📐 Кейс: Масштабирование одношнекового экструдера для LLDPE
Проблема:
В производстве трехслойной соэкструдированной рукавной пленки для упаковки и сельскохозяйственного применения использовался экструдер 55 мм (L/D = 25,5) для подачи наружного слоя из LLDPE. Возникла необходимость значительного увеличения производительности (более чем в 2 раза) для обеспечения требуемой структуры пленки.
Ограничения:
Фактический 55-мм экструдер с барьерным шнеком не мог обеспечить более высокую производительность без чрезмерного повышения температуры расплава, что негативно влияло на качество пленки.
Операторы завода были хорошо знакомы с рабочими окнами 55-мм экструдера и не хотели осваивать принципиально новое оборудование.
Температура расплава должна оставаться в допустимых пределах для стабильного охлаждения пузыря и калибровки пленки.
Цель:
Спроектировать новый экструдер большего диаметра, который сохранит:
Постоянное соотношение L/D (25,5)
Хорошее плавление LLDPE
Приемлемые температуры расплава
Знакомые операторам рабочие параметры
🔍 Анализ
Подход к масштабированию:
Использованы коэффициенты масштабирования Фишера-Потента для одношнековых экструдеров.
Эта методика основана на следующих предположениях:
Температура расплава остается постоянной при масштабировании.
Тепловые и реологические свойства материала постоянны.
Соотношение между давлением потока и сопротивлением потока постоянно.
Процесс экструзии квазиадиабатический.
Принцип подобия: постоянная L/D и постоянный шаг шнека S/D.
Показатель масштабирования ψ:
Значение ψ получено экспериментально из измерений на производственных экструдерах разных размеров (обычных и с рифленой подачей).
Измерения проводились для HDPE, HIPS и высокомолекулярного ПЭ.
Среднее значение ψ = 0,7.
Это означает, что при увеличении диаметра экструдера в n раз, оптимальная скорость шнека изменяется пропорционально n^ψ.
✅ Решение
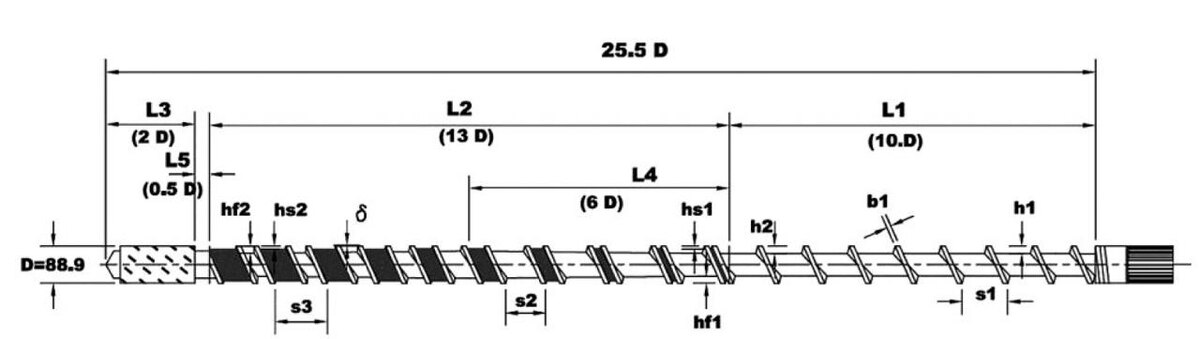
Масштабирование с 55 мм до 90 мм:
Исходный шнек (55 мм) — барьерный, L/D = 25,5.
Целевой шнек (90 мм) — барьерный, L/D = 25,5.
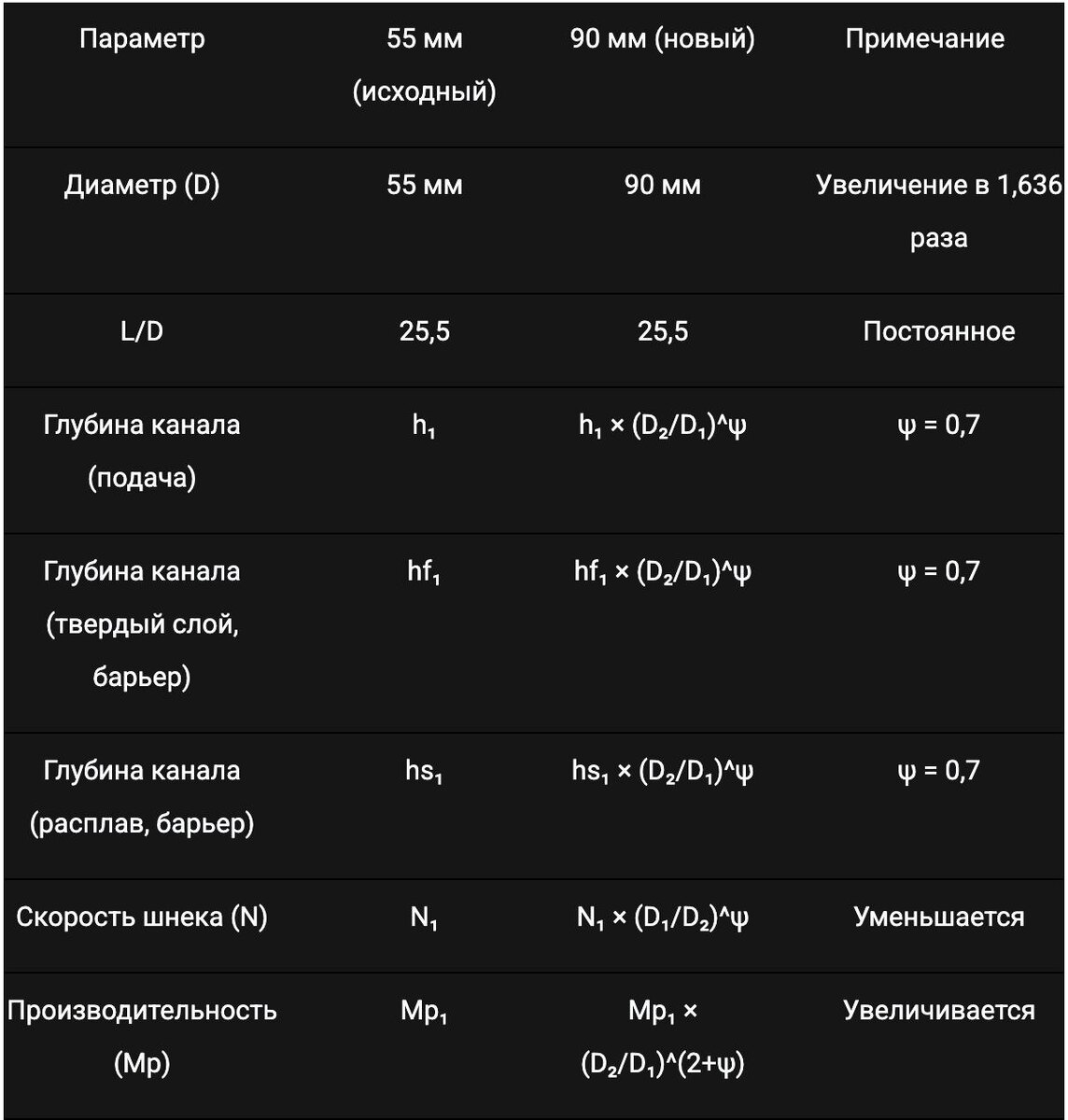
Рассчитанные параметры (по методике Фишера-Потента): на фото в табл
Результаты расчетов:
Скорость шнека снижена с 100 об/мин до ~70 об/мин.
Производительность выросла с ~80 кг/ч до ~200 кг/ч.
Температура расплава осталась в допустимых пределах.
Длины всех зон шнека сохранены пропорционально.
Завтра сделаем пост на тему "📊 Диаграмма масштабирования — ключевые соотношения"
#экструзия #масштабирование #LLDPE #одношнековый_экструдер #шнек #производительность #Фишер_Потент #коэффициент_масштабирования #устранение_неполадок #полимеры #технологии #соэкструзия