- Применение: Шлифовка направляющих (Guide Rail Grinding)
- Материал детали: Закаленная сталь / Чугун
- Тип абразива: SG / SA / CBN (Эльбор)
- Шероховатость: Ra 0.2–0.05 мкм
- Скорость: 50–60 м/с
- Профиль: Прямой / V-образный / На заказ
- OEM производство
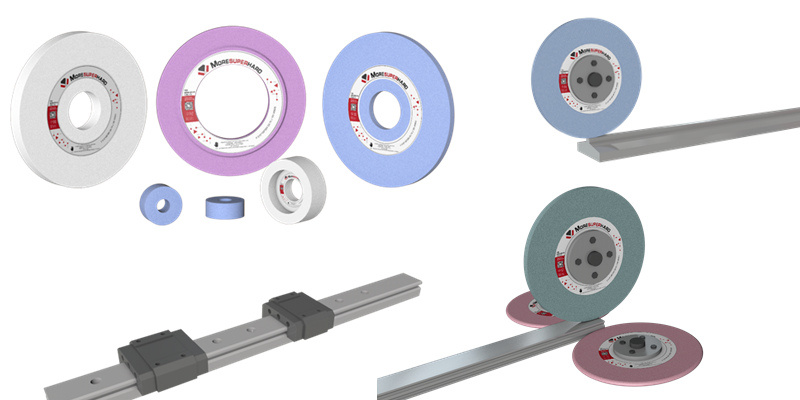
Шлифовальные круги для направляющих | Без прижогов, держат профиль
Плохо отшлифовали направляющую — ждите проблем на сборке. Каретка клинит. Прямолинейность ушла. Появился посторонний шум. Часто дело вообще не в станке. Вы просто ошиблись с кругом.
Круги для направляющих Moresuperhard созданы для одной задачи — точной шлифовки:Закаленных направляющих, Чугунных станин, Линейных рельсов (Linear guides), V-образных профилей и ласточкина хвоста. Они режут мягко. Не жгут металл. Долго держат форму. Идеальны для работы в три смены.
Почему при шлифовке направляющих так сложно добиться идеальной точности?
Шлифовка направляющих — это не обычная плоская шлифовка. Здесь всё сложнее. Вот главные проблемы:
1. Рельс слишком длинный. Самый страшный враг длинной направляющей — накопленная погрешность. В начале рельса размер в нуле. В конце — уплыл. Итог: прямолинейность не в допуске.
2. Прижоги детали. Особенно на закаленной стали. Чуть перегрели — металл посинел. Микротрещины. Ресурс каретки падает в разы. Приходится браковать деталь.
3. Круг теряет форму (осыпается). Обычный круг быстро "садится". V-образный угол заваливается. Плоскость проседает. Края скругляются. Геометрия рельса сразу уходит.
4. Дробление и волна (вибрация). Направляющая не прощает волнистости. Если на рельсе рябь — станок будет шуметь. Плавности хода не будет. Причина? Часто это просто неравномерная структура самого круга.
Как выбрать абразив для шлифовки направляющих?
- Круги SG (Керамический корунд): Очень острые. Холодные. Идеальны для скоростной шлифовки с большим съемом.
- Круги SA (Монокристаллический корунд): Для финишных операций. Дают идеальную зеркальную поверхность (низкий Ra).
- Круги CBN (Эльбор): Для самых твердых сплавов. Колоссальный ресурс. Держат размер в условиях массового серийного производства.
Решения для правки кругов
Шлифовка направляющих требует идеального контура. Поэтому важно правильно править круг. Мы предлагаем готовые решения для правки:
- Фасонные алмазные ролики (Diamond Dressing Rollers): Рекомендуем использовать профильные ролики для правки прямо на станке. Они перекрывают абсолютное большинство пазов и V-образных профилей направляющих.
Для каких направляющих подходят наши круги
Закаленные направляющие (Hardened Steel Rails)
Чугунные направляющие станин
Линейные направляющие (Linear Guides)
V-образные и спецпрофили
Типоразмеры шлифовальных кругов для направляющих
Размер (D×T×H, мм)Абразив / ЗерноРабочая скорость450 × 19 × 12730A60/80J50 м/с450 × 28 × 12730A60/80J50 м/с450 × 42× 12730A60/80J50 м/с500 × 19 × 20330A60/80J50 м/с500 × 28 × 20330A60/80J50 м/с500 × 42 × 20330A60/80J50 м/с610 × 16 × 25430A60/80J50 м/с610 × 19 × 25430A60/80J50 м/с610 × 24 × 30530A60/80J50 м/с610 × 42 × 30530A60/80J50 м/с
Размер (D×T×H, мм)Абразив / ЗерноРабочая скоростьP18 × 13 × 5.95TG80JV60 м/сPDA25 × 15.5 × 5.95TG80JV60 м/сPDA 30 × 20 × 5.95TG80JV60 м/сPDA 33 × 24 × 5.95TG80JV60 м/сPDA 43 × 20 × 7.95TG80JV60 м/сPDA 49 × 30 × 7.95TG80JV60 м/с
*Нужен другой размер? Мы делаем круги по вашим чертежам. Любой профиль.
Результаты шлифовки направляющих в цифрах
Завод по производству прецизионных линейных направляющих. Уменьшить время простоя станка из-за частой правки круга и стабилизировать геометрию.
Результат после перехода на круги Moresuperhard:
- Частота правки круга снизилась на 30%.
- Погрешность прямолинейности направляющей стабильно держится в пределах 0.005 мм.
- Какой круг лучше для закаленных направляющих?
Лучше всего работают круги из CBN (эльбор) или SG (керамика). Они выделяют меньше тепла и дольше сохраняют геометрию профиля.
- Почему при шлифовке рельса появляются прижоги?
Причин несколько: выбран слишком твердый круг, плохая правка (тупое зерно), слишком большая подача или нехватка СОЖ в зоне резания.
- Как убрать волну (дробление) на направляющей?
Используйте самозатачивающиеся круги (SG). Проверьте балансировку круга. Снизьте вибрацию станка и проверьте подачу охлаждающей жидкости.