходимо непрерывно варьировать множество параметров: степень рециркуляции отходящих газов, пароуглеродные соотношения, температуру входа в турбину и коэффициенты избытка воздуха. Однако ключевые и самые дорогие аппараты комплекса — поточный газификатор угля (entrained-flow coal gasifier) и камера сгорания газовой турбины — критически зависят от чрезвычайно сложной локальной гидродинамики, теплообмена излучением и многофазного реагирующего течения (горение твердых мелкодисперсных частиц угля в турбулентном газовом потоке). Простые нуль-мерные термодинамические модели реакторов в Aspen Plus, опирающиеся на минимизацию энергии Гиббса, физически не способны предсказать локальное плавление угольной золы на огнеупорных стенках газификатора, пространственную геометрию факела, акустическую нестабильность пламени или точную эмиссию оксидов азота (NOx) в турбине, так как механизмы их образования кинетически связаны с локальными градиентами температур.
Архитектура интеграции ПО
Именно в этом амбициозном проекте была в полной мере, на промышленном уровне реализована программная среда Advanced Process Engineering Co-Simulator (APECS).
- Роль Aspen Plus: Выполняет непрерывную симуляцию всего сложного энергетического цикла электростанции (пароводяной цикл Ренкина, системы очистки синтез-газа аминовыми растворителями, компрессоры, турбины Брайтона, установки разделения воздуха) и действует как ведущий контроллер процедуры ко-симуляции (Co-simulation controller).
- Роль Ansys Fluent (CFD): Осуществляет прямое 3D-моделирование поточного газификатора с использованием Лагранжева трекинга дискретных частиц (Discrete Phase Model — DPM) для трассировки траекторий угольной пыли, учета процессов сушки, выхода летучих, гетерогенного горения углеродного остатка и сопряженного радиационного теплообмена. Отдельная высокоточная CFD-модель использовалась для камеры сгорания турбины.
- Синхронизация с использованием ROM: В рамках глобальной технологической схемы Aspen контролирует мощные материальные и тепловые recycle-потоки. Чтобы сбалансировать цикл, Aspen должен рассчитать аппараты десятки или сотни раз. Использование полномасштабных CFD-моделей в этом итерационном цикле (занимающих до 25 часов вычислений каждая на один шаг ) физически парализовало бы процесс проектирования. Для обхода этого ограничения были разработаны специализированные модели пониженного порядка на основе метода главных компонент (PCA-ROM). Векторы параметров пространственного поля разбивались на главные компоненты (Principal Components), и суррогатная модель обучалась выдавать корректные 3D температурные поля и точные выходы состава синтез-газа всего за 1 секунду по прямому запросу от контроллера Aspen. Aspen Plus подавал в систему спецификации на проектирование (Design Spec) — например, задачу поддержания заданной температуры на входе в турбину, манипулируя при этом распределением потоков синтез-газа между производством электроэнергии и генерацией водорода.
Промышленные результаты
Консорциум во главе с ALSTOM Power успешно применил данный гибридный инструмент APECS для сквозного проектирования традиционной 30 МВт угольной станции (Demonstration Case 1) и 270 МВт парогазовой установки комбинированного цикла (Demonstration Case 2).
Механизм синхронизации позволил инженерам "видеть" 3D термодинамический профиль непосредственно внутри газификатора, динамически изменяя общую макроскопическую схему рециклов станции в интерфейсе Aspen Plus. В результате серии расчетов были найдены оптимальные режимы пространственного смешения воздуха, пара и твердого топлива, гарантирующие стабильность гетерогенного горения, максимальную полноту газификации угля и резкое снижение выбросов оксидов азота (NOx), соблюдая при этом строгие металлургические ограничения на максимальную температуру лопаток турбин. Проект FutureGen триумфально доказал применимость программной парадигмы CAPE-OPEN к крупномасштабным энергетическим комплексам национального значения, значительно снизив риски и стоимость масштабирования оборудования.
Кейс 5: Прогнозирование и смягчение полимерного обрастания в колоннах дебутанизаторах (Dow Chemical)
Контекст и технологическая проблематика
В нефтехимической индустрии производство этилена на установках парового пиролиза (steam crackers) сопровождается выделением тяжелых фракций, в том числе ценных C4-углеводородов (бутены, бутадиены). Разделение этих фракций происходит в гигантских дистилляционных колоннах — дебутанизаторах. Ключевой проблемой, угрожающей непрерывной работе колонны и снижающей ее эффективность, является интенсивное полимерное обрастание (polymer fouling) контактных внутренних устройств (клапанных тарелок, переливов, трубных пучков ребойлеров).
Бутадиен — молекула с двумя двойными связями. Находясь в жидкой фазе при повышенных температурах в кубовой части колонны, он крайне склонен к термической олигомеризации (формированию циклических димеров по механизму реакции Дильса-Альдера) и последующей неконтролируемой свободно-радикальной кросс-полимеризации. Образующиеся в результате этих реакций тяжелые, густые и вязкие полимеры (часто называемые "popcorn polymer") постепенно забивают отверстия перфорации тарелок и уменьшают проходное сечение сливных карманов. Это неминуемо приводит к преждевременному захлебыванию колонны (flooding), экспоненциальному увеличению перепада давления (pressure drop) и, в конечном итоге, к внеплановым многомиллионным простоям нефтехимического комплекса для механической или химической очистки аппарата. Стандартные термодинамические симуляции в Aspen HYSYS физически не способны предсказать локации этого обрастания, так как HYSYS оперирует идеализированными концепциями равновесных стадий и "не видит" сложной 3D-геометрии тарелки и локальных областей "застоя" (stagnation) стекающей жидкости.
Архитектура интеграции ПО
Для устранения этой "слепой зоны" в понимании процесса инженеры Dow Chemical внедрили глубоко интегрированный мультифизичный подход для точной пространственной локализации зон зарождения фоулинга.
- Роль Aspen HYSYS: Моделирование глобального процесса ректификации углеводородной фракции C4 в масштабе всего аппарата. HYSYS рассчитывал точные макроскопические профили давления, температуры и плотности фаз по высоте колонны. Важнейшей задачей был расчет парожидкостного равновесия (VLE) и точной концентрации активных диенов на каждой тарелке с использованием предиктивного уравнения состояния Пенга-Робинсона (Peng-Robinson EOS), настроенного на коэффициенты бинарного взаимодействия (BIP) для систем C4.
- Роль Ansys Fluent (CFD): Выполнялось прецизионное гидродинамическое моделирование жидкой пленки, барботажа газа и гидродинамики течения флегмы непосредственно на конструкции тарелок и в сливных карманах (downcomers).
- Механика синхронизации (Детальный анализ кинетики обрастания): Макроскопические концентрационные и температурные данные из Aspen HYSYS экспортировались во Fluent в качестве фиксированных фоновых условий (background scalar fields). Внутри интерфейса Fluent была написана сложная пользовательская субпрограмма (User-Defined Function - UDF), математически описывающая кинетику полимеризации диенов и феноменологическую модель адгезии (прилипания) формирующейся полимерной пленки на металлических стенках оборудования. CFD-коду ставилась задача определить зоны с аномально высоким временем пребывания жидкости (stagnation zones) — например, в острых углах или в "тенях" около переливных порогов. В этих микролокациях гидродинамическая скорость падает почти до нуля, кинетическая энергия потока минимальна, что создает идеальные термодинамические и кинетические условия для беспрепятственного роста цепи полимера.
Промышленные результаты
Используя эту интегрированную гибридную модель (debutanizer fouling model), технологи и исследователи Dow Chemical получили уникальную возможность виртуально визуализировать зоны образования полимерной пленки до того, как они приведут к аварии на реальном заводе. Было фундаментально установлено, что обрастание носит ярко выраженный нелинейный характер и критически зависит не только от локальной температуры, рассчитанной в HYSYS, но и от напряжения сдвига на стенке (wall shear stress), которое может быть рассчитано исключительно в CFD-среде (Fluent). Слишком низкое напряжение сдвига не способно сорвать нарастающую полимерную пленку.
Опираясь на результаты строгой ко-симуляции, инженерами были внесены прецизионные корректировки в конструкцию металлических внутренних элементов дебутанизатора: выполнено скругление острых углов тарелок, изменена геометрия сливных стаканов для обеспечения турбулизации потока и устранения гидродинамических "мертвых зон". Более того, симуляция позволила оптимизировать схему дозирования химических реагентов: дорогостоящие ингибиторы полимеризации стали вводиться целенаправленно и локально именно на те тарелки и в те зоны, где гибридная система HYSYS и Fluent прогнозировала наибольшую вероятность инициации обрастания. Это элегантное инженерное решение позволило резко увеличить межремонтный пробег колонны, сэкономить реагенты и кардинально повысить безопасность эксплуатации этиленового комплекса.
Заключение: Концептуальные выводы и перспективы развития
Детальный анализ передового промышленного опыта компаний-лидеров химического и энергетического сектора (BASF, Eastman Chemical, ALSTOM Power, Dow Chemical и комплексов нефтепереработки) позволяет сделать несколько фундаментальных выводов о текущем состоянии и будущем цифрового проектирования и системной инженерии:
- Переход от изолированных вычислений к синергии вычислительных сред: Коммерческий процессный симулятор (Aspen Plus или Aspen HYSYS) и CFD-код (Ansys Fluent) больше не рассматриваются технологическим сообществом как конкуренты или независимые инструменты. Благодаря стандартам CAPE-OPEN и архитектуре APECS, они глубоко интегрируются в единый двунаправленный информационный конвейер. Строгие термодинамические пакеты макросимулятора обеспечивают точные физико-химические граничные условия для CFD, а 3D гидродинамическая картина, полученная в CFD, корректирует макроскопические профили (эффективности тарелок, параметры смешения) в симуляторе.
- Окончательная ликвидация "слепых зон" в проектировании оборудования: Использование строгих интегрированных подходов кардинально решает классические проблемы инженерного масштабирования (scale-up). Явления, доминирующие в лабораторных и пилотных установках (например, микроперемешивание, теплопередача в тонких пограничных слоях), абсолютно нелинейно изменяются при переходе к гигантским промышленным реакторам. Алгоритмическая интеграция CFD и Aspen позволяет инженерам "видеть" невидимое: образование локальных горячих точек (как в реакторе LDPE от BASF ), формирование мертвых зон полимерного обрастания (дебутанизатор Dow ), вихревые байпасы и каналирование потоков на структурированных насадках (реактивная ректификация Eastman ), а также нестабильность пламени (газификатор ALSTOM ).
- Развитие математического аппарата (ROM и алгоритмы машинного обучения): Прямая, "лобовая" ко-симуляция сталкивается с непреодолимым аппаратным барьером вычислительной сложности при решении задач динамической оптимизации. Абсолютный тренд сегодняшнего дня — это использование методов искусственного интеллекта и нейросетей для математической компрессии "тяжелых" CFD-расчетов в быстродействующие параметрические суррогатные модели пониженного порядка (Reduced Order Models - ROM). Как триумфально продемонстрировано в рамках проекта DOE APECS, внедрение PCA-ROM в интерфейс Aspen Plus открывает прямую дорогу для динамической глобальной многокритериальной оптимизации гигантских предприятий в режиме реального времени.
Синхронизация фундаментальных методов вычислительной гидродинамики (CFD) с макроскопическими процессными симуляторами заложила прочный, математически строгий фундамент для создания полноценных цифровых двойников (Digital Twins) промышленных химических предприятий. Внедрение таких сверхсложных многомасштабных виртуальных сред не только радикально снижает капитальные (CAPEX) и операционные затраты (OPEX) за счет виртуального прототипирования, но и выступает сегодня главным интеллектуальным катализатором интенсификации химических процессов (Process Intensification) и глобального перехода к экологически устойчивым, безотходным и высокоэффективным технологиям будущего.