


На производстве древесных плит вышли из строя две крышки шлюзового дозатора (шлюзового затвора). Материал — серый чугун, вес каждой детали — около 30 кг. Проблема: на внутреннем торце по всей окружности образовались глубокие выбоины и ямы. Уплотнительная плоскость потеряла геометрию, что нарушило работу дозатора.
Задача: вернуть плоскость диаметром 380 мм с жёсткими допусками
Требовалось восстановить плоскость диаметром 380 мм, выдержав по чертежу допуски на геометрию, шероховатость и линейный размер. Сложность в том, что чугун — капризный материал для сварки и наплавки: высок риск трещин и отслоения металла.
- Входной осмотр. Оценили характер и глубину повреждений.
- Зачистка. Удалили брызги, наплывы и загрязнения.
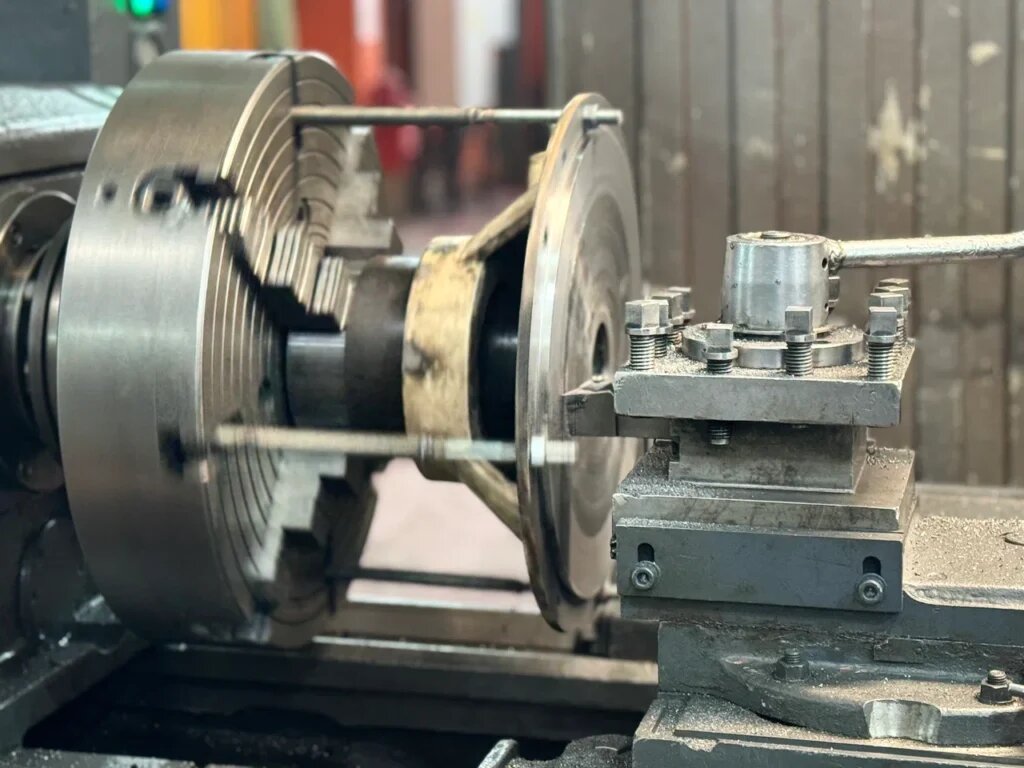
- Подготовка к наплавке. На токарном станке ДИП500 проточили поверхности, создав базовые посадочные места.
- Наплавка. Нанесли новый слой металла. Восстановили бортик по внутреннему торцу, а также локально подплавили отдельные выбоины.
- Чистовая токарная обработка. На том же станке ДИП500 выполнили финишную обработку до чертёжных размеров.
- Зачистка. Убрали заусенцы и неровности.
- Контроль. Проверили геометрию, шероховатость и линейные размеры.
- Упаковка. Очистили детали и упаковали в транспортировочную ткань.


Результат
Обе крышки шлюзового затвора восстановлены. Геометрия уплотнительной плоскости диаметром 380 мм полностью соответствует чертежу. Детали готовы к установке в оборудование.
Вышли из строя чугунные крышки или корпусные детали? Подписывайтесь на канал — показываем, как восстанавливаем геометрию наплавкой с последующей токарной обработкой.