Проблема: всегда виноват неисправный датчик по мнению операторов (других поломок оборудования они не знают).
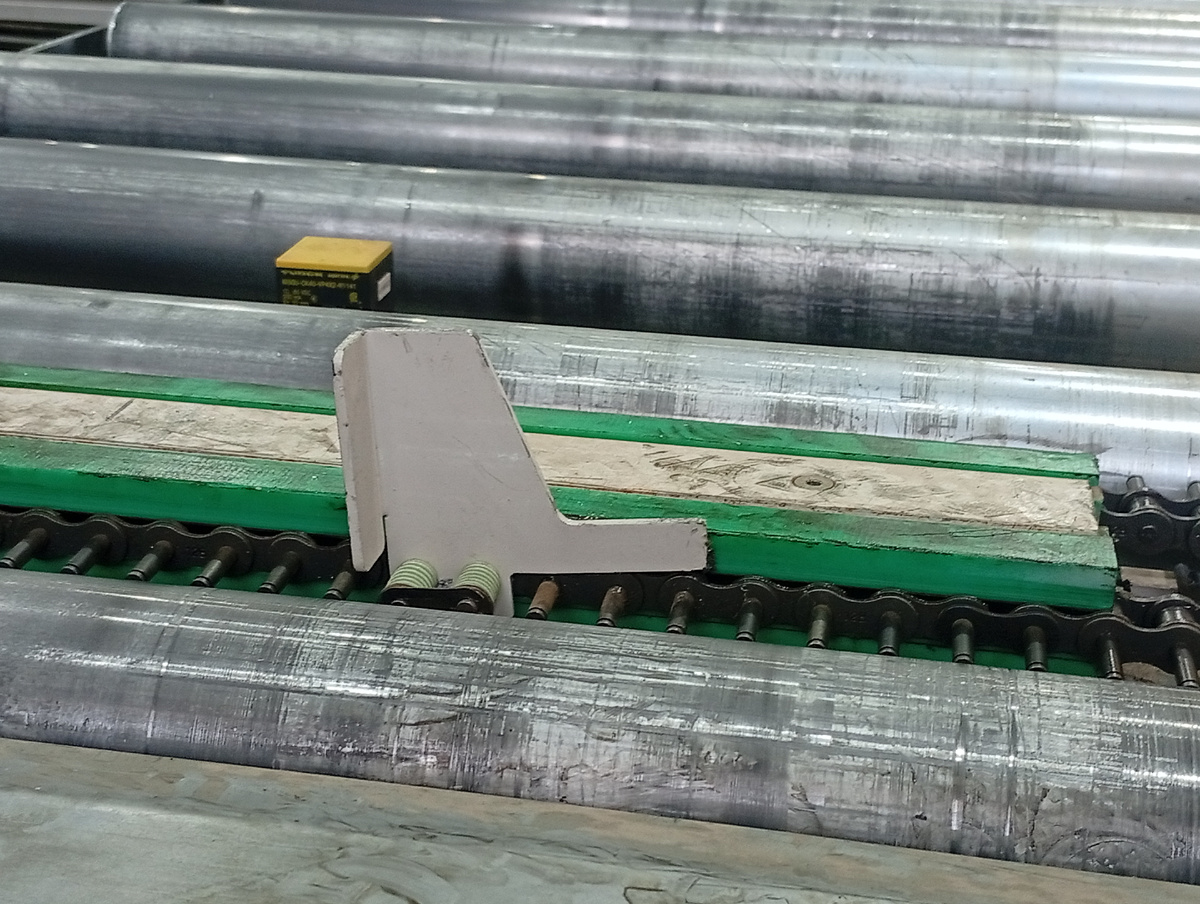
На днях встало оборудование — вышли из строя старые индукционные датчики,не от качества исполнения, а от халатного отношения ответственных лиц за производственной линией-их просто сбило кривыми пластинами при работе оборудования.

Назвался инженером- полезай в машину и вперёд на завод в выходной день. Начинаем колдовать и думу думать зачечем оно мне нужно как сделать всё в короткий срок.
Характеристики стандартные: резьба M12, зона сработки 3 мм. Ждать оригинал времени не было, запуск нужен был «еще вчера».
Поиск решения:
На складе в наличии оказались датчики, но вот незадача: они мощнее и крупнее. Резьба уже M18, а зона сработки — 12 мм (в 4 раза больше оригинала!).
Техническая часть:
К счастью, по электрике всё совпало идеально: разъемы оказались идентичными, распиновка подошла. Главный вопрос был в механике и точности:
Крепление: Родное отверстие под M12, естественно, не подходило для «восемнадцатого» корпуса.
Зона сработки: 12 мм против 3 мм — нужно было поймать момент, чтобы датчик не «видел» лишние детали конструкции, а срабатывал четко на флажок.
Лайфхак с 3D-печатью:
Рассверливать станину или варить новые кронштейны не хотелось. Решили вопрос быстро: набросали модель переходного крепления и распечатали на 3D-принтере. Пластик PETG отлично держит корпус и позволяет точно позиционировать датчик относительно детали.
Итог:
Оборудование запустили в кратчайший срок. Несмотря на разницу в габаритах и чувствительности, связка работает стабильно.
Немного теории:
Замена индуктивных датчиков с зоной срабатывания 3 мм на датчики с зоной срабатывания 12 мм является распространенной задачей при модернизации или оптимизации производственных процессов. Основная причина такого перехода кроется в необходимости увеличения дистанции обнаружения металлических объектов. Датчики с меньшей зоной срабатывания, как правило, обладают более высокой точностью и разрешающей способностью, что делает их идеальными для приложений, требующих детальной идентификации или работы в условиях ограниченного пространства. Однако, в ситуациях, когда требуется детектировать объекты с большего расстояния, или когда существует вероятность пропусков из-за вибраций, загрязнений или неточного позиционирования, переход на датчики с увеличенной зоной обнаружения становится логичным шагом.
Увеличенная зона срабатывания датчика в 12 мм предоставляет ряд существенных преимуществ. Во-первых, это значительное повышение надежности обнаружения. Оператор или автоматическая система получает больший "зазор" для срабатывания, что снижает риск пропусков и ложных срабатываний, особенно в условиях динамичных или менее предсказуемых производственных сред. Во-вторых, это упрощает механическую интеграцию. Требования к точному позиционированию датчика относительно объекта значительно ослабляются, что может сэкономить время и ресурсы на этапе монтажа и настройки оборудования. В-третьих, более широкий диапазон обнаружения позволяет адаптировать систему к вариациям в размерах или форме детектируемых деталей, не требуя немедленной перенастройки или замены датчика.
Процесс замены требует внимательного рассмотрения нескольких ключевых аспектов. Необходимо убедиться в совместимости напряжения питания, типа выходного сигнала (PNP/NPN, NO/NC) и присоединительных размеров новой серии датчиков с существующей электрической схемой и монтажными отверстиями. Часто производители предлагают семейства датчиков, где разные типоразмеры и зоны срабатывания имеют схожие электрические характеристики и габариты, что несколько упрощает процедуру миграции. Однако, всегда рекомендуется сверяться с технической документацией обоих типов датчиков – как заменяемого, так и нового.
Кроме того, следует оценить влияние изменения зоны срабатывания на общую логику работы системы. Увеличение дистанции обнаружения может потребовать корректировки временных задержек, условий синхронизации или алгоритмов управления. Например, если датчик используется для контроля наличия детали перед последующей операцией, то увеличенная зона может привести к слишком раннему срабатыванию, что потребует перекалибровки или изменения программы контроллера. Поэтому, помимо физической замены, инженерно-технический персонал должен провести тщательное тестирование и, при необходимости, программирование управляющей системы.
В конечном итоге, успешная замена индуктивных датчиков с 3 мм на 12 мм зону срабатывания позволяет повысить надежность, упростить обслуживание и адаптировать автоматизированные системы к изменяющимся условиям производства. Этот переход, выполненный с учетом всех технических нюансов, способствует повышению общей эффективности и стабильности производственных процессов, минимизируя риски, связанные с непредвиденными остановками и ошибками.
Вопрос к коллегам:
Часто ли вам приходится «колхозить» переходники на 3D-принтере для промышленного оборудования? Насколько долго у вас живут такие детали в реальных условиях?
Теги:#КИПиА #автоматизация #3Dпечать #инженер #ремонтоборудования.