«Я хотел оставить о себе память на заводе. Когда-нибудь эти 5-координатные понадобятся и обо мне вспомнят...»
Однажды я услышал такой ответ главного технолога одного из российских заводов, которого я спросил, зачем он купил два пятикоординатных обрабатывающих центра общей стоимостью под 110 миллионов рублей. На заводе при этом делали корпусные детали из конструкционной стали, преимущественно прямоугольной геометрии, с допусками IT10. А ведь для такой номенклатуры с запасом хватило бы трехосевого (с опцией 4 оси) вертикально-фрезерного ОЦ за 18 миллионов.
Память о технологе на заводе действительно осталась. Только не та, на которую он рассчитывал.
Почему 5-осевой станок стал статусной игрушкой
В российском машиностроении сложился любопытный нюанс. 5-координатник воспринимается как маркер «современного производства». Типа часов Ролекс на руке у директора. Поставил такой станок в цех и можно водить делегации, журналистов, инвесторов. Фотографии с пятиосевой обработкой моноколеса смотрятся куда эффектнее, чем фрезерование плиты на вертикально-фрезерном.
Эту психологию отлично понимают поставщики. И продают.
Я часто видел, как 5-координатные станки продают предприятиям, которые делают простую корпусную оснастку (обработка с 1 стороны), где пятая ось не нужна была в принципе (не «не очень нужна», не «можно обойтись», а просто не нужна).
Что такое реальная задача под 5 осей
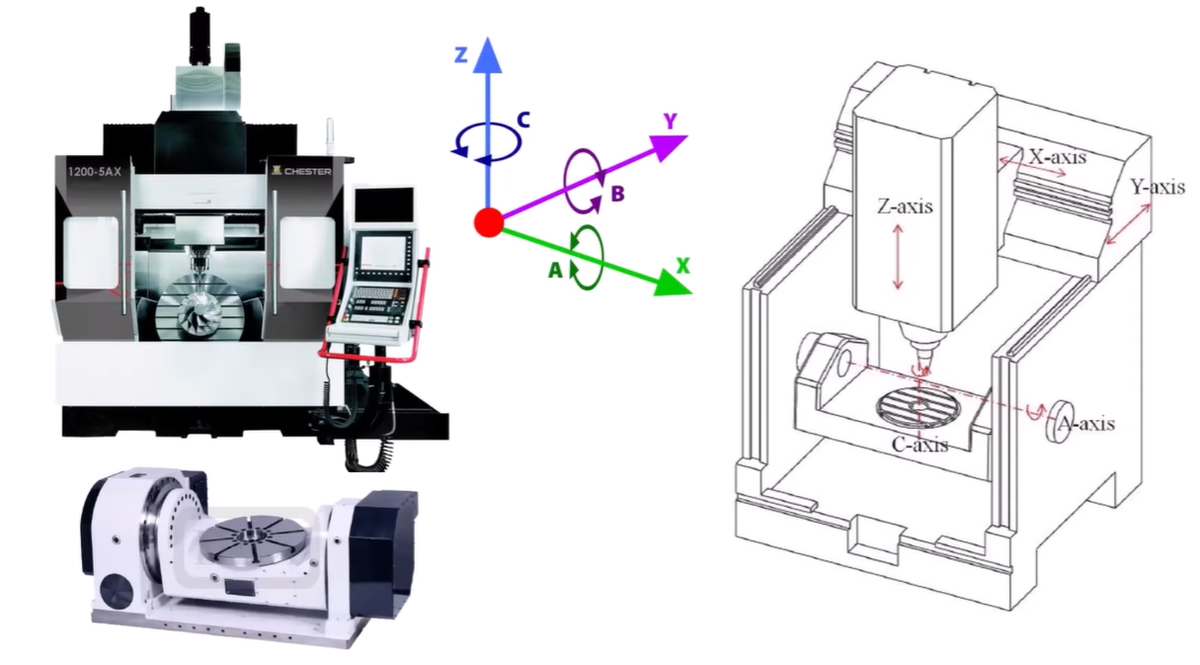
Кстати - не так давно писали про отличия 5 осевого станка от 3+2 - почитайте как будет время.
Чтобы пятикоординатник (пятиосевой фрезерный станок) не превратился в дорогостоящий памятник, у предприятия должна быть конкретная номенклатура изделий со следующими признаками:
1. Сложная пространственная геометрия. Поверхности двойной кривизны (криволинейная поверхность), где невозможно обеспечить нормаль инструмента к поверхности тремя осями. Это лопатки и моноколеса турбин, импеллеры центробежных компрессоров, шнеки экструдеров сложного профиля, штамповая оснастка с глубокими карманами под отрицательными углами.
2. Высокие требования к шероховатости криволинейных поверхностей. Ra 0.4-0.8 без последующей ручной доводки. На трех осях ту же поверхность вы получите с Ra 1.6 и потом придется дорабатывать.
3. Невозможность многократной переустановки. Деталь сложной формы, которую нельзя нормально базировать дважды без потери точности взаимного расположения поверхностей. Корпуса агрегатов с точными отверстиями под разными углами относительно друг друга.
4. Требование сокращения цикла. Там, где обработка с одной установки на пятиосевке занимает 45 минут, а на двух трехосевых станках с переустановкой - 2,5 часа плюс необходимость в приспособлениях.
Если три из четырех признаков на ваших деталях не сходятся, то пятая ось вам НЕ нужна.
Сколько на самом деле стоит лишняя ось (пятая)
Разница в цене между качественным 3-осевым обрабатывающим центром и 5-осевым той же размерной группы - от 2 до 5 раз. Конкретно:
- Хороший 3-осевой вертикальный фрезерный ОЦ с ЧПУ (850 модель) с автоматической сменой инструмента, шпинделем 12000-15000 об/мин, базовыми опциями: 12-15 миллионов рублей
- 5-осевой обрабатывающий центр сопоставимого рабочего поля с поворотным столом: 50-90 миллионов рублей
Это только цена железа. К ней нужно прибавить:
- Постпроцессор для 5-координатной обработки под вашу CAM-систему: от 400 тысяч до 1,5 миллионов рублей за один (+поддержка и доработки при обновлении версии CAM)
- Симуляция управляющих программ на верификаторе типа Vericut (хорошо бы иметь для 5 осей, иначе первое же столкновение оси B со столом обойдётся в 3-5 миллионов ремонта).
- Обучение технолога-программиста под 5 осей – месяцев 5 плавного входа. Готовые кадры на рынке очень дорогие или их нет, переучивать долго
Полная стоимость владения 5-осевым фрезерным центром на горизонте 3 лет на 20-35% выше базовой цены контракта. Для трехосевого - на 8-12%.
Что происходит с ненужной пятой осью на заводе
Сценарий после поставки на заводах – повторяется и я его часто встречал.
- Месяц 1-3 после поставки. Пусконаладка прошла, станок гоняли на тестовых программах от поставщика (пятиосевых). Все довольны.
- Месяц 4-8. Технологи пишут программы под реальные детали. Выясняется, что под текущую номенклатуру 5 осей не востребованы. Программы пишут под три оси, поворотный стол стоит в нулевой позиции (в лучше случае – это режим работы 3+2 – повернул-обработал, повернул-обработал).
- Месяц 9-15. Станок работает в режиме обычного 3-осевого вертикально-фрезерного. Загрузка 35-50%. Поворотный стол включался дважды за полгода для одной экспериментальной детали.
- Месяц 16-24. Появляется привычка. На совещаниях говорят: «У нас же есть 5-координатник, давайте загрузим». Начинают переводить на него обычные трёхосевые работы… лишь бы железо не простаивало. А при этом ресурс станка, а главное - шпинделя расходуется…
- Год 3. Точность пятой оси постепенно деградирует, а её всё равно никто не использует, поэтому никто особо и не замечает. А когда она потребуется – то сразу надо заниматься восстановлением точности оборудования для работы в 5 осях (как минимум с использованием BallBar от Renishaw).
Когда покупка 5 осей оправдана
Чтобы не было ощущения, что я призываю никогда не брать пятикоординатные станки - я оговорюсь. Они нужны и работают там, где задача под них реальная.
Признаки правильной покупки:
- Минимум 50% планового времени работы станка приходится на детали, которые технологически невозможно или экономически невыгодно делать на трех или четырех осях (с переустановкой)
- На предприятии уже есть технолог-программист с опытом 5-осевой обработки или твердое решение нанять технолога с зарплатной вилкой 220-400 тысяч в месяц на руки
- В CAM-системе есть соответствующий модуль (NX, HyperMILL, Esprit и т.д.)
- Проведено технико-экономическое сравнение с альтернативой «два 3-осевых станка с делительной головкой» и пятиосевой станок действительно выиграл по совокупным затратам и сроку окупаемости
Если все четыре пункта закрыты, то берите пятикоординатник и он СКОРЕЕ ВСЕГО окупится. Если хотя бы один не закрыт, то у вас есть риски получения экономических сложностей.
Главный вопрос перед закупкой
Когда главный технолог/инженер или директор по производству приносит вам коммерческое предложение на 5-осевой обрабатывающий центр, то задайте ему один простой и одновременно важный вопрос:
“Покажи список из 10 конкретных деталей нашей номенклатуры, которые на 3 осях технологически нельзя сделать с приемлемым качеством и за приемлемое время.”
Если внятного списка нет или если в списке три детали из 200, то подумайте о закупке еще раз. Если список реальный, обоснованный и составляет основу будущей загрузки станка, тогда разговор предметный.
В девяти случаях из десяти такого списка не оказывается. Просто потому, что никто его никогда не составлял.
Что предлагает СТАНКОВЕД
Когда речь идёт о покупке оборудования стоимостью от 50 миллионов рублей - цена ошибки сопоставима с годовой прибылью среднего цеха. Решение принимать на основе симпатий главного технолога к красивому железу или поставщику - слишком дорого.
СТАНКОВЕД проводит независимый технико-экономический анализ номенклатуры под закупку оборудования с ЧПУ. Мы говорим прямо: вам нужен 5-осевой центр или достаточно двух трехосевых (или, например, один 3 оси и один 4 оси). Без оглядки на маржу поставщика - потому что мы её не получаем.
Пишите нам на почту или в Telegram и обязательно приходите на сайт!