Керамзитобетонные блоки, наряду с прочими строительными элементами и кирпичом, находят широкое применение в процессе возведения каркасов малоэтажных домов. Их популярность обусловлена сбалансированным соотношением стоимости и качества, а также рядом дополнительных преимуществ.
В отличие от кирпича и иных видов блоков, керамзитобетонные характеризуются умеренными показателями теплопроводности, звукоизоляции и гигроскопичности. Важное значение имеют также их экологическая безопасность и огнестойкость, включая сохранение несущей способности при термическом воздействии. Помимо технических характеристик, следует учитывать и физические параметры, средние значения которых представлены ниже.
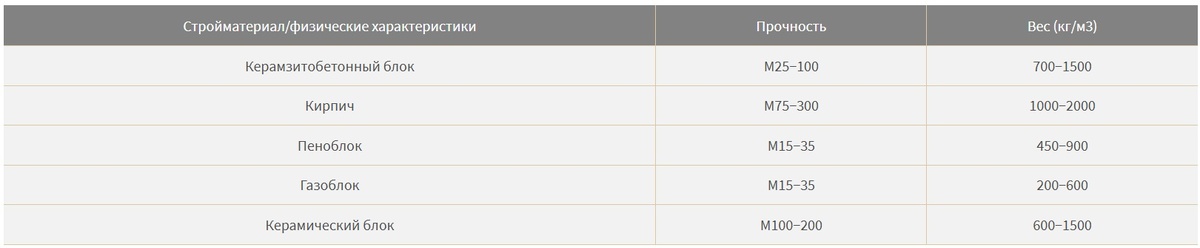
Принимая во внимание их относительно небольшой вес и высокую прочность, керамзитобетонные блоки эффективно используются при строительстве как жилых, так и хозяйственных сооружений, таких как малоэтажные дома, гаражи, хозяйственные постройки.
Современные технологии позволяют организовать собственное производство этих блоков. Однако процесс требует значительного времени: 168 часов для просушки и 28 дней «созревания» до достижения полной технической готовности. На крупных предприятиях этот процесс ускорен до 12-14 часов за счет использования специальных камер. Блоки, прошедшие камерную сушку, превосходят по прочности те, что набирают её естественным путём.
Состав и сырьё
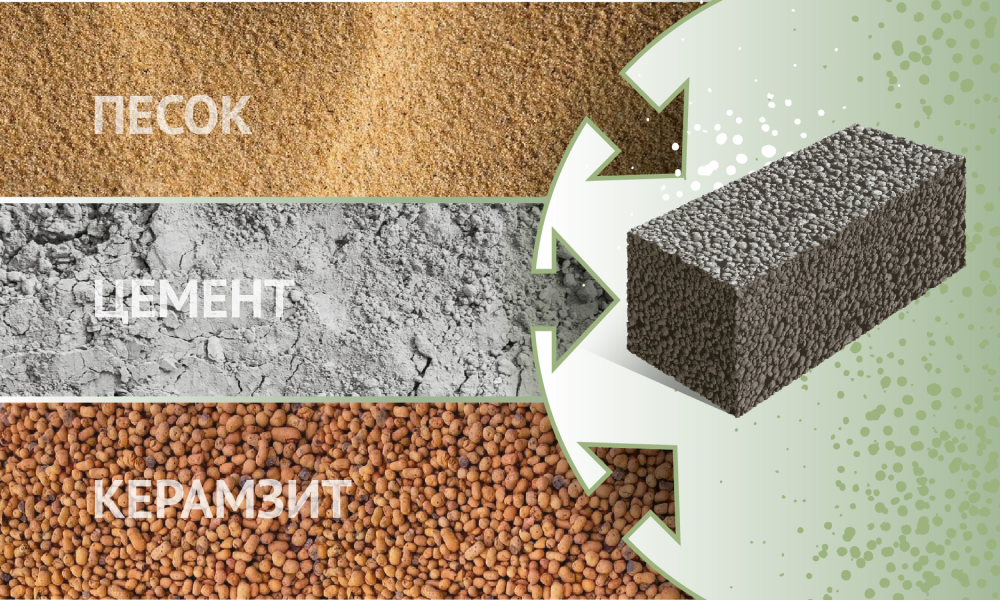
Основой для керамзитобетонных блоков служат песок, керамзит и цемент. Для улучшения свойств смеси производители могут добавлять вспомогательные компоненты. Качество исходного сырья и точность пропорций напрямую влияют на технические характеристики и марку конечной продукции.
В качестве наполнителя чаще всего используют обогащенный или кварцевый песок. Для блоков с внутренними пустотами используют керамзит фракцией 5-10 мм, а для полнотелых — керамзитовый песок. Цемент должен иметь марку не ниже М400 для обеспечения достаточной прочности.
Добавки используются для придания блокам специфических свойств:
- Древесная смола — для снижения веса.
- Клеевые составы — для повышения прочности.
- Пластификаторы — для улучшения морозо- и влагостойкости, предотвращения растрескивания.
- Красящие пигменты — для придания цвета.
Высокое содержание керамзита улучшает теплоизоляционные свойства, тогда как увеличение доли цемента повышает прочность, но увеличивает вес изделия.
Виды и производство
Основными методами производства керамзитобетонных блоков являются вибролитьё и вибропрессование.
Стандарты производства
Размеры изделий регулируются ГОСТ 6133-99. Допускаются отклонения по ровности поверхностей – до 3 мм, по высоте – до 4 мм, по ширине и длине – до 3-4 мм.
Вибролитьё
Включает ручные вибростанции (на 1-2 блока) и вибростолы (до 6 блоков). Процесс включает замешивание компонентов, заполнение форм, ручное выравнивание, уплотнение смесью и вибрацию, затем повторное прессование и вибрацию. После этого блоки отправляются на сушку.
Вибропресс
Гидравлический пресс с большим усилием уплотняет смесь, после чего готовый блок направляется на конвейер. Этот метод автоматизирован, минимизирует ошибки и снижает расход цемента по сравнению с вибролитьём.
Классификация
Блоки делятся на стеновые и перегородочные. Стеновые бывают: полнотелые, многопустотные (включая щелевые и вентиляционные), крупноформатные. Перегородочные: полнотелые, многопустотные, двух- и трехпустотные. Крупные блоки ускоряют строительство, но могут быть сложны в работе.
Хранение
После изготовления блоки укладывают на поддоны. Хранить их следует в сухих, проветриваемых помещениях или под навесом, защищая от влаги водонепроницаемыми материалами.
Разбор керамзитобетонных блоков:
1. Способы производства керамзитобетонных блоков
2. Применение керамзитобетонных блоков