Итак, Вы заказываете пресс-форму, и изготовитель услужливо предлагает: «Давайте внедрим вам горячий канал!». Естественное побуждение – отшатнуться и спешно сообщить, что внедрять Вам никуда не надо. Но…
… может быть, этот человек всего лишь желает увеличить эффективность производства? Вероятнее всего, изначально проект формы, не содержал никакой обвязки, а суть предложения - включить в конструкцию горячеканальную литниковую систему, то есть обогрев литниковых каналов. Зачем? Чтобы это понять, сперва нужно разграничить по эксплуатационным характеристикам системы с горячим и холодным каналом.
В базовой, холодноканальной системе литник затвердевает в каждом цикле. Это включает его в состав отходов, порой приводя к увеличению времени цикла и необходимости ручного удаления литников, а в худшем случае – к необходимости удаления и зачистки.
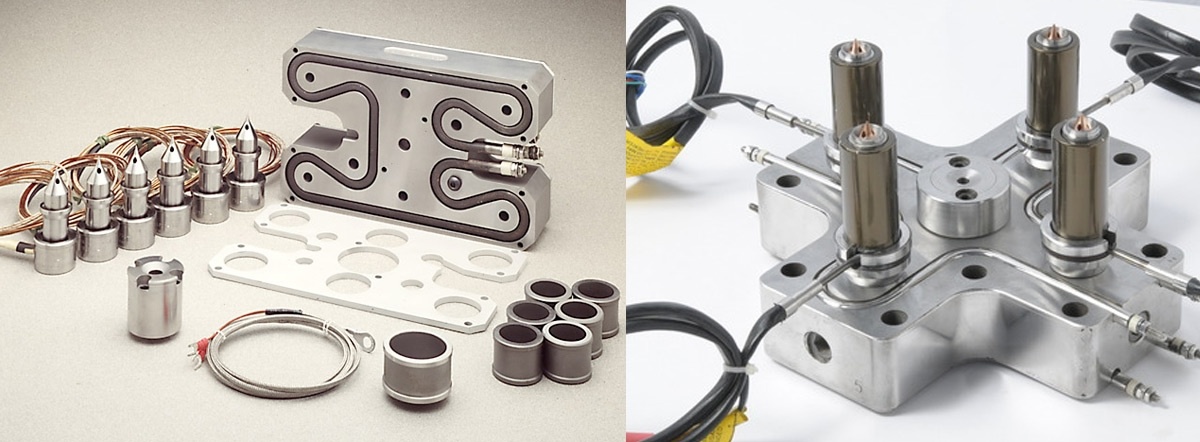
Горячеканальная система (далее ГК), должна избавлять от подобных моментов за счет поддержания материала в литниковом канале в расплавленном состоянии. Делает это благое дело ни что иное, как ТЭН, расположенный снаружи или внутри канала. Подача материала непосредственно к литьевым полостям, убирает нужду в отдельном разводящем литнике.
Акцентируя внимание именно на преимуществах ГК, обычно упоминаются следующие:
- Сокращение цикла литья – литник исключается из термодинамического уравнения изделия, значит снижается величина рассеиваемой теплоты, следовательно, уменьшается время на охлаждение.
- Повышение производительности – ускорение цикла литья увеличивает скорость производства.
- Улучшение качества - уменьшается выход брака, а внешний вид изделий становится более предсказуемым.
- Уменьшение валовой себестоимости изделий – экономия материала и отсутствие операций по удалению отходов ощутимо удешевляют производство.
В итоге, ГК незаменим, когда речь идет о крупносерийном производстве и об обеспечении характеристик изделия. Однако, неизбежно открывается обратная сторона медали – сама форма становится сложнее в проектировании и дороже. Потому, как и любое производственное решение, решение о внедрении ГК должно просчитываться с позиций экономической целесообразности.