🏭 Кейс: Пульсирующая подача в экструдере с зоной дегазации при переработке вторичного ПЭТ
Проблема:
Линия по производству прозрачного листа из смеси ПЭТ (первичный + переработанный из бутылок) работала на (двухступенчатом) экструдере Ø 75 мм с зоной дегазации и гладким цилиндром. Возникли четыре критических проблемы:
1️⃣ Нестабильная экструзия — прерывистая подача (пульсирующий поток).
2️⃣ Поток материала из вентиляционного отверстия — вытекание расплава.
3️⃣ Неоднородности — гели и темные пятна, особенно при высоком содержании вторичного ПЭТ.
4️⃣ Низкое качество листа — несоответствие требованиям.
Цель:
Обеспечить стабильную производительность не менее 100 кг/ч в диапазоне 70–100 об/мин, устранить вытекание из вентпорта и дефекты в листе.
🔍 Анализ
Особенности экструзии с зоной дегазации:
Двухступенчатый шнек требует точного баланса между первой и второй ступенями.
Производительность второй ступени должна быть выше, чем первой, иначе расплав вытекает из вентпорта.
Полимер должен быть полностью расплавлен на первой ступени до вентпорта.
Геометрия вентпорта играет важную роль.
Диагностика проблем:
Исходный шнек (Ø 75 мм, L/D = 35) — двухступенчатый, квадратный шаг, степень сжатия первой ступени 4:1.
Вторая ступень имела недостаточную глубину канала и шаг S/D < 1D — производительность ниже, чем у первой ступени.
Результат: вытекание расплава из вентпорта при различных режимах.
Удельная производительность — 1,4 кг·мин/ч·об (массовый расход на единицу частоты вращения).
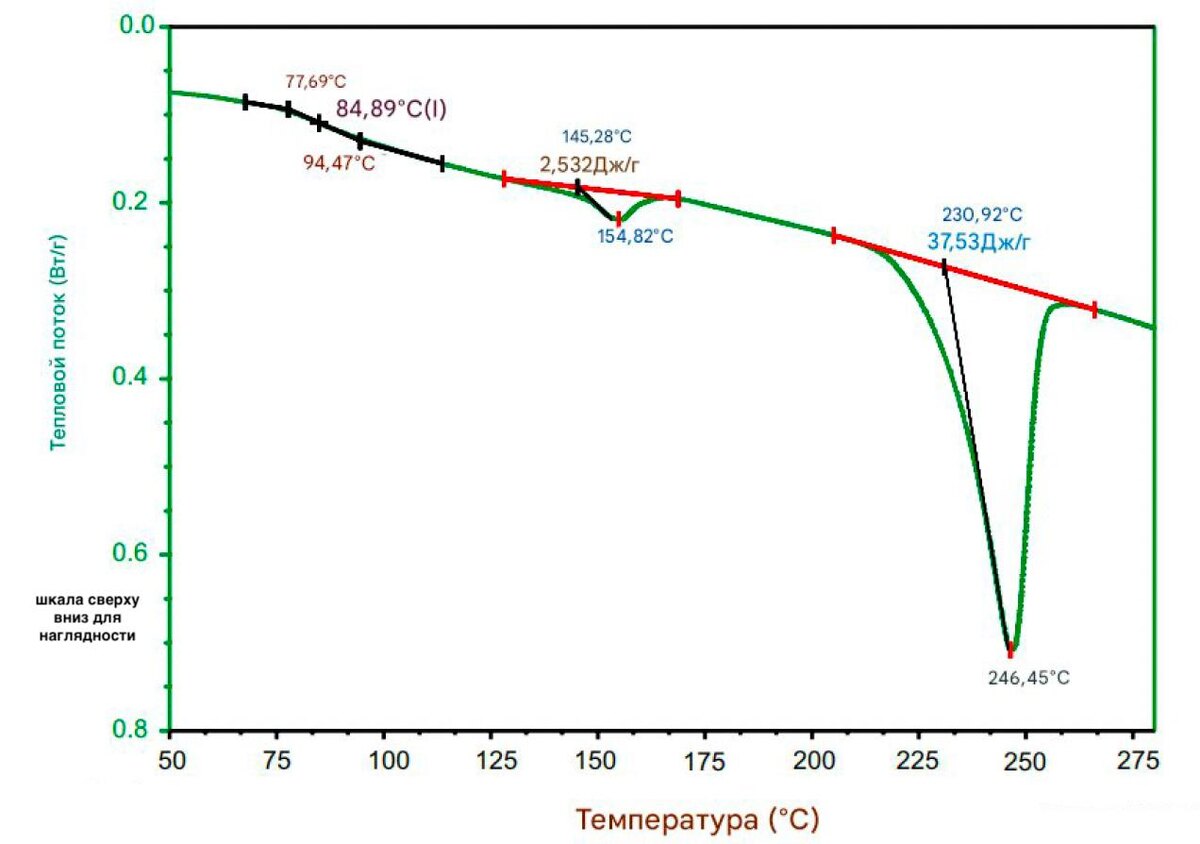
Характеристическая вязкость (IV) вторичного ПЭТ: начальная 0,8 дл/г, после экструзии 0,7 дл/г — приемлемо для листа.
ДСК подтвердила температуру плавления 246°C.
✅ Решение
Спроектирован новый одношнековый вентилируемый экструдер (Ø 75 мм, L/D = 35) с:
Барьерной секцией длиной 14D на первой ступени — для интенсивного плавления.
Распределительным смесителем типа Saxton длиной 4D — для гомогенизации расплава.
Дополнительно установлен шестеренчатый насос после экструдера для:
Стабилизации давления и производительности.
Снятия функции повышения давления со шнека.
Результаты:
Производительность 100 кг/ч достигнута при 50 об/мин (шнек) и 70 об/мин (насос).
Удельная производительность выросла до 2,0 кг·мин/ч·об.
Максимальная производительность — до 145 кг/ч при 70 об/мин.
Изменение толщины листа — менее 3%.
Температура расплава ~292°C.
Гели и темные пятна устранены благодаря барьерному смесительному шнеку и сетчатому фильтру.
#экструзия #вентилируемый_экструдер #ПЭТ #вторичный_ПЭТ #регранулят #прерывистая_подача #шнек #барьерный_шнек #шестеренчатый_насос #стабильность #устранение_неполадок #полимеры #технологии #переработка_пластика