Мы постепенно переносим технологические операции по производству компонентов для собственных роботов, роботизированных комплексов и серийно выпускаемых аддитивных установок для печати песчано-полимерных форм на собственное производство.
Изготовление отвода для модуля подготовки песка промышленного 3D-принтера – узла, который должен обеспечивать герметичность и механическую прочность при работе с абразивной смесью под давлением, требует особого внимания к качеству сварных швов.

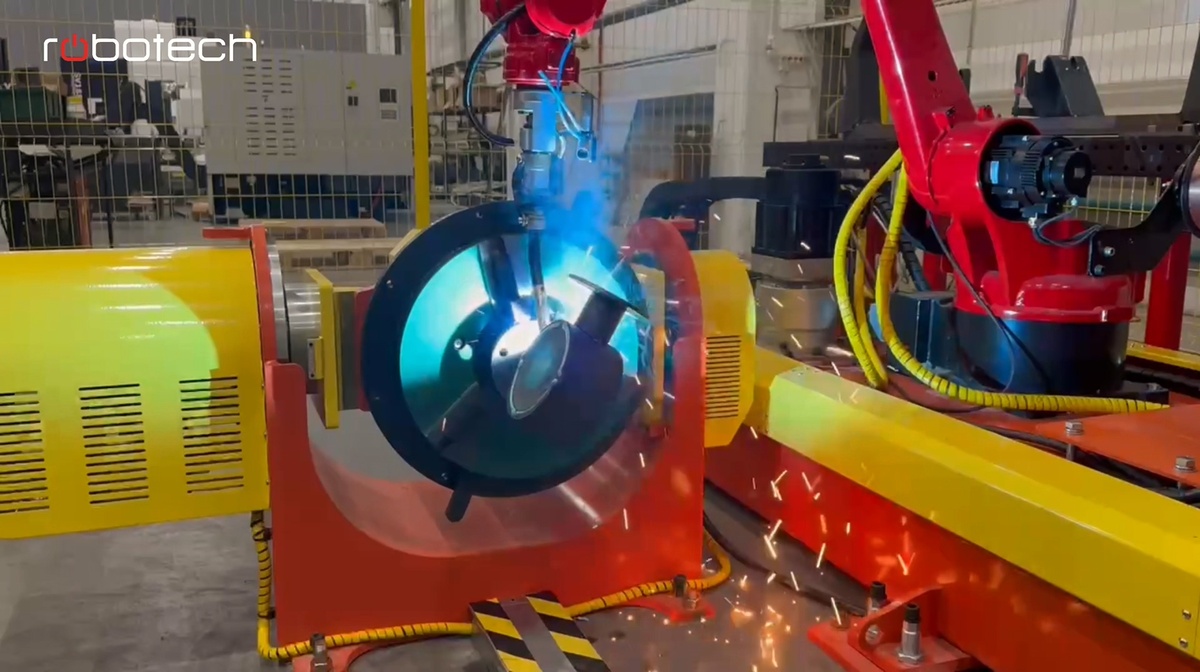
«Мы решили не отдавать эту задачу на субподряд, а использовать собственные компетенции в роботизированной сварке, – комментирует руководитель отдела роботизации сварочных процессов ГК «Роботех» Алексей Котельников. – Тем более что на нашей площадке уже была развёрнута ячейка с 6-осевым роботом, двухосевым поворотно-наклонным столом и синергетическим источником питания для дуговой (MIG/MAG) сварки. Оставалось только настроить технологию под конкретную деталь».
Технические сложности
Свариваемый материал – углеродистая конструкционная сталь. Швы расположены в разных пространственных положениях. Самым трудным участком оказался стык приварки фланца к трубе – доступ к зоне сварки был ограничен, а геометрия требовала ведения шва по сложной траектории.
«Вручную такой шов варится долго, и далеко не каждый сварщик возьмётся, – поясняет Алексей Котельников. – А робот при правильной настройке справляется стабильно, без перерывов и с предсказуемым качеством».
Состав комплекса
- Промышленный 6-осевой робот (повторяемость позиционирования ±0,05 мм) – обеспечивает точность и гибкость.
- Двухосевой позиционер - обеспечивает выполнение сварных швов в нижнем положении, что гарантирует качественное формирование сварного соединения.
- Источник MIG-сварки с синергетическим управлением – автоматически подбирает параметры (ток, напряжение, скорость подачи проволоки) под заданный тип шва.
- Программное обеспечение Robotech Motion Control System (RMCS) – собственное ПО компании, включённое в реестр отечественного ПО Минцифры. RMCS синхронизирует движение робота, вращение позиционера и режимы сварки, а также позволяет вести офлайн-программирование сложных траекторий.
После отработки режимов на тестовых образцах перешли к сварке реальных отводов.
Роботизированная ячейка показала:
- Стабильное качество шва во всех пространственных положениях, включая труднодоступный стык фланца.
- Снижение времени цикла на 35% по сравнению с ручной сваркой.
- Полное исключение ручной подварки и зачистки – шов формируется сразу с требуемыми параметрами.
Контроль качества
Каждый шов прошёл визуальный контроль и контроль герметичности методом пневмоиспытаний, отклонений не выявлено.
«Мы сами для себя являемся заказчиком, и это лучший полигон для отработки решений, которые затем выводим на рынок, – отмечает Алексей Котельников. – Если наш роботизированный комплекс справляется со сложной деталью для собственного принтера, значит, сварка ответственных узлов заказчика ему тоже под силу. И мы готовы это доказать на его деталях ещё до подписания контракта».
Успешное применение роботизированной сварки для производства узлов 3D-принтера подтвердило эффективность подхода. В планах – тиражировать эту ячейку для изготовления других сложных деталей, а также использовать полученный опыт при создании сварочных комплексов для клиентов из машиностроения, ОПК и вагоностроения.
«Для нас этот кейс – не просто производственная задача, а демонстрация того, что российское ПО и грамотная интеграция способны решать задачи любого уровня сложности», – резюмирует руководитель отдела роботизации сварочных процессов ГК «Роботех» Алексей Котельников.