🏭 Кейс: Нестабильность формирования в фильере при экструзии ленты из ПП с вторичным материалом
Проблема:
Линия по производству промышленной обвязочной ленты (толщина 0,5 и 0,8 мм, ширина 13 мм) работала на смеси ПП, содержащей 40–60% переработанного ПП из потребительских отходов. Экструдер (Ø 63,5 мм, L/D = 30,9) с гладким цилиндром. Возникли четыре критических проблемы:
1️⃣ Нестабильность экструзии — процесс нестабильный.
2️⃣ Нестабильность формирования на фильере — видимые дефекты на выходе.
3️⃣ Неоднородности — агломераты, особенно при высоком содержании переработанного ПП.
4️⃣ Вариации механической прочности — нестабильность свойств готовой ленты.
Цель:
Обеспечить стабильную производительность 60 кг/ч при температуре расплава ниже 220°C (для последующей вытяжки 10:1) и устранить дефекты формирования.
🔍 Анализ
Диагностика проблем:
Измеренные температуры расплава превышали 240°C — слишком высоко для стабильной вытяжки.
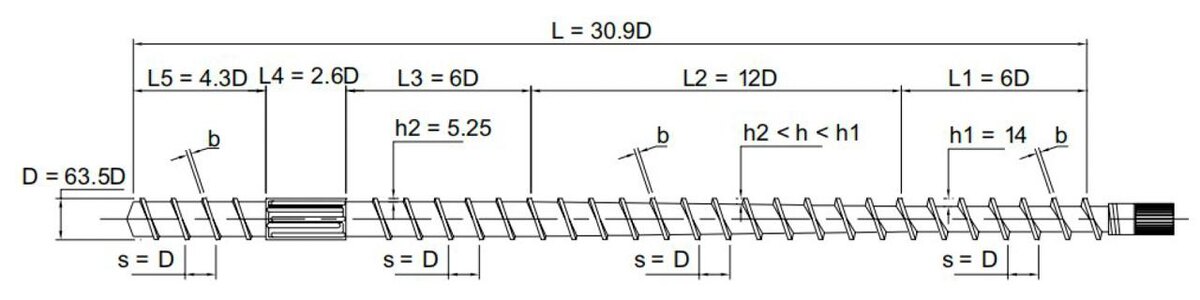
Исходный шнек (Ø 63,5 мм, L/D = 30,9) — обычный трехзонный с квадратным шагом, степень сжатия 2,8:1.
В зоне сжатия установлен неэффективный смеситель для диспергирования агломератов.
Геометрия исходного шнека показана на.
Реологические исследования:
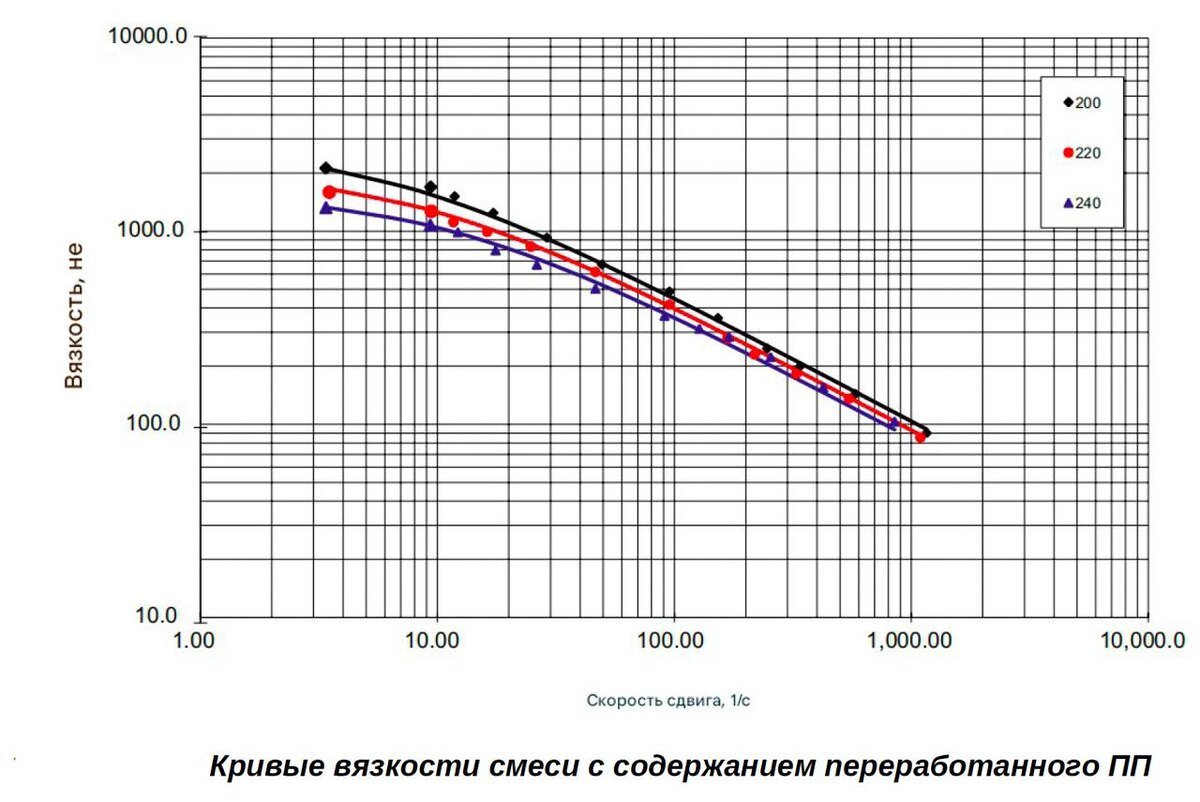
Капиллярный реометр использован для получения кривых вязкости смеси ПП с переработанным материалом при 200, 220 и 240°C.
Кривые вязкости сильно зависели от содержания переработанного ПП — это усложняло стабильность процесса.
Взаимодействие экструдер–фильера:
Проблема носила системный характер: несовершенная конструкция как шнека, так и фильеры.
Двухполостная фильера (для одновременной экструзии двух лент) требовала равномерного распределения расплава.
✅ Решение
Спроектирован новый одношнековый экструдер (Ø 63,5 мм, L/D = 30,9) с:
Переменным шагом шнека — для оптимизации транспортировки.
Дисперсионным смесителем типа Maillefer длиной 4D — для разрушения агломератов.
Распределительным смесителем типа Saxton длиной 2D — для гомогенизации расплава.
Разработана новая двухполостная фильера с:
Зазором 2,3 мм — для производства обоих типоразмеров ленты.
Оптимизированной геометрией каналов потока.
Результаты (подтверждено моделированием и испытаниями):
Производительность 60 кг/ч достигнута при 112 об/мин.
Падение давления в фильере ~65 бар.
Скорость фронта потока одинакова для обеих полостей.
Напряжение и скорость сдвига на стенке в допустимых пределах — без аномалий потока.
Температура расплава ~223°C.
Агломераты устранены благодаря дисперсионному смесителю и фильтрации.
Процесс вытяжки (10:1) стабилен, механическая прочность ленты соответствует требованиям.
#экструзия #лента #полипропилен #переработанный_ПП #регранулят #нестабильность #фильера #шнек #Maillefer #Saxton #ИК_термография #устранение_неполадок #полимеры #технологии #моделирование